新型铝合金脱脂剂工艺试验探究
2021-06-15严卫才刘昌明赵怀鹏
严卫才,王 帅,刘昌明,赵怀鹏,张 弟
(辽宁忠旺集团有限公司, 辽宁 辽阳 111003)
铝轧制板材在加工与处理前表面通常存在机加工油污,后续加工需进行前处理[1],除油大致分为三种类型,即酸性脱脂、碱性脱脂和有机溶剂脱脂[2]。酸性脱脂剂处理时间一般较长,轧制板材对于脱脂时间要求较短,且酸性液体易腐蚀设备,一般生产线不采用酸性脱脂剂。清洗的目的是在规定的时间和工艺条件下将金属表面污垢去除,不损伤金属表面,满足下道工序[3-4]。现国内轧制铝材厂一般采用强碱性脱脂剂与油性脱脂剂两种,强碱性脱脂剂易腐蚀铝表面,油性脱脂剂易燃易爆,具有较大的安全隐患。本文主要验证新型脱脂剂除油效果,优化最佳工艺,与碱性脱脂剂和油性脱脂剂清洗效果进行对比验证。
1 试验部分
1.1 试验药品
本次试验材料采用5052铝合金;试验药品为,新型碱性脱脂剂ZW-80,强碱性脱脂剂5238和油性脱脂剂A52。
1.2 试验原理
铝板材表面油污为动植物油(主要成份为硬脂酸),与脱脂剂中的碱或碱性盐发生皂化反应,生成硬脂酸钠和甘油,被充分溶解进入碱性溶液[5],从而达到脱脂的目的,皂化反应方程式如下:
(C17H35COO)3C3H5+3NaOH→3C17H35COONa+C3H5(OH)3
新型碱性脱脂剂ZW-80为白色固体粉末,呈弱碱性,主要成分为碳酸钠、柠檬酸钠、氢氧化钠、表面活性剂、助洗剂、络合剂与缓蚀剂组成。对机油、润滑油、防锈油、动植物油等各种油污有良好的清洗效果。与强碱性脱脂剂相比,新型碱性脱脂剂具有洗净能力强、缓蚀性佳(不腐蚀基体)等特点,是除油效果绝佳的新型脱脂剂。铝为两性金属,可与酸碱反应,强碱性脱脂剂5238清洗时易腐蚀铝基体,所以清洗时间不宜过长,油脂易溶于有机溶剂;A52为油性脱脂剂溶解铝板材表面的油脂,对铝基材无腐蚀,但A52油性脱脂剂易燃易爆,且废液不易处理。
1.3 试验方案
(1)应用新型脱脂剂,采用单一变量法验证脱脂剂浓度、温度、时间对脱脂效果的影响,找出最佳工艺参数。
(2)从清洁效果和工艺两方面对比新型脱脂剂、传统强碱性及油性脱脂剂,确定最佳的脱脂剂。
1.4 检测方法
(1)铝板材脱脂后水洗,表面应完全水润,目视法观察水膜连续性(至少保持30s以上为合格)。
(2)采用清洁度测试仪进行测试,用RFU值进行表征,RFU值越小脱脂效果越好。
(3)观察三种脱脂剂的宏观图像,并使用色差仪检测色差,对比三种脱脂剂的明亮程度。光泽度L代表亮暗,△L=L-L1,△L越大,铝合金表面越亮,△L越小,表面越暗。
2 试验结果
2.1 浓度对清洗效果影响
ZW-80脱脂剂喷淋温度60℃,喷淋时间5s,喷淋压力4bar,浓度分别为20g/L、30g/L、40g/L、50g/L、60g/L。试验结果表明,无论脱脂剂何种浓度水膜30s全部连续。图1为RFU值与浓度关系,由图中可以看出浓度越高除油效果越好,但浓度过高药品损耗较大,成本较高。综合考虑,最佳的除油浓度为30g/L~40g/L。
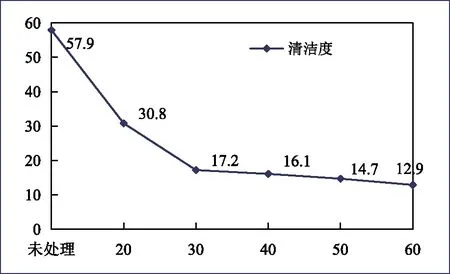
图1 ZW-80浓度与清洗后RFU值关系
2.2 温度对清洗效果影响
配制ZW-80浓度为30g/L,喷淋时间5s,喷淋压力4bar,喷淋温度分别为30℃、40℃、50℃、60℃、70℃。试验结果表明,30℃、40℃时试样表面水膜不连续,50℃、60℃、70℃水膜连续。图2为RFU值与喷淋温度关系,由图可知30℃、40℃时 RFU值较大,50℃、60℃、70℃ RFU值较小,且喷淋温度高会增加生产成本。综合考虑,喷淋温度为50℃~60℃。

图2 ZW-80喷淋温度与清洗后RFU值关系
2.3 时间对清洗效果影响
配制ZW-80浓度为30g/L,喷淋温度60℃,喷淋压力4bar,喷淋时间分别为2s、4s、6s、8s、10s。试验结果可知,喷淋时间为2s时表面水膜不连续,4s、6s、8s、10s时水膜连续。图3为RFU值与喷淋时间关系,由图可知喷淋时间超过8s清洁度值几乎不再下降。考虑到清洁效率及成本问题,最佳喷淋时间为4s~8s。

图3 ZW-80处理时间与清洗后RFU值关系
2.4 三种脱脂剂清洁效果对比
2.4.1清洗效果
图4为油洗清洗、碱洗清洗、ZW-80清洗后表面,由图可知,ZW-80清洗后的试样光亮优于碱洗及油洗,且碱洗后铝合金表面有“发白”缺陷。ZW-80与碱洗清洗后表面无铝灰残留,油洗后表面铝灰基本未去除。使用色差仪进行表面色差测试,其结果如表1所示。

(a)油洗清洗后表面 (b)碱洗清洗后表面 (c) ZW-80清洗后表面
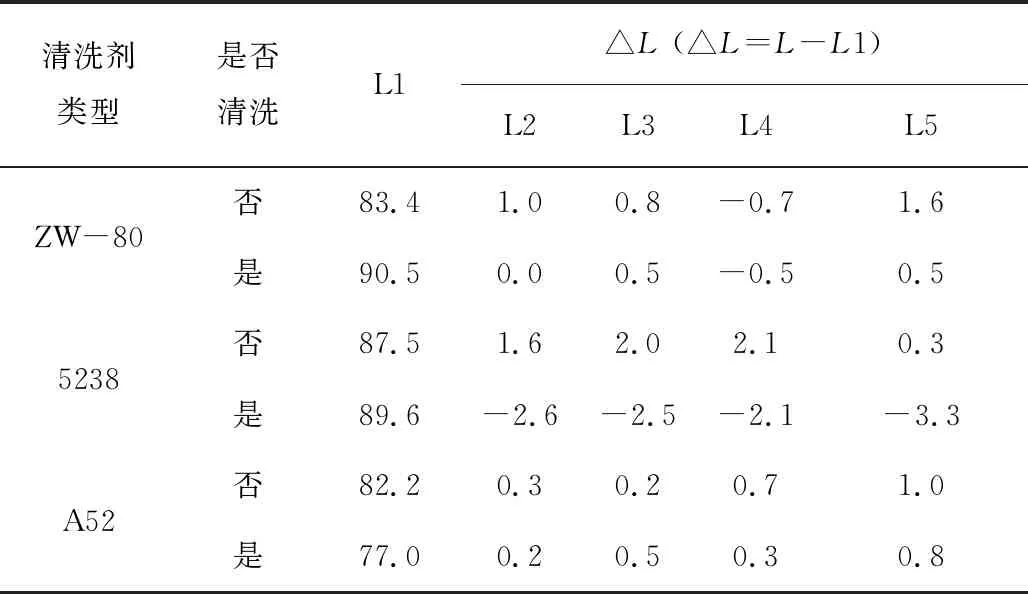
表1 色差检测表
由表1中数据可以看出,卷板基材光泽度不均,除油后光泽度依然不均,5238清洗过后的铝材略暗,ZW-80与油洗清洗后△L波动较小,与铝基体基本无色差。
2.4.2 清洗工艺对比
三种脱脂剂工艺对比见表2,ZW-80清洗时间少,清洗效率为油洗的三倍,且不腐蚀铝基体;油性清洗清洗温度为常温,但其不稳定性以及后续的废液处理问题,增加了大量成本。ZW-80脱脂剂综合性能优于碱性及油性脱脂剂,可代替使用。

表2 三种脱脂剂工艺对比
3 结论
采用新型脱脂剂ZW-80,单一变量优化工艺,通过清洁度测试仪与目测为标准,在喷淋压力为4bar时得出清洗最佳工艺:喷淋温度50℃~60℃,浓度30g/L~40g/L,除油时间4s~8s。
新型脱脂剂ZW-80与强碱性脱脂剂5238、油性脱脂剂A52相比,清洗效果最佳,清洗时间为4s~8s,效率极高且不腐蚀铝基体;且ZW-80脱脂剂为固体状态,配制溶液均一稳定,不易燃易爆,可以代替另两种脱脂剂进行清洗铝板材。
