铝合金高锁螺母褪色故障原因分析
2021-05-31曾馨靓蒋智华
曾馨靓,蒋智华
(航空工业成都飞机工业(集团)有限责任公司工程技术部,四川 成都 610091)
铝合金高锁螺母是一种航空用紧固件,具有自锁、高强度、高抗疲劳性、抗振动、耐腐蚀、易安装等优良特性,因此近几年来被越来越多地应用于新型飞机[1]。按产品技术规范,铝合金高锁螺母需要进行阳极氧化、电解着色及封闭,最终生成具有一定光泽、耐蚀、耐磨的氧化膜,使铝合金具有优异的装饰和保护功能[2-6]。某型飞机上的铝合金高锁螺母多达20 000颗,主要是着绿色和着橙色2种,占螺母总数的23%及高锁螺母总数的80%,分布于飞机机身壁板、骨架结构、外罩贮箱等轻量化结构中[7]。本文运用故障树分析方法对该型飞机上的铝合金高锁螺母褪色现象进行原因分析,并提出了改进措施。
1 故障情况
某型飞机上的铝合金高锁螺母在出库、安装及装配完成后均为正常的绿色,飞机在后续擦洗时也无褪色情况,但搁置约1个月后出现大面积褪色(见图1)。现场未安装和库存的同批次产品均无褪色现象,操作人员分别用丙酮、汽油和乙酸乙酯清洗后也无明显的褪色现象。

图1 高锁螺母褪色现象Figure 1 Discoloration on high lock nuts
于是操作人员将装配现场拆卸下来的4件褪色螺母进行了外观、原材料成分、膜厚和耐蚀性检测。
1.1 外观
如图2所示,4件褪色产品的支撑面及内螺纹仍有绿色,其余部位出现不同程度的褪色,表面有明显的拆卸痕迹和涂覆的锌黄底漆。

图2 现场已安装产品拆卸后的外观Figure 2 Appearance of installed nuts after removal
1.2 原材料成分
基体是7075铝合金材质,T73状态,入厂复验合格。采用S1 TITAN600手持式X荧光光谱仪对褪色产品进行分析,并用HVZ-30T维氏硬度计测量铝合金高锁螺母的硬度,按HB 0-94–1977《黑色金属硬度及强度换算表》进行换算,结果列于表1。可见基材的组分和硬度都符合要求。

表1 高锁螺母基体的组成和硬度Table 1 Composition and hardness of high lock nut substrate
1.3 产品膜厚
随机取1件褪色产品进行金相检测,如图3所示,阳极氧化膜完整,膜厚约10.33 μm,符合HB 5055–1993《铝及铝合金硫酸阳极氧化 膜层质量检验》规定的膜厚在4 ~ 20 μm范围内的要求。

图3 阳极氧化膜的截面金相照片Figure 3 Metallographic images of cross-section of anodization film
1.4 耐蚀性检测
取2个拆机件和同批次库存件,按GJB 715.1–1989《紧固件试验方法 盐雾》,悬挂于35 °C的试验箱中,用5% NaCl溶液连续喷雾336 h。如图4所示,拆机故障件表面有灰黑色腐蚀产物,同批次库存件无腐蚀。

图4 故障件和同批次库存件中性盐雾试验后的表面状态Figure 4 Surface states of the defective parts and the unused ones produced in the same batch after neutral salt spray test
2 故障排查
如图5所示,采用故障树分析法可以确定导致铝合金高锁螺母褪色的中间事件有2个,分别为表面处理工序和产品使用环境。阳极化及着色主要由表面处理工序完成,可能的影响因素有表面处理工艺、表面处理生产过程及染料。另一方面,产品在实际使用过程中的丙酮擦洗和工作环境是直接原因。
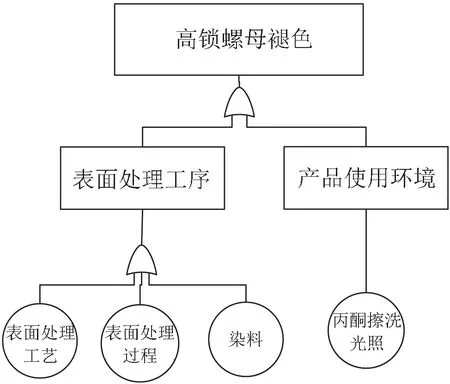
图5 高锁螺母褪色故障树Figure 5 A tree showing the causes of discoloration of high lock nut
2.1 表面处理工艺
铝合金高锁螺母采用的表面处理工艺参考了HB/Z 233–1993《铝及铝合金硫酸阳极氧化工艺》、HB 5055–1993《铝及铝合金硫酸阳极化膜层质量检验》、MIL-A-8625Anodic Coatings, for Aluminum and Aluminum Alloys和HB 5362–1986《飞机常用金属防护层耐蚀性质量检验》进行的。主要生产流程为:下料→数车→去毛刺→制标→渗透探伤→表面处理。其中表面处理的主要工序有碱腐蚀、出光、阳极化、着色和固色处理(封闭)。
经复查,表面处理工艺要求与产品要求对标一致,满足生产要求,故排除该因素。
2.2 表面处理生产过程
表面处理所用的碱蚀槽、出光槽、阳极化槽等都按规定进行了周期性检查,槽液浓度都符合工艺要求,生产所用温度控制仪表也按要求进行检定,均在有效期内,故不能判断表面处理过程是否存在造成褪色的因素。
2.3 染料
着色使用的绿色染料为GN414,橙色为OR214,均属于酸性偶氮类染料。HB/Z 233–1993中规定了染色染料为酸性染料,但并未规定具体的牌号,未对染料的色牢固度作出要求,也没有规定相应的检测方法,但产品在正常生产制造及贮存过程中并无褪色现象,因此所用的绿色、橙色染料可以满足正常的使用要求,它们并不是造成螺母褪色的原因。
2.4 产品实际使用环境
根据现场反馈得知,该铝合金高锁螺母在装配时要用丙酮擦洗,而现场未装配的产品及库存产品均未发生褪色现象,推测丙酮擦洗对高锁螺母褪色可能有较大的影响。
3 故障复现
为了追溯原因,复现问题,提取与故障件同批次、同规格并已阳极氧化和着色处理入库的T1(染绿色)和T2(染橙色)2个批次的铝合金高锁螺母进行试验,以验证不同封闭方法、丙酮接触与光照对染色阳极氧化膜的影响。根据HB/Z 233–1993第5.9.3条,固色处理可选择热水处理、蒸汽处理或镍盐处理中的任意一种。因蒸汽封闭原理与热水类似,故本次验证不进行。
用丙酮浸泡不同试验件20 min,敞开放置后观察褪色情况。结果显示,除了采用热水封闭的着绿色试验件在放置第5天开始明显褪色外,其余试验件均无明显变化(见图6和图7)。这说明热水封闭的着绿色产品在浸泡丙酮后光照对褪色影响显著。因此,进一步采用不同溶液对热水封闭的着绿色试验件进行擦洗和浸泡,结果见表3。

图6 染绿色产品浸泡丙酮前、后的表面状态Figure 6 Surface states of green colored products before and after immersion in acetone

图7 染橙色产品浸泡丙酮前、后的表面状态图7 Surface states of orange colored products after immersion in acetone

表3 不同溶液浸泡或擦拭后的褪色情况Table 3 Discoloration after being immersed in or wiped with different solutions
从表3可知,着色后产品有一定的耐溶剂性,丙酮、苯甲醇、乙酸乙酯这些溶剂在短时间内都不会使产品褪色;但不耐酸和碱,采用除油液和活化液浸泡或擦洗会立刻发生严重褪色现象。在碱性除油液中浸泡为均匀褪色,用蘸碱性除油液的脱脂棉擦洗后明显掉色,表面发雾;在酸性活化液中浸泡为不均匀褪色。但安装现场并没有酸、碱性物质,况且样品是现场安装一段时间后才褪色,因此可排除因接触酸碱引起的褪色。
4 原因分析
阳极氧化膜属于多孔膜,未封闭时易受到大气及其他有害物质的侵蚀,使着色成分遭到破坏而褪色,因此封闭是提高阳极氧化膜颜色稳定性的关键。本次故障的原因是样品在热水封闭后表面微孔没有被完全封闭,加上安装过程中用丙酮擦洗时有丙酮渗入孔内,引起染料溶解脱附,光照下染料分解而缓慢褪色。
5 建议
(1) 改进固色工艺,所有产品均改用镍盐封闭,并对产品进行锁紧力、拧断力矩、预紧力、松脱力矩等性能测试,以检验镍盐封闭是否会影响产品性能。
(2) 增加耐溶剂性试验,如产品可能接触的丙酮、乙酸乙酯等,及时更换不合适的溶剂。
