3003铝合金激光焊接组织和力学性能
2021-06-09范霁康倪程徐鸿林彭勇宋友民王克鸿
范霁康, 倪程, 徐鸿林, 彭勇, 宋友民, 王克鸿
(1.南京理工大学,受控电弧智能增材技术工业和信息化部重点实验室,江苏 南京 210094;2.昆山华恒焊接股份有限公司,江苏 昆山 215300)
0 前言
3003铝合金是铝锰合金系材料,具有重量轻、延展性好、易成形、热稳定性好、抗腐蚀、再生性好等一系列等优点,在电子、电力、汽车、航空等领域有很好的应用前景,特别是在汽车动力电池外壳上的应用非常广泛[1-3]。目前3003等铝合金材料仍主要以传统弧焊工艺进行焊接,焊接速度慢、生产效率低,而且因较高的热输入造成焊缝区域晶粒粗大,导致产品质量较差。而激光作为一种高能量密度的热源,具有较快的焊接速度和较小的热输入,能够减小铝合金焊接变形,提升其焊接质量,已经在各种铝合金产品中得到应用[4-6]。
采用传统的激光光束焊接3003铝合金时,由于铝合金对激光的高反射率及自身的高导热性,导致焊接匙孔极不稳定,容易产生气孔、裂纹、塌陷等,降低焊接接头地强度[7-9]。当采用脉冲激光摆动焊接时,能够有效地增加熔池流动,降低对板材拼接缝隙的要求,因此具有焊接精度高、焊缝质量与成型好、焊接柔性高等优点,可以进一步改善铝合金焊缝成形、减少焊接缺陷[10-12]。此外,激光摆动焊接还可以通过改变摆动速度和幅度改变焊缝宽度,对铝合金焊接具有很大的适应性[13]。
文中采用IPG光纤激光器对1.5 mm厚3003铝合金薄板开展脉冲激光摆动拼焊工艺研究,获得了使焊缝成形良好的工艺参数,然后对焊接接头的微观组织进行了分析,并测试了焊接接头的微观硬度和抗拉强度等力学性能。
1 试验设备与方法
试验采用的激光焊接设备IPG生产的1 500 W光纤激光器,焊接激光头采用的为万顺兴生产的摆动激光头,焊接时可控制光束沿垂直焊缝方向摆动。
试验材料为3003铝合金,其化学成分见表1,试板规格为500 mm×150 mm×1.5 mm,采用2块试板进行对接焊接。试验前先采用砂纸去除表面氧化膜,然后用酒精或丙酮清理焊接部位。焊接时采用专门的焊接夹具固定铝合金板,使两块试板的拼接缝隙控制在0.15 mm以下。

表1 3003铝合金的化学成分(质量分数,%)
在工艺试验结束后,在焊接试板上按照GB/T 228.1—2010《金属材料拉伸试验标准》和ASTM E3-2011(R2017)《金相试样制备标准指南》取拉伸试样和金相试样,其中拉伸试样的位置和尺寸如图1所示。采用WDW-300微机控制电子万能试验机对拉伸试样进行了拉伸试验,并观察了拉伸断口的形貌特征。金相试件经研磨和抛光处理后,采用100 mL蒸馏水、5 mL HNO3,2 mL HCL和 2 mL HF配制的Keller试剂对金相试样进行腐蚀,然后采用徕卡DMILM型金相显微镜和FEI Quanta 250场发射环境扫描电镜分析接头焊缝微观组织,之后采用HVS-1000Z硬度计测试焊接接头区域的显微硬度。
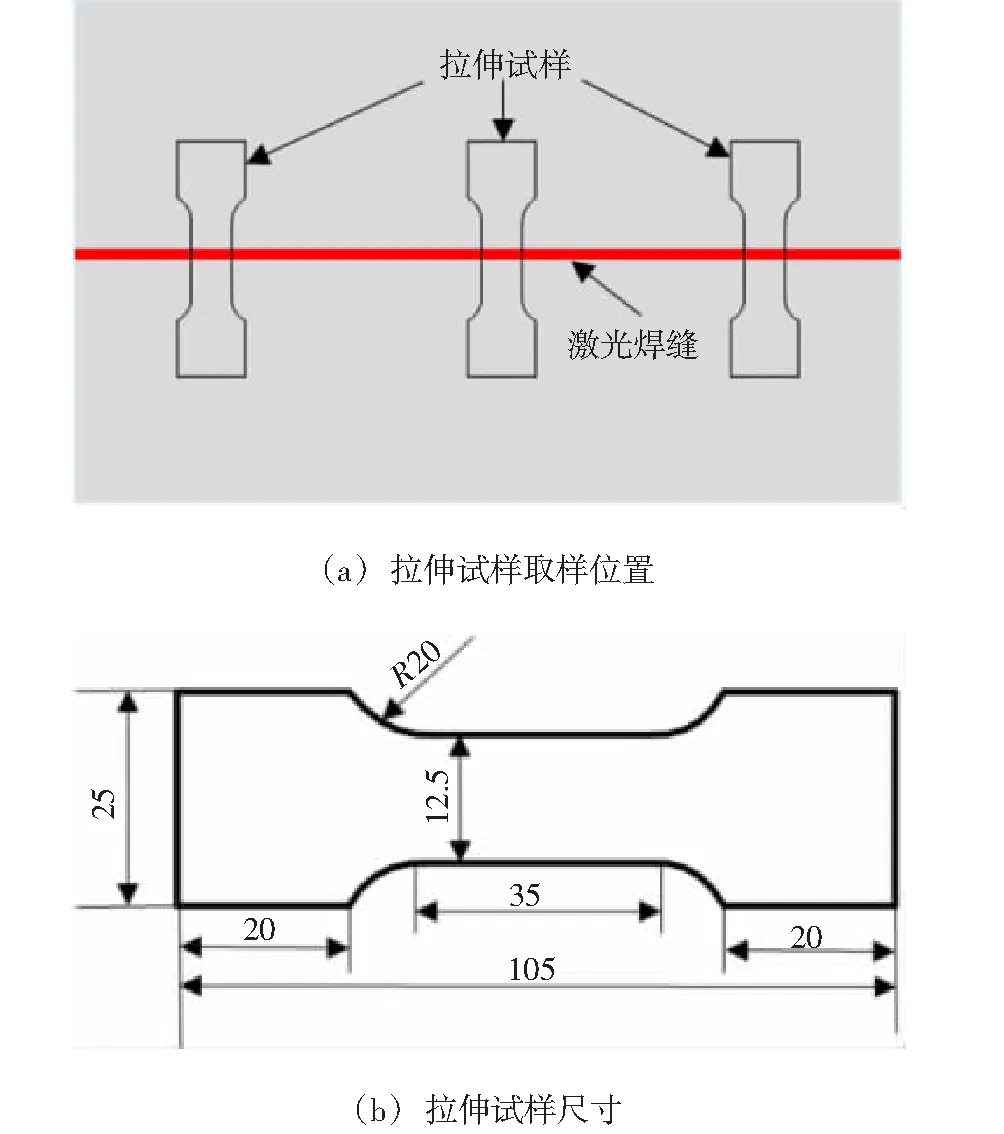
图1 拉伸试样取样位置及尺寸
2 试验结果
2.1 焊接工艺参数
在激光焊接时,为了减小焊接变形,提升焊接效率,在保证焊接质量的情况下,焊接速度越快越好。经过前期的工艺试验探索,发现当激光功率为1 350 W时,焊接速度约在40~45 mm/s范围内。因此文中采用40 mm/s和45 mm/s 2种焊接速度对铝合金试板进行了焊接,具体焊接工艺参数见表2。结果发现当焊接速度为45 mm/s时,由于热输入较低,试板出现了未熔透现象,而当焊接速度为40 mm/s时,焊缝成形如图2所示,正面和背面焊缝连续而均匀,无明显缺陷。

表2 焊接工艺参数
图2 焊接完成的3003铝合金试板
2.2 微观组织分析
焊接接头宏观形貌如图3所示,由焊缝区、熔合区、热影响区组成。其中熔合区很窄,处于半熔化状态,是焊接接头中焊缝金属向热影响区过渡的区域。此外,由于激光焊接速度快、热输入低,热影响区也很窄,晶粒来不及长大已经开始冷却,其微观组织基本与母材相同,为典型的轧制织构。
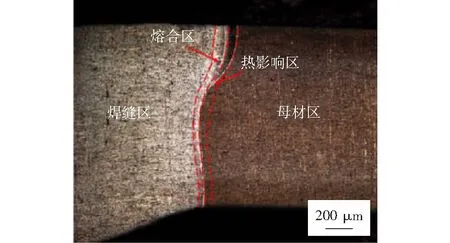
图3 焊接接头宏观形貌
焊接接头不同位置的微观组织如图4所示,由图4a可知,熔合线区域由细小而致密的等轴晶组成,而熔合线向焊缝中心过渡区域则由沿焊缝中心方向生长的柱状晶组成。首先,由于当液态熔池开始凝固时,对于具有相似化学成分和相同晶格类型的液态金属而言,异质形核过程相对自发形核过程更加容易,因此焊缝液态金属首先在熔合线附近区域形核长大;其次,因激光焊接速度较快,增加了液态金属过冷度,使熔合线附近形核率增加;最后由于激光摆动的搅拌作用,可促进液态金属形核并破碎较大晶粒,因此在熔合线区域附近出现了细小而又致密的等轴晶。而由于金属液态熔池在熔合线附近的温度梯度高且冷却速度快,在熔合线附近区域细小晶粒形成以后,温度梯度成为了晶粒生长的主要驱动力,因此晶粒开始沿着热传导方向的反向生长,垂直于熔合线向焊缝中心推进,其它取向的晶粒生长则受到择优生长影响被大大抑制,最终形成典型的柱状晶。

图4 焊接接头微观组织
由图4b可知,焊缝中心区域主要由较为细小的等轴树枝晶组成,这是由于当沿熔合线向焊缝中心方向的柱状晶生长到一定程度时,随着熔池中热传导方向的改变,液态熔池散热方向失去了方向性,柱状晶的生长最终被抑制。此外,由于焊缝中心区域的温度梯度低,散热条件差,在较高的焊接速度下由于熔池元素的偏析易产生异质形核过程,因此在焊缝中心出现大面积形核。而且由于激光摆动对熔池的搅拌作用更加有利于形核的产生,同时使得柱状晶前沿不断破碎脱落形成新的异质核心,抑制晶粒长大,所以在焊缝中心处形成了细小等轴树枝晶。
2.3 力学性能
2.3.1显微硬度
为了测试焊接接头区域的硬度值,采用硬度计由焊缝中心向两侧每隔0.2 mm测一个硬度值,得到接头区域的硬度分布如图5所示,焊接接头的显微硬度沿焊缝中心近似对称分布。母材区的显微硬度在38~40 HV之间,熔合区附近的显微硬度最高,约在48 HV左右,这是因为熔合线附近形成了细小而又紧密的等轴晶区域,产生了细晶强化作用。焊缝区的显微硬度值在44~46 HV之间,硬度略高于母材,分布相对平稳,这是因为激光摆动对熔池的搅拌作用使得焊缝区成分和组织较为均匀,故硬度变化不大。

图5 接头显微硬度分布
2.3.2拉伸性能
焊接接头及母材的拉伸性能见表3,接头的抗拉强度平均值约为162.3 MPa,达到母材抗拉强度的91%。而焊接接头断后伸长率平均值约为5%,约为母材的与母材相比下降明显,约为母材的65%。为了分析接头的断裂形式,采用扫描电镜对拉伸断口进行了观察,结果如图6所示,在焊缝处可看到2种明显不同的断裂方式。焊接接头的起裂区位于焊趾处,由图6a所示,焊缝断口下部宏观断面平整,存在一些细小韧窝和撕裂棱,表现为韧窝与准解理混合形貌。由图6b所示,焊缝断口中部布满凹坑与韧窝,韧窝小而深韧。综合而言,接头断口表现为韧性与准解理的混合型断裂模式,这主要是由于焊缝中存在微小气孔,气孔的存在使焊缝的有效承载截面积减小,降低了焊缝的承载强度,此外,拉伸时微小气孔处存在应力集中现象,周围出现准解理断裂形貌,降低了焊接接头的整体塑性。
表3 接头的拉伸性能
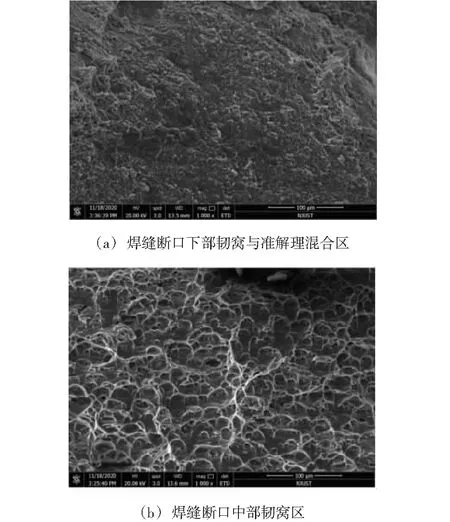
图6 拉伸断口形貌
3 结论
(1)在表面聚焦条件下,当焊接速度40 mm/s,激光功率1 350 W,脉冲频率5 000 Hz,摆动频率100 Hz,摆动直径0.3 mm时,1.5 mm厚3003铝合金能够获得成形良好的焊接接头。
(2)焊接接头熔合线处和焊缝中心区存在细晶区,熔合线向焊缝中心过渡区域由柱状晶组成,接头整体微观组织得到细化。
(3)焊接接头各区硬度均高于母材,抗拉强度平均为162.3 MPa,约为母材的91%,断后伸长率平均为5%,约为母材的65%,接头断裂形式为韧性与准解理混合型断裂。