激光频率对激光干式清洗机理及表面性能的影响
2021-06-05万壮杨学锋夏国峰李丹刘文波成健王守仁
万壮,杨学锋,夏国峰,李丹,刘文波,成健,王守仁
(1.济南大学 机械工程学院,济南 250022;2.湖北工业大学 机械工程学院,武汉 430000)
在工业生产中,仍在大量使用传统的清洗方式,清洗弊端暴露无遗。机械清洗有精度缺陷及二次污染,化学清洗对环境污染严重,超声波清洗难以满足高精度需求,而且清洗后的干燥问题也是处理难点。区别于传统清洗,激光清洗具有高效、环保、机体损伤小、自动化程度高的优点。激光清洗方法主要有3类:激光干式清洗法[1-2]、激光湿式清洗法[3]、激光等离子冲击波清洗法[4-5]。其中激光干式清洗方法的操作最为简单,应用最为广泛[6]。只要激光器选择适当,并且清洗参数合适,就可以应用到大部分清洗表面[7-10]。通过对激光干式清洗机理的研究,可以将激光干式清洗的去除机理概括为2 种:烧蚀机理和溅射机理[11]。烧蚀机理是烧蚀去除,去除物将进入空气中[12];溅射机理是振动去除或者膨胀弹性去除,去除物溅射到样品周围[13]。
激光清洗最先于20 世纪70 年代由美国科学家提出。1987 年,苏联科学家发表了第一篇关于激光清洗的论文。随后1988 年,德国科学家申请了第一个关于激光清洗的专利。近些年来,激光清洗已经应用到各个方面。英国曾用激光清洗技术对教堂进行维护,美国将其应用到航天上漆和铁锈的去除。国内激光清洗领域近几年也发展迅速,但是对于激光清洗各参数与清洗质量的定量关系,以及清洗过程中各参数对清洗机理的影响规律,国内外仍然缺乏系统的研究,只是凭借经验摸索[14]。
表1 列举了激光干式清洗不同材料的工艺参数[18-25],可以看出,激光频率是激光清洗的一个重要参数。为此,本文以Q235 低碳素结构钢表面氧化层为例,运用固体光纤激光器对其进行激光干式清洗实验,研究不同激光频率对清洗效果以及表面性能的影响规律,分析不同激光频率清洗下的主要去除机理,为以后的实验研究和工业应用提供参考。

表1 不同激光干式清洗的激光参数Tab.1 Laser parameters of different laser dry cleaning
1 实验
实验采用Q235 低碳结构钢,其应用广泛,具有研究价值。样品尺寸为20 mm×20 mm,表面带有氧化层。采用固体光纤激光器,激光波长为1064 nm,扫描速度为7000 mm/s,清洗功率为90 W,脉冲宽度为340 ns,光斑直径为50 μm。
控制清洗频率为单一变量,分别采用150、250、350、450、550 kHz,在室温条件下清洗。在实验时,将样品放在一张尺寸远大于样品的纸张上,纸张质量为m0,激光干式清洗前样品质量为m1。在进行激光干式清洗时,由于溅射机理除去的氧化层会溅落于纸张之上,激光干式清洗后,样品和纸张的质量为m2,样品的质量为m3。由于烧蚀机理去除的氧化层会进入空气中,不计入实验之后的称量结果。因此,激光干式清洗去除的氧化物总质量m4=m3–m1,烧蚀机理去除的氧化层质量m5=m2–m1–m0。
称量天平为电子天平,称量精度为0.1 mg。通过计算烧蚀机理去除氧化层的质量与去除氧化层总质量的比值,可以得出在激光干式清洗Q235 表面氧化层的去除机理。为分析不同频率对清洗后表面性能的影响,对样品清洗前后的表面性能做了一系列的测试。由RTECMFT-3000 摩擦磨损试验机测得摩擦系数。粗糙度借助USP-Sigma 型白光干涉仪获取。采用JSM-7610F 型扫描电镜观测清洗表面的微观形貌。清洗表面的能谱分析采用X-MAX50 型X 荧光光谱分析仪。残余应力的测量采用X 射线残余应力分析仪(iXRD Combo 型)。应用Keyence VHX-2000 超景深显微镜观察清洗后的表面形貌。
2 结果与讨论
2.1 清洗频率分析
用式(1)计算在室温条件下将实验样品表面氧化层气化所需的热量Q。用式(2)计算清洗样品时的激光能量密度。

式中:c为比热容;m为质量;t为最终温度;t0为初始温度。

式中:I为能量密度;P为激光功率;f为激光频率;S为单位面积。
Q235 表面氧化层的比热容为502 J/(kg·℃),气化温度大约在1500 ℃,所以在室温条件下,实验样品Q235 表面氧化层气化所需的热量约为47.3 J。将激光功率90 W、激光光斑直径0.05 mm 等参数代入式(2),计算得出激光频率为250、350、450 kHz 时,激光干式清洗的能量密度分别为18.34、13.1、10.19 J/cm2。从式(2)可以看出,在激光功率的数值一定的情况下,激光能量密度数值的大小与激光频率值的大小成反比。由于清洗尺寸为20 mm×20 mm 的样品所需要的能量为52.41 J,所以激光干式清洗功率为350 kHz就可以满足清洗需求。
2.2 不同频率清洗效果分析
通过实验验证2.1 小节的理论计算结果。不同频率下的激光干式清洗效果如图1 所示,对应频率下的EDS 能谱见图2。
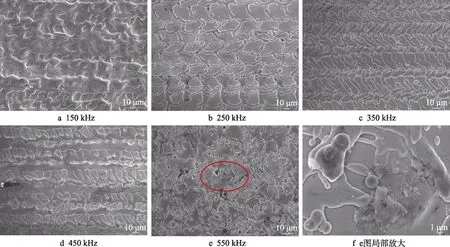
图1 不同频率激光干式清洗后表面的SEM 图像Fig.1 SEM images of the surface after dry laser cleaning with different pulse frequencies (fig.f a local enlarged version of fig.e)

图2 不同频率激光干式清洗后样品表面EDS 能谱Fig.2 EDS diagram of sample surface after dry cleaning with different pulse frequencies by laser
在频率为350 kHz 时,激光干式清洗的清洗效果最好,样品的表面纹理排布规则,且没有黑色斑点(如图1c 所示)。结合图2 可知,在激光频率为350 kHz下清洗后,样品表面的氧元素含量最低,也可以说明在此频率下的清洗效果最好。根据式(2),在激光干式清洗的功率和扫描速度值不变的情况下,激光干式清洗的能量密度与激光频率成反比。当频率为150 kHz 时,在实验参数区间内,激光干式清洗的能量密度最大。在150 kHz 清洗后,由于激光能量密度过大,样品表面已经出现大面积的块状(如图1a 所示),这是由于激光将清洗样品表面熔融后二次氧化造成的。当频率为550 kHz 时,激光能量密度最小,清洗后样品表面纹理紊乱,并且斑点遍布(如图1e 所示)。图1f 是图1e 的局部放大图,可以看到清洗后的表面粗糙暗淡,未去除的氧化层杂乱分布。由550 kHz 清洗后表面的EDS 图(图2e)可以看出,氧含量明显高于其他参数下的值,直观地说明了在此频率下清洗效果极差。对比激光频率为250、350 kHz 的EDS 图可以看出,250 kHz 时的氧含量明显高于350 kHz 时的值,此时样品表面已经发生轻微的氧化。从图1b 可以看出,250 kHz 清洗后,样品表面的纹理变得平整,虽然还保留着激光清洗的痕迹,但是立体效果明显下降,其表面也已经出现了氧化的斑点,这也解释了氧含量升高的原因。通过对比450 kHz 与350、550 kHz的SEM 和EDS 图可以看出,在450 kHz 频率下,清洗是一个过渡阶段,是从清洗效果极差到最佳的一个中间过程。图1d 可以说明,经过450 kHz 激光干式清洗后,其表面已经存在清理纹理,并且表面的斑点分布也明显减少。图2d 也说明频率为450 kHz 时,清洗后样品表面的氧含量低于550 kHz 下的值,却远高于350 kHz 下的值。
2.3 不同频率对清洗机理的影响
为了确保实验结果的准确性,本实验采用烧蚀作用去除氧化层的质量在去除氧化层总质量中的占比,来反映激光清洗过程中的清洗机理。称量并计算出溅射作用和烧蚀作用去除氧化层的质量,见表2。

表2 烧蚀作用与溅射作用去除氧化物的质量Tab.2 Removal mass of oxide by ablation and sputtering
观察表2 可以看出,激光干式清洗Q235 表面氧化层的主要作用机理是烧蚀去除。在激光频率为150~550 kHz 时,随着激光频率的增大,烧蚀作用去除的氧化层质量减小,去除样品表面氧化层的总质量减小。由图3 可以看出,随着激光频率的增大,烧蚀作用去除氧化层的质量占比是逐渐减少的。在频率为350 kHz 时,样品表面的氧化层已经被去除。随着频率继续减小,导致样品本身的基材被去除,对基体产生损伤。结合表2 和图3 得出,采用激光干式清洗Q235 低碳结构钢表面氧化层,当控制频率为唯一变量时,其清洗机理是烧蚀作用与溅射作用并存的,并不是单一因素的清洗机理。其中烧蚀作用为主要清洗机理,其占比最高在90%左右。当达到最高占比时,Q235 基体已经被去除,产生损伤。烧蚀作用去除氧化层随着激光频率的增加而降低,因为在其他参数一定的情况下,激光能量密度会随着清洗频率的降低而增大。
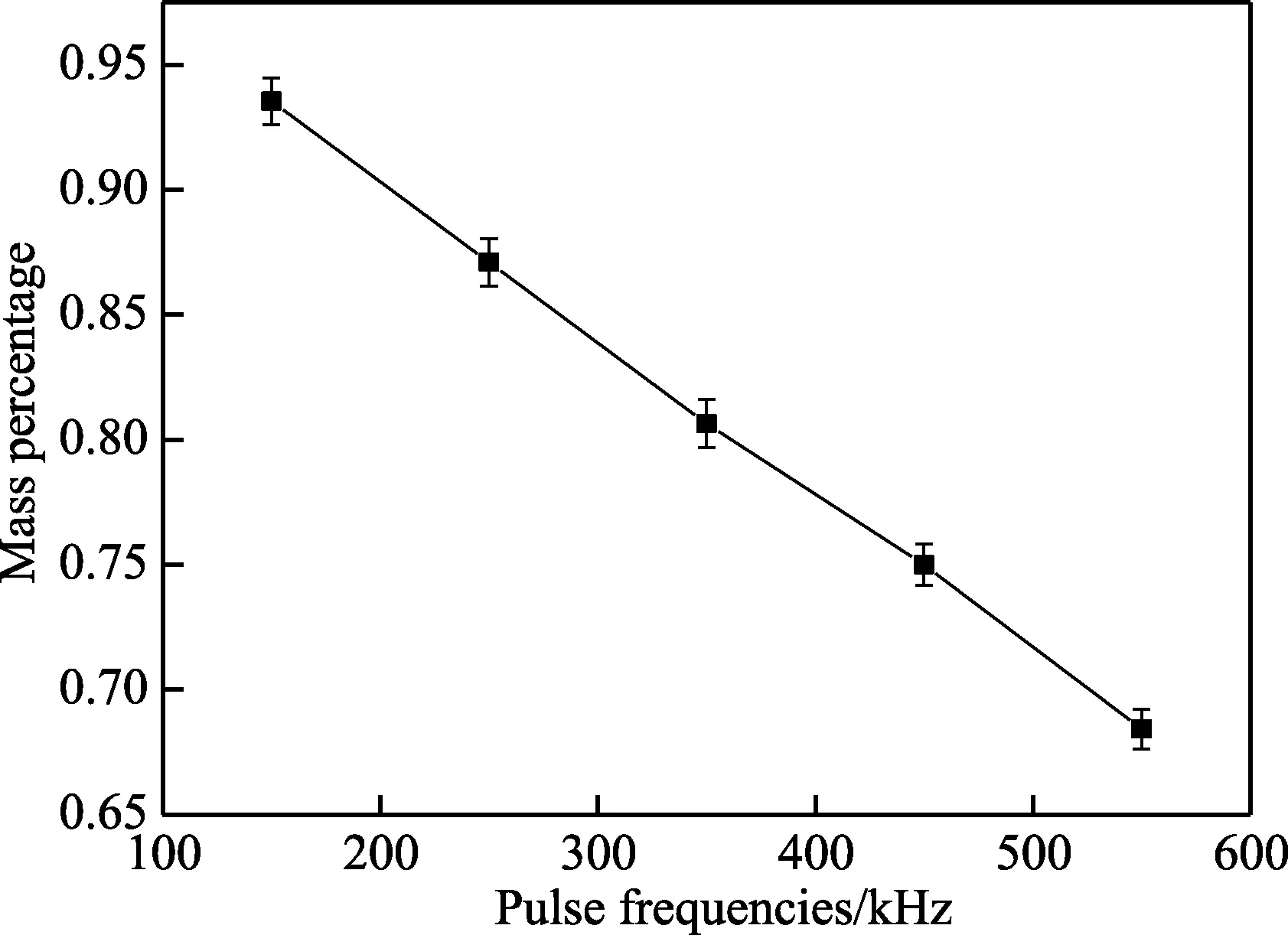
图3 不同频率下烧蚀作用去除氧化层的质量占比Fig.3 Influence of different pulse frequencies on the removal mechanism of laser dry cleaning
2.4 不同频率对表面性能的影响
2.4.1 对粗糙度的影响
激光清洗前的Q235 结构钢表面氧化层凹凸不平,并且杂质斑驳分布。经过激光干式清洗后,激光的强能量会熔融氧化层,不但会消除原表面的凹凸不平及杂质,而且会使清洗后的表面形成清洗纹理。这种排布规则的清洗纹理会很大程度地降低清洗表面的粗糙度,从清洗前的10.26 μm 降到3.15 μm 左右(经550 kHz 频率清洗后的值)。从图4 可以看出,在250~550 kHz 的清洗频率区间,清洗后样品表面的粗糙度呈上升趋势。在频率为150 kHz 时,Q235 低碳结构钢基体的基材会被激光去除,样品表面被二次氧化,基体表面受损严重。结合图1 可知,虽然350 kHz时的清洗效果最好,氧化层被完全去除,表面清洗纹理规则有序,并且立体效果明显,但是并没有使得粗糙度值达到最低,而在频率为250 kHz 时,粗糙度达到最低。因为在350 kHz 时,表面的氧化层已经被完全去除,但是会形成规则有序、立体效果明显的清洗纹理。当频率继续降低到250 kHz 时,相对350 kHz,能量密度变大,多余的激光能将原本排布规律、凹凸有致的表面纹理熔融,归于平整,使清洗后形成的纹理相对平坦,因此该频率下的粗糙度最低。在150~550 kHz,两个极值频率清洗后的表面相对粗糙。因为在550 kHz 时,清洗效果初步体现,样品表面氧化层去除不理想,甚至没有形成清洗后的表面纹理,样品表面的氧化物与熔融的基体混合,使表面变得凹凸不平,粗糙度数值变大。在150 kHz 时,样品表面严重氧化,被激光熔融的基体二次氧化,冷却后形成的板状区域斑驳分布在基体表面,严重影响了清洗表面的粗糙度。在450 kHz 时,清洗后样品表面的部分区域出现清洗纹理,说明这部分区域氧化层已经基本被去除,虽然表面仍有氧化物的残留,但相对于频率为550 kHz 的清洗表面,有了进一步的清洗效果,粗糙度数值下降。激光干式清洗对表面粗糙度的影响与清洗效果和清洗纹理的分布有一定的关系,不同的清洗频率会影响激光清洗效果以及清洗纹理,清洗效果好且纹理分布规则的样品,表面粗糙度相对较低。

图4 清洗后样品表面粗糙度Fig.4 Broken line diagram of surface roughness of the sample after cleaning
2.4.2 对摩擦系数的影响
在150~550 kHz 内激光干式清洗后,样品表面的摩擦系数随清洗频率的增大,总体呈下降趋势,如图5所示。这是由于激光加工时存在表面强化作用,在频率为150 kHz 时,激光能量密度最大,激光强化作用最明显;在激光频率为550 kHz 时,能量密度最小,激光强化作用最弱。样品表面的氧化层会起到一定的抗磨损作用,而当样品经过550 kHz 的激光清洗之后,会将样品表面的氧化层破坏,并部分去除。没有了氧化层的抗磨损作用,在550 kHz 时,样品的摩擦系数十分低,甚至低于样品清洗前的摩擦系数(0.4062)。在频率为450 kHz 时,虽然表面的氧化层也被破坏并部分去除,但是部分区域已经形成清洗纹理,这些纹理会起到抗磨损的作用,使得摩擦系数升高。在频率为350 kHz 时,氧化层已经被完全去除,基体表面形成规则的纹理,对样品表面的抗磨损性有进一步强化作用,如图6 所示。另外从图5 中可以看出,摩擦系数的下降趋势并非呈现线性,在频率为250 kHz 时出现奇点。这是由于当频率继续减小到250 kHz 时,基体表面纹理被破坏,使得原先高低有序的纹理变得平整,由纹理产生的抗磨损作用下降,导致摩擦系数降低。当激光频率减小到150 kHz,样品表面被严重氧化,但激光的表面强化作用最明显,使得摩擦系数迅速上升达到本次实验的最高值。

图5 清洗后样品表面的摩擦系数Fig. 5 Broken line diagram of friction coefficient of sample surface after cleaning

图6 350 kHz 清洗后的超景深观测形貌Fig.6 Observation graph of depth-of-field after 350 kHz cleaning with pulse frequency
2.4.3 对残余应力的影响
150~550 kHz 内,改变清洗频率得到的残余应力变化如图7 所示。随着频率的增加,样品清洗表面的残余应力不断下降。测试清洗前的试样表面,残余应力为负值,即为压应力,而清洗后,试样的残余应力为正值,即为拉应力。因为清洗的样品都是热轧成块,所以清洗前的残余应力为压应力。清洗表面的残余应力显示为拉应力,一方面是由于激光的高能量将样品表面熔融,随着激光光斑移动,熔融状态表面会产生波动堆积,形成表面纹理,使得清洗后表面的残余应力为拉应力。另一方面,由于激光清洗时,热影响的深度较浅,导致激光扫过之后表面不同深度的温度变化极大,基体深表面区域温度变化小,热胀冷缩程度低,浅表面区域温变大,热胀冷缩程度高,所以深表面区域会对浅表面区域的热胀冷缩产生抑制作用,使得表面产生的残余应力为拉应力。
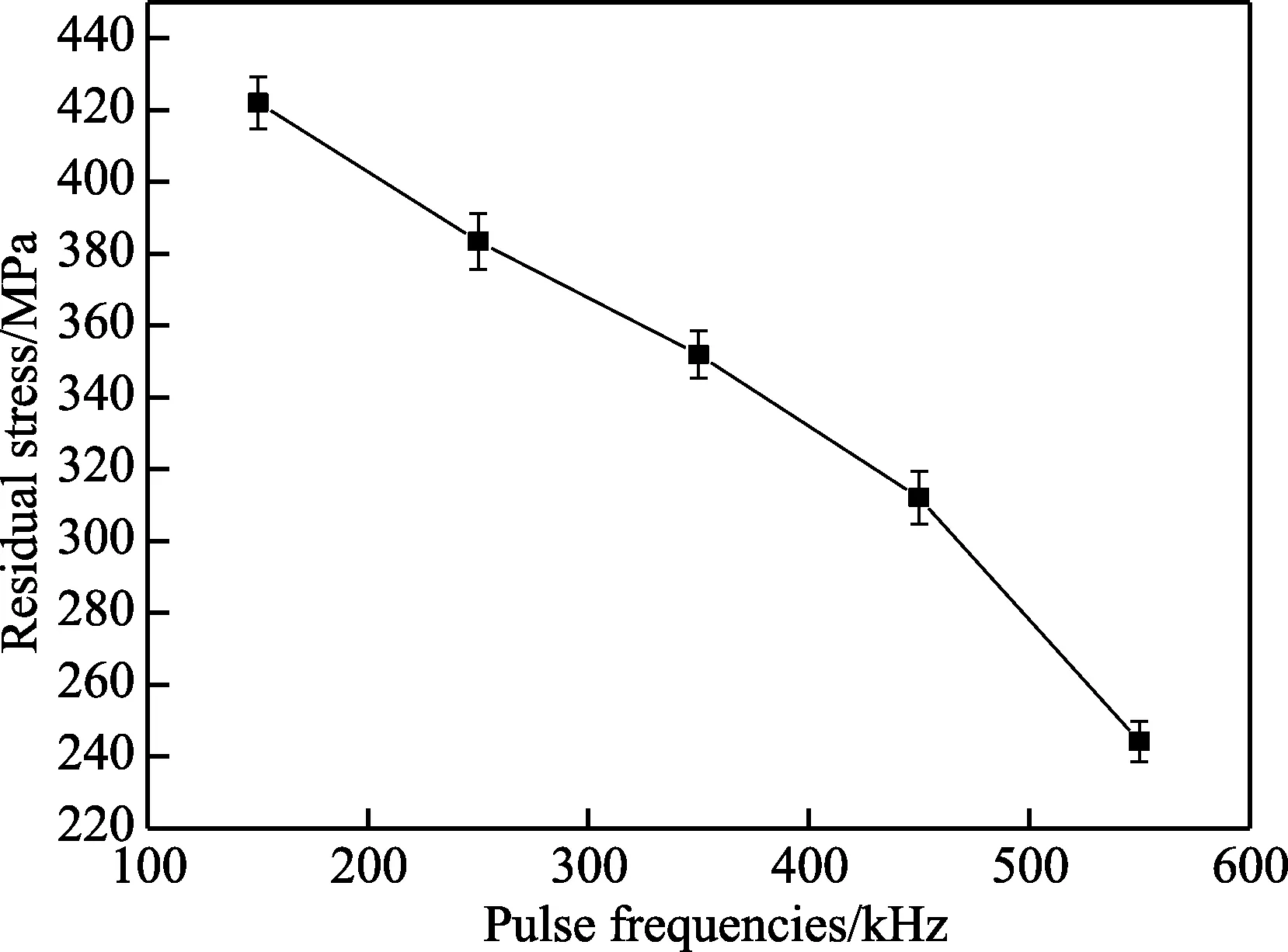
图7 清洗后样品表面的残余应力Fig.7 Broken line diagram of residual stress on the surface of samples after cleaning
2.4.4 对电化学腐蚀的影响
不同激光频率下清洗表面的极化曲线如图8 所示。在频率为350 kHz 时,自腐蚀电位最高,为–0.97 V。图9 中直线为清洗前样品表面电化学分析的自腐蚀电流密度值。自腐蚀电流密度是衡量腐蚀速率快慢的标准。自腐蚀电流小,腐蚀速率快,样品表面容易被腐蚀,耐腐蚀性差。样品表面氧化层是由于Q235 钢板高温热轧氧化而成,其结构致密,与基体结合程度高,区别于普通锈蚀氧化的多孔而松散。因此,这种致密的氧化层对电化学腐蚀有一定的抵制作用,使得清洗前样品表面的自腐蚀电流密度较低。当经过激光频率为450 kHz 和550 kHz 的清洗后,破坏了原本致密的氧化层,但是又没有完全去除,残留的氧化层使得表面更容易被腐蚀,因此在这两种频率下清洗后,表面的自腐蚀电流密度远高于清洗前。当经过频率为350 kHz 的激光清洗后,氧化层被完全去除,Q235基体完全裸露,相对于去除不完全的表面,抗腐蚀性能更高,自腐蚀电流密度最小。频率为250 kHz 时,清洗表面被轻微氧化,对腐蚀的影响很小。当清洗频率为150 kHz 时,激光能量最强,清洗完成后,残余的一大部分能量会严重氧化已经清洗完成的表面,形成的块状区域与基体结合作用更强,但又不像致密氧化层一样将基体完全覆盖,此时的自腐蚀电流密度较清洗前略微升高。综上所述,在对Q235 表面氧化层进行激光清洗时,若清洗不完全,会破坏致密氧化层,使得表面的抗腐蚀性能下降,但当完全清洗后,表面的抗腐蚀性能会明显提高。
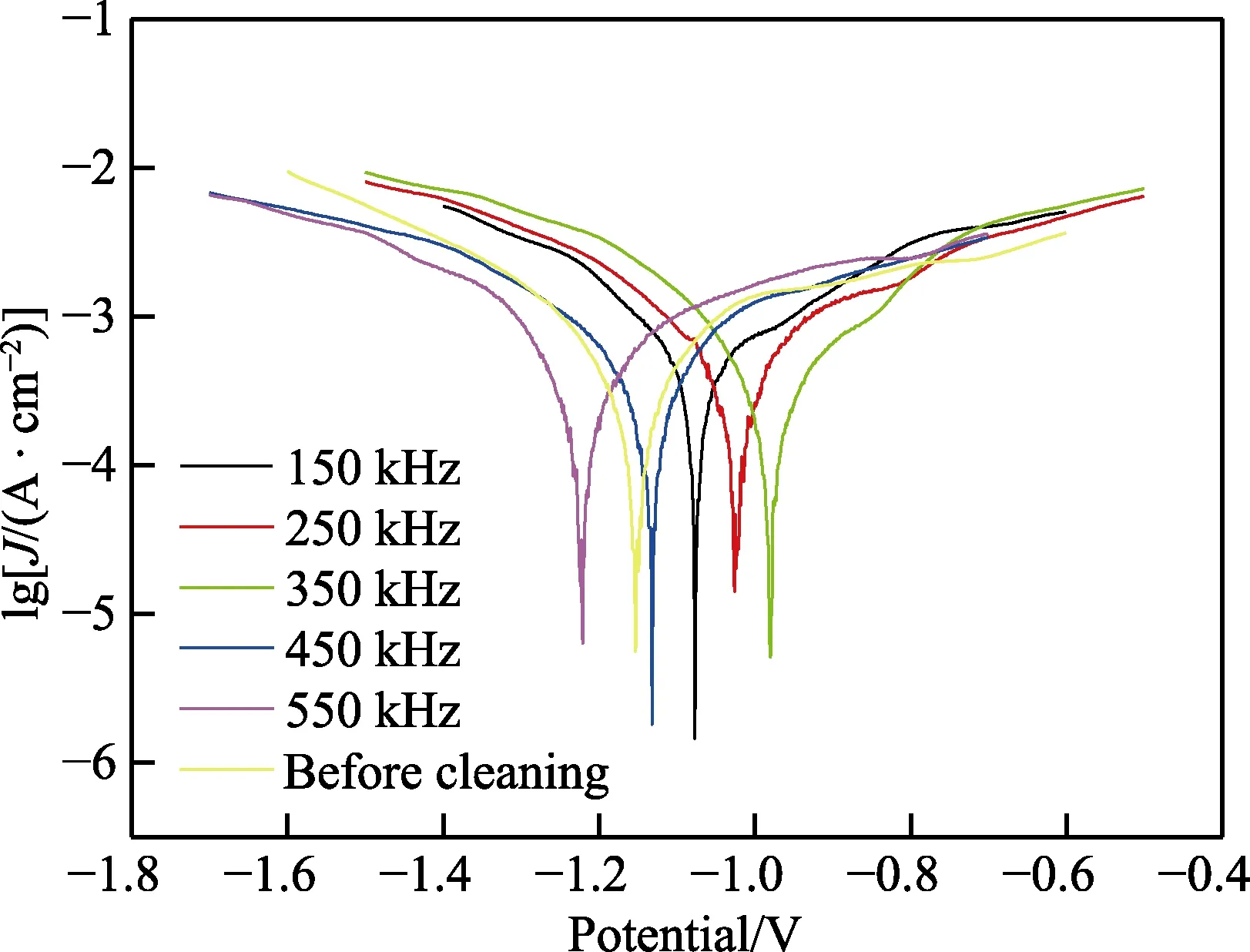
图8 不同扫描速度清洗前后清洗表面的极化曲线Fig.8 Polarization curves of the cleaned surface after laser cleaning with different scanning speeds

图9 自腐蚀电流密度Fig.9 Self-etching current density
2.5 清洗机理
综合分析计算与实验得到的一系列数据得出,在对Q235 低碳结构钢表面氧化层进行激光清洗时,其去除机理主要是烧蚀(如图10a 所示)。当激光能量辐射氧化层的表面时,大量激光能量被氧化层吸收,使得氧化层内的温度急速提高。当温度达到甚至高于材料气化、分解、烧蚀温度点时,氧化层会被气化、降解、燃烧,使得氧化层逐渐消失。
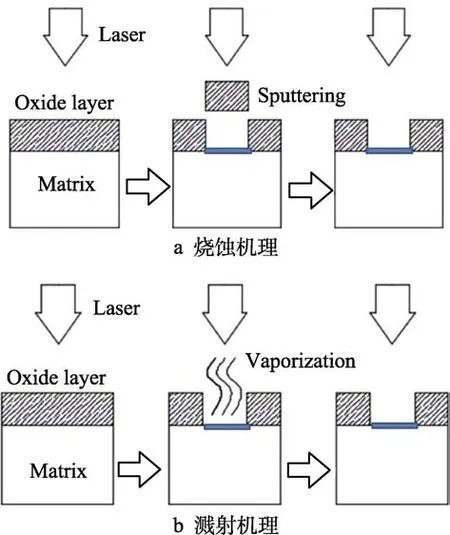
图10 激光清洗机理Fig.10 Schematic diagram of the laser cleaning mechanism: a)schematic diagram of ablative mechanism; b) schematic diagram of sputtering mechanism
当激光照射到基体,最先与基体表面的氧化层接触,由于表面的氧化层很薄,大部分的激光能量会透过表面的氧化层,到达基体,并且在基体的金属表面发生反射和吸收。当氧化层和基体的金属表面都吸收了大量能量后,温度迅速升高,产生热膨胀。这种热膨胀会破坏基体的金属表面与氧化层的结合力,致使氧化层脱离基体。结合图10 以及清洗后的SEM 图(图1),激光去除氧化层的同时,也会将基体的表面纹理化,清洗后样品的表面性能发生改变,粗糙度降低,摩擦系数升高,残余应力由压应力变为拉应力。
3 结论
本次实验探究了在150~550 kHz 内,随着频率的变化,激光干式清洗对Q235 低碳结构钢表面氧化层的清洗机理、清洗效果、表面性能的影响,得出以下结论:
1)清洗机理是烧蚀机理与溅射机理并存,但是以烧蚀机理为主,溅射机理为辅。烧蚀作用随着频率的减小而增强,但是溅射作用受激光频率的影响不大。
2)频率为350 kHz 时,激光清洗效果最好,表面纹理规则,排布有序。频率升高,清洗不完全,表面有一定的氧化层残余;频率降低,基体表面受损,且随着频率的降低,受损加重。
3)清洗效果和清洗纹理对表面性能有重要影响,不同的清洗频率会影响激光清洗效果以及清洗纹理,清洗效果好且纹理分布规则的样品,表面性能较优。激光清洗伴随着激光强化作用,在不损伤基体的前提下,这种激光强化作用越强,表面的性能越好。
