基于多元信息的船用空压机故障诊断技术
2021-06-02王艳武高洪滨
路 瑶,王艳武,高洪滨
(1.中国人民解放军92601部队, 广东 湛江 524009;2.武汉东湖学院 机电工程学院, 武汉 430212)
船用空压机作为一种重要的辅助设备,由于其结构相对复杂,工作环境恶劣,经常会发生各种故障,直接影响船舶航行的安全性,因此开展船舶空压机状态监测与故障诊断技术研究,具有重要的工程实际意义。
设备状态监测与故障诊断具有多种技术手段,例如油液分析法、振动噪声分析法、电分析法、压力分析法、应力分析法、热红外分析法、无损检测法等。张明悦等[1]、孙斌等[2]、宫能春等[3]利用振动测试诊断方法,在测量计算空压机组固有频率的基础上,对空压机共振故障进行分析治理;吴诗谦等[4]利用默认阈值小波去噪对船舶空压机振动信号进行分析,对其状态诊断,提出修理方案,解决该空压机振动过大的问题;王曦等[5]、马仲翦等[6]、李秀芳[7]利用润滑油监测诊断方法,对空压机磨损故障进行分析诊断;赵军等[8]利用振动及油液分析技术,对船用空压机状态评估进行实例分析研究。从当前船用空压机状态监测与诊断实施情况来看,没有哪一种方法能分析所有的故障问题。因此结合船用空压机实际工作特点,开展多元信息测量诊断研究,对于提高空压机诊断的准确性将有重要帮助。
1 振动测试分析
某船有2台同型号空压机,额定功率10.5 kW,额定转速1 470 r/min,柔性支撑。在运行过程中,发现二者振动较大。由于船舶航行过程中条件限制,仅仅携带便携式振动监测设备。监测诊断实施中,首先采用振动测试,并同步采集润滑油油样回实验室分析。
采用VIBXPERT Ⅱ振动分析仪测量了2台空压机的振动信号。通频振动烈度(0.01~1 kHz的振动速度均方根值)测量结果如表1所示。按照GB/T 16301—2008标准,1#空压机和2#空压机振动等级均为D级,需要检修。特别是2#压缩机振动严重超标,缸盖横向振动烈度高达102.8 mm/s。
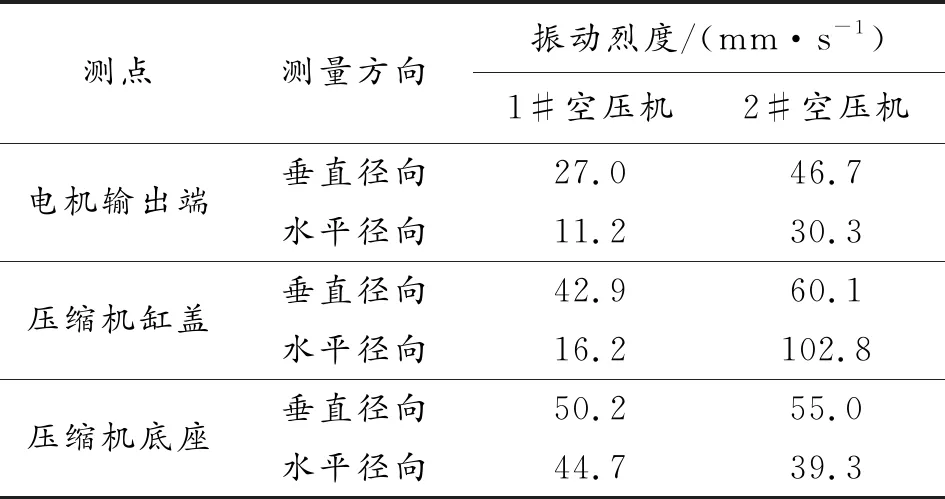
表1 空压机振动烈度
为进一步分析振动超标原因,测量了该空压机振动速度波形和频谱。振动速度波形如图1~图3,速度频谱如图4~图6。通过分析发现两台空压机组振动速度都是以转频(24.5 Hz)成分为主。结合空压机额定转速,分析可能的原因有:激励的变化(例如转子不平衡、轴系不对中、增压空气的气动作用等)、结构不良(例如底座刚度不足、松动)和共振,但具体是那种原因,还需要进一步分析判断。
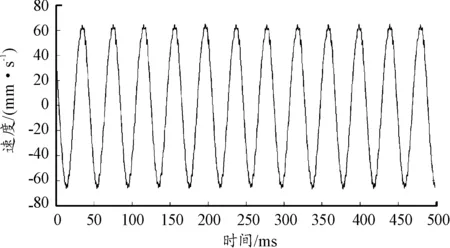
图1 1#空压机缸盖垂向振动速度波形
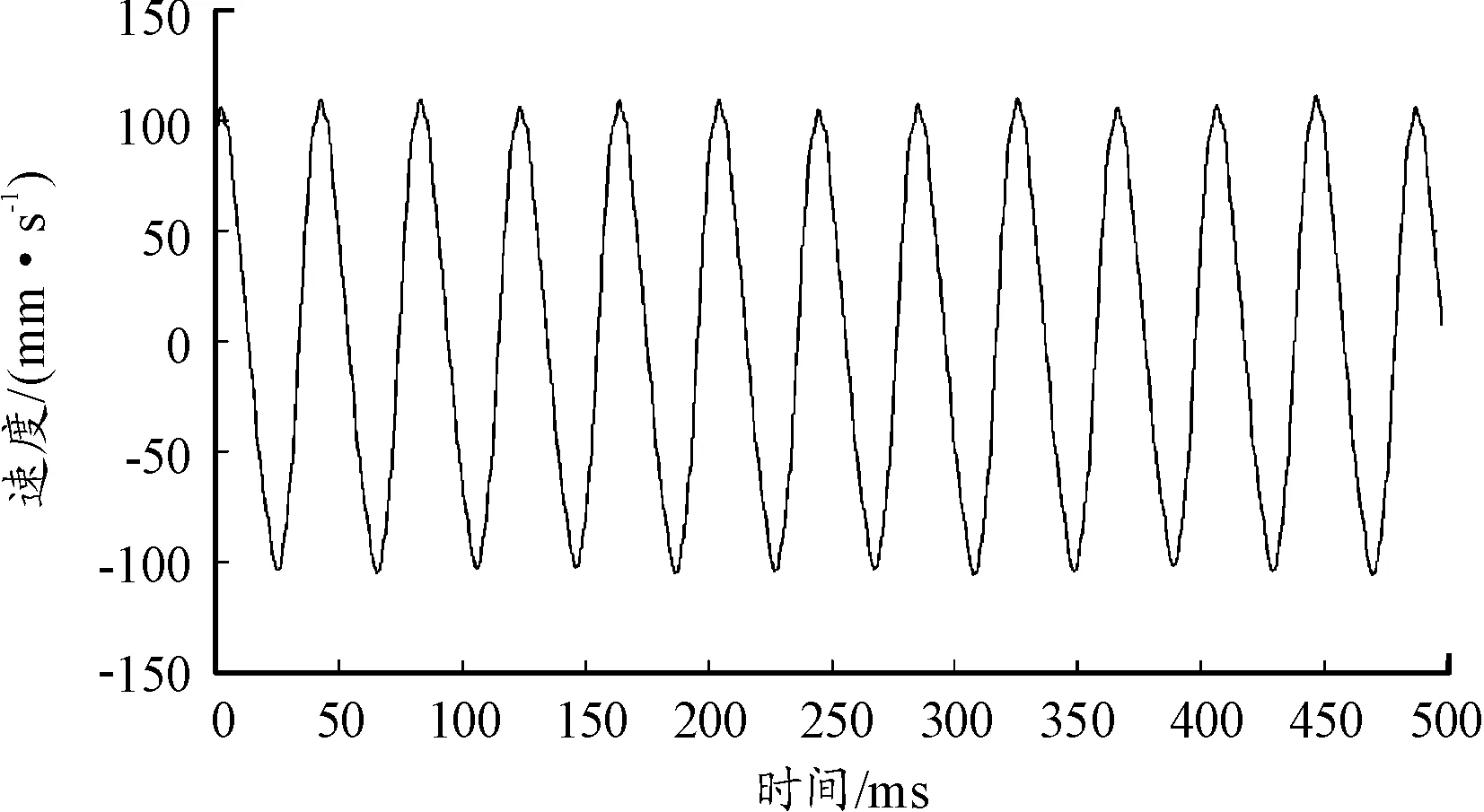
图2 2#空压机缸盖垂向振动速度波形
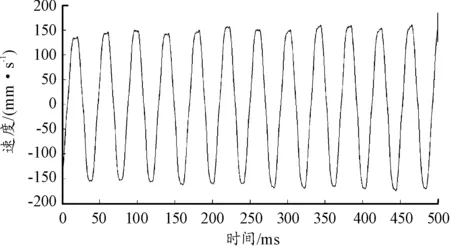
图3 2#空压机缸盖横向振动速度波形

图4 1#空压机缸盖垂向振动速度频谱

图5 2#空压机缸盖垂向振动速度频谱

图6 2#空压机缸盖横向振动速度频谱
为了判断是否是共振或者底座刚度不足,采用敲击法对2台空压机的垂向和横向固有频率进行了测量。结果如表2所示。

表2 空压机固有频率测量结果
以单自由度系统为例,系统的放大系数为:

由于两台空压机的质量、隔振器型号和安装基本一致,从理论上来说其固有频率应该差不多。但实际测量结果表明,2台空压机固有频率差别很大,可能原因有:安装位置的底板刚度不一致;2#空压机结构松动或者隔振器损坏。
2 润滑油检测分析
从振动监测诊断结果来看,难以准确确定两台空压机振动超标的原因[9]。为了准确定位故障原因,对2台空压机的润滑油油样进行了检测分析。
表3为1#空压机光谱分析结果。铁元素含量(102 ppm)严重超标。图7为铁谱分析典型谱图。铁谱分析结果表明,整个谱片上附有大量的铁系磨粒链、中量的疲劳磨粒和铁的红色氧化物。图7(a)是入口端磨粒链上附着的球磨粒,最可能为滚动疲劳磨损;图7(b)为一层状磨粒;图7(c)为谱片中端一带有蓝色回火色的有色金属疲劳磨粒。说明摩擦副存在润滑不良、疲劳磨损和轻微的腐蚀磨损。
表4为2#空压机光谱分析结果。铁元素含量(335 ppm)严重超标,铝元素含量(11.5 ppm)超标。铁谱分析结果表明,整个谱片上附有中量的铁系磨粒链、疲劳磨粒和暗金属氧化物。图8(a)是入口端磨粒链上附着的层状磨粒;图8(b)为附着在磨粒链上的切削磨粒和疲劳磨粒;图8(c)为出口端的腐蚀磨粒和暗金属氧化物。说明摩擦副存在润滑不良和严重的疲劳磨损。
表3 1#空压机光谱检测结果

表4 2#空压机光谱检测结果
图7 1#空压机铁谱图
图8 2#空压机铁谱图
3 基于多元信息的船用空压机诊断研究
油液分析结果表明2台空压机的摩擦副均存在明显的磨损。空压机的主要摩擦副有:连杆和曲轴、连杆与活塞销、活塞和缸套、气阀和阀座。因此,前3个摩擦副磨损会导致转子不平衡性变差,气阀和阀座磨损会导致气动故障。从前述润滑油检测分析结果可以确定的是两台空压机存在磨损,但是磨损原因及部位难以确定。结合振动测试,从图9和图10可以看出,2台空压机缸盖垂向振动加速度波形明显不同。1#空压机每转有2个明显冲击,2#空压机每转有1个明显冲击,而冲击信号与气阀关系密切,说明其中1台空压机气阀可能存在问题。结合油液分析结果,1#空压机单纯铁质元素含量较高,其他金属元素含量在允许范围之内。结合船用空压机结构及其常用材料,如果单纯铁元素超标,说明机组磨损部位组成材料以铁元素为主,分析空压机的摩擦副,认为最大可能是气阀和气阀座存在磨损,并最终导致空压机振动超标;2#空压机从振动监测与油液检测结果综合分析,由于其横向固有频率与机组额定转频接近,机组振动又主要集中在转频,分析认为由于基础机构变化诱发局部共振;另外根据油液分析,发现铁元素和铝元素含量超标,且铁谱分析存在高温回火色,分析结果认为机组局部产生一定程度共振,导致活塞和缸套磨损,而活塞和缸套的磨损导致机组运行过程中存在不平衡力进一步激励较大振动。

图9 1#空压机缸盖垂向振动加速度波形

图10 2#空压机缸盖垂向振动加速度波形
根据多元信息分析结果可知,该船空压机振动超标,1#机存在问题是气阀组件磨损;2#机是由于基础结构导致局部共振,引发活塞缸套磨损进一步激励振动。船舶在后期进厂修理,更换润滑油,对1#机气阀拆检研磨,机组恢复正常并使用至今。2#机检测了隔振器,并进行更换加强,同时更换润滑油,对活塞组件进行了检修后,也恢复正常。
4 结论
1) 通过冲击法测量获得两台空压机组固有频率表明,2台空压机固有频率差别明显,1#空压机正常,2#空压机1阶横向固有频率与机组额定转频接近,存在共振问题;
2) 通过空压机润滑油原子发射光谱和铁谱检测,发现2台空压机均存在一定程度磨损,其中2#空压机磨损更严重;根据油液监测结果,2#空压机最大可能是活塞和缸套部分发生磨损,并导致不平衡故障,运转时不平衡力激起较大振动,并存在一定程度共振;1#机气阀磨损可能会导致气动作用异常,需要对摩擦副进行详细检查;
3) 通过对同一船舶两台同型号空压机实施振动和润滑油检测,并利用测量信号进行综合分析,可以有效解决空压机故障诊断采用单一手段难以准确定位故障部位和故障原因问题,提高空压机诊断准确性。
