基于柔性化泵轴产线的控制系统设计与实现
2021-06-01王绪晨
王绪晨
(芜湖哈特机器人产业技术研究院有限公司,芜湖 241000)
2015年,全球主要制造业大国纷纷提出未来制造业升级战略,其中包括美国先进制造战略、德国工业4.0以及中国制造2025。传统的制造业产线升级势在必行,能够提高产品的产量,保证产品质量,减少一线操作人员数量,实现产品的柔性化生产。研究柔性化泵轴产线的控制系统设计,即研究泵轴从原材料进入生产线到制成品入库的全过程控制系统控制设计与实现。
1 泵轴产线的控制系统组成
柔性化泵轴产线布局图,如图1所示。以S7-1200 PLC为主控制系统的泵轴控制系统包括走心机、铣扁机、打磨机、清洗机、CNC机器人、CNC、CNC夹具、打标机、校直机、码垛机器人、传输装置以及检测传感器。
柔性化泵轴产线工艺流程,如图2所示。泵轴原材料进入走心机,将304不锈钢棒料按订单要求切断,并车削螺纹;加工的半成品流入铣扁机,加工铣扁面;打磨机抓取完成铣扁面加工后的泵轴,打磨铣扁面上的毛刺;泵轴经传送带流入清洗机,完成泵轴的清洗工序;CNC机器人抓取传送带料架的泵轴,放入CNC完成铣扁装配段精加工;加工后CNC机器人,根据控制信号放入到转运料架或人工抽检料架;码垛机器人的主要任务是抓取转运料架上的泵轴打标,放入校直机中检测和校直,按照预定程序完成泵轴码垛。
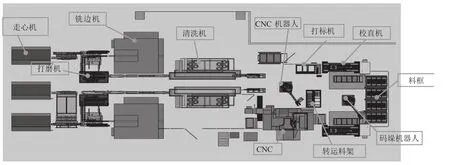
图1 柔性化泵轴产线布局图
2 控制系统硬件设计
泵轴产线系统的硬件结构如图3所示,包括走心机、铣扁机、打磨机、清铣机、CNC、CNC夹具、激光打标及泵轴校直机等硬件设备。执行机构生产订单由工控机确定。PLC为具体执行的闭环控制系统,能够完成产线系统的控制和产线故障反馈。
2.1 走心机模块
走心机为成熟的单机系统,其数控系统为广州数控系统,留有外接口。PLC系统通过TCP/IP协议进行信息的实时交互,实现下单和控制。走心机将304不锈钢轴料初加工,分割成订单要求的长度,然后进行精车泵轴、精车装配螺纹以及打轴孔等。
2.2 铣扁机模块
铣扁机为成熟的单机模块,其控制系统为三菱PLC系统,利用预留的TCP/IP协议实现泵轴系统与该设备的通信交互。铣扁机负责加工泵轴两边铣扁。铣扁面是泵轴安装叶轮部分,加工精度要求为Φ14P6。
2.3 打磨机
打磨机属于产线配套定制设备,采用与产线相同的西门子S7-1200 PLC系列,使用Profinet协议,减少了系统间的I/O交互,节约了设计成本。
2.4 CNC机床
CNC机床使用的是斗山机床,信号交换与控制直接使用加工中心预留的TCP/IP协议,控制CNC开启加工,并在加工完成后进行反馈、CNC故障显示等。该部分能够完成泵轴铣扁面根部加工,加工精度较高。
2.5 CNC夹具
CNC夹具为泵轴产线系统的定制夹具,用于固定加工的泵轴,如图4所示。夹具的控制系统采用西门子S7-1200 PLC系列,使用Profinet协议。

图4 CNC夹具图
2.6 激光打标机及校直机
激光打标机打标的文字由上位机发送,通过预留的I/O完成与PLC的交互。校直机采用的三菱PLC控制系统,利用预留的TCP/IP协议实现泵轴系统与该设备的通信交互,以检验生产的泵轴是否符合质量要求,并校直不合格的泵轴。
3 控制系统的程序设计
3.1 产线控制
泵轴产线的控制程序使用西门子博图V15编程软件串联所有单机设备和定制设备的控制系统,控制流程如图5所示。控制系统程序设计包括输入输出I/O分配、通信网络、工业智能屏交互界面以及控制系统程序。
3.2 I/O以及交互数据数量
泵轴产线的控制系统采用S7-1200 PLC系列,输入输出I/O外接模组拓展方便。泵轴产线主控制系统输入接口共有222个,输出接口有168个。泵轴产线主控制系统网络数据交互共116个字节
3.3 通信网络设计
采用S7-1200 PLC控制整个产线生产,采用S7协议,处理工控机下发的订单,实时生产数据上传到工控机。基于S7协议完成PLC和触摸屏显示界面的交互操作。基于TCP/IP协议采集走线机、铣扁机、CNC和校直机的相关设备数据,使用设备预留的I/O信号实现铣扁机的自动化生产控制。ABB机器人提供Profinet协议,而数控夹具和打磨机使用S7-1200 PLC,采用Profinet协议,方便数据传输和减少I/O控制。网络结构如图6所示。
3.4 工业智能屏交互界面设计
如图7所示,泵轴产线系统采用HMI触摸屏作为输入设备。交互主界面包括I/O监控、生产参数、报警记录以及权限登录。I/O监控用于检视各个输入输出点的状态值。生产信息包括生产的泵轴标识字段、泵轴总长L1、螺纹段长度L2、铣扁面长度L2-1、CNC铣扁面长度L3、轴台阶长度L4、光轴段长度。报警记录能够记录系统运行中出现的报警信息。权限登录可以获得更多的操作功能。
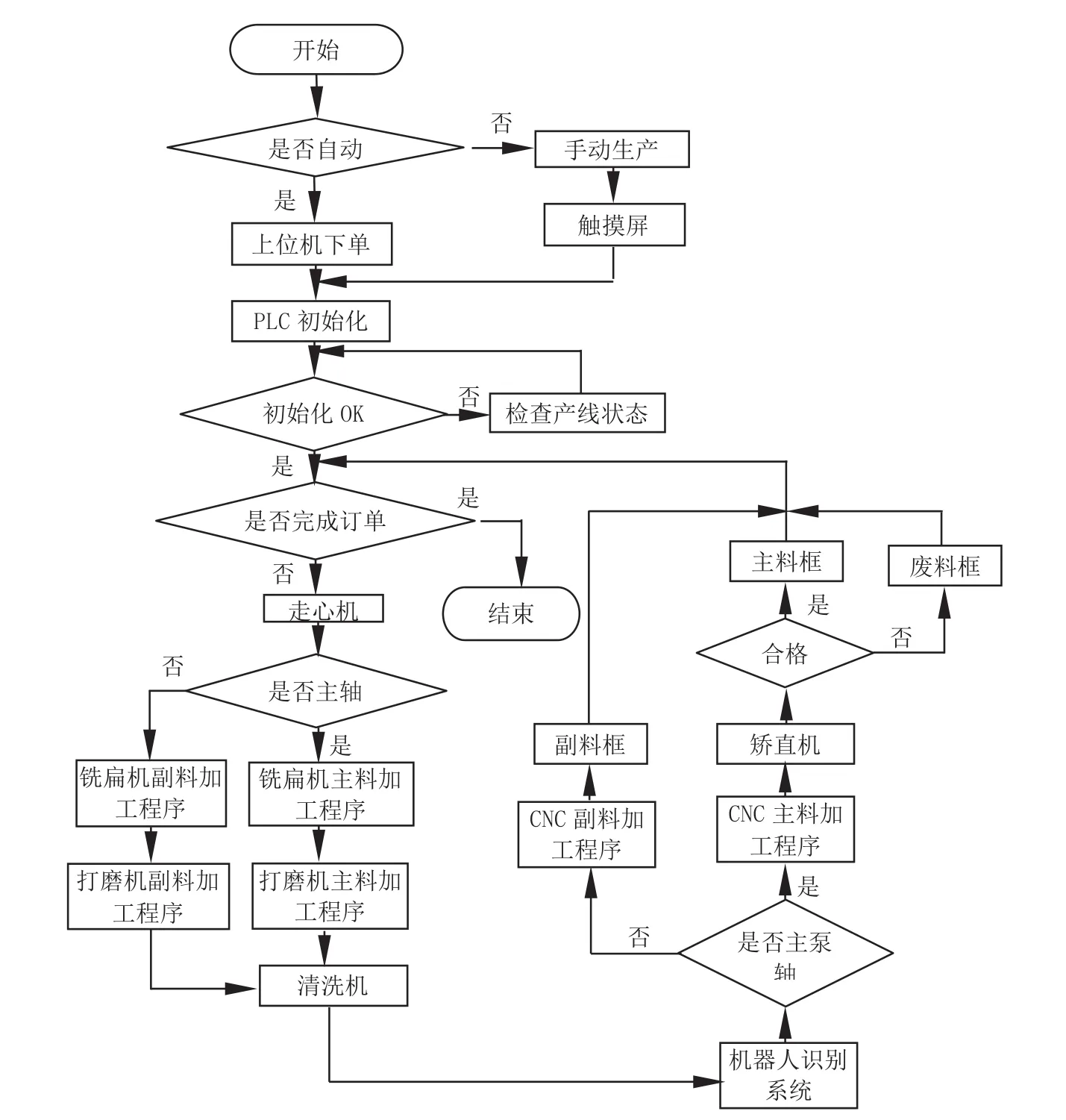
图5 泵轴产线生产流程图
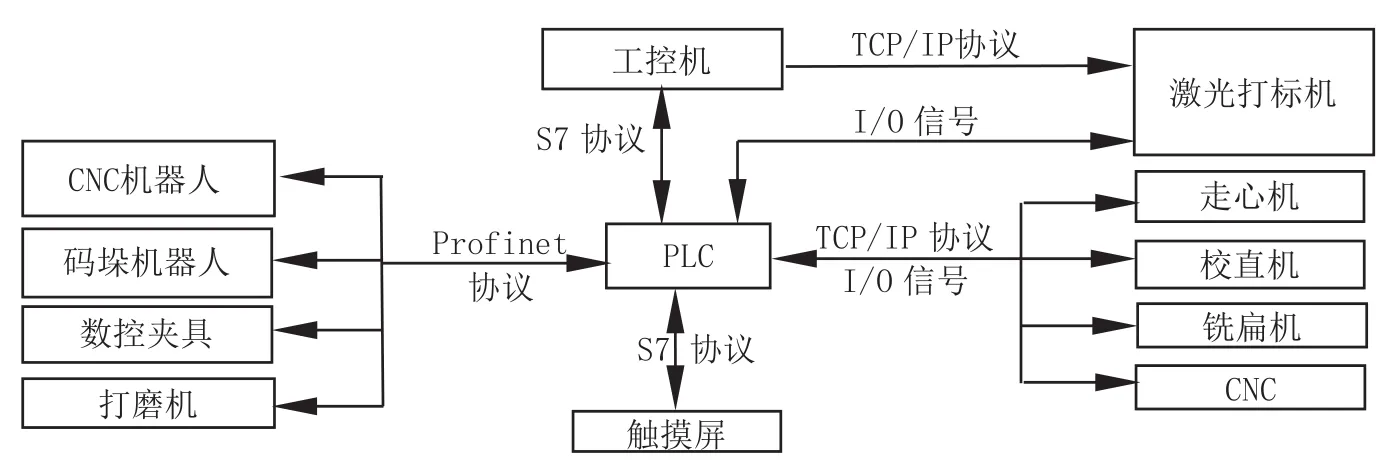
图6 泵轴网络结构图
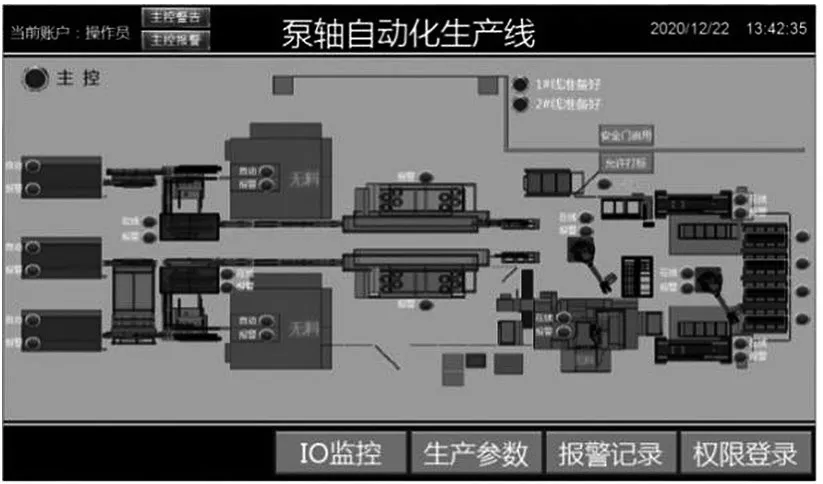
图7 智能交互界面
4 主控程序设计
第一,PLC收到上位机的订单信息,确认产线全部准备就绪后,通过TCP/IP协议调用走心机和铣扁机泵轴加工程序。第二,双限位传感器检测到判断出输出泵轴的长度数据。双限位检测能够确保设备获取的实时泵轴长度的准确性,提高设备实际执行的安全性,以防止非规定订单的轴混入。打磨机给出相应的加工策略,完成泵轴的打磨。第三,ABB机器人也采用双限位,判读出抓取的轴长度,从而调用机器人对应的抓取策略。第四,CNC夹具运动到泵轴加工等待位,泵轴放入到CNC夹具,机器人退到安全位置,CNC收到可以加工信号,开启加工程序。第五,完成CNC铣扁面加工,机器人取出泵轴,放入周转台等到矫直机机器人取轴。矫直机器人将泵轴放入打标机内打标,待打标结束,放入矫直机中矫直。第六,总控PCL使用TCP/IP协议完成对矫直机支持程序的调取和矫直过程的数据传输。第七,矫直机机器人根据总控给出信号,将检测矫直合格的泵轴放入周转料框,不合格的放入回收料框等待周转料框放满后由AGV小车将周转料框拉入仓库。第八,总控PLC会将实时加工数据传输到上位机,上位机会将这些生产数据传输到企业ERP系统。总控部分PLC如图8所示。

图8 总控部分PLC程序结构
5 泵轴产线总控实践
泵轴产线主控系统控制单机设备多且杂,如走心机、铣扁机、打磨机、清铣机、工业机器人、CNC、CNC夹具、激光打标以及泵轴校直机等,给产线运行维护带来了巨大压力。通过长时间测试、投产运行和不断优化控制程序,设备能够稳定生产,保证了泵轴生产的质量。柔性化泵轴产线生产如图9所示,完成全部流程码垛如图10所示。实际生产测试中,泵轴长度≤800 mm时,60 s生产一根泵轴;泵轴长度>800 mm时,一根泵轴的生产时间小于80 s。可见,它能够达到设计要求,保证泵轴生产效率为每天1 000根。

图9 泵轴产线

图10 机器人码垛
6 结语
柔性化泵轴产线能够完成124~1 090 mm泵轴柔性化生产,泵轴长度跨度达966 mm,满足242种型号的泵轴生产,实现了泵轴柔性化生产目标。传统机械加工企业转型为智能制造企业,实现了产线的无人化,降低了企业用人成本,提升了企业智能化水平和产品制造竞争力。
