铝合金轮毂高光切削液的研制
2021-05-31徐贺孙明李茂生徐立庶阮艺锋徐夏楠徐至坤
徐贺 ,孙明 , ,李茂生 , ,徐立庶 ,阮艺锋 ,徐夏楠 ,徐至坤
(1.广州市方川润滑科技有限公司,广东 广州 510765;2.广东工业大学轻工化工学院,广东 广州 510006;3.广工−方川金属加工液及工业润滑研发中心,广东 广州 510765;4.广东省传动润滑流体工程技术研究中心,广东 广州 510765)
汽车铝合金轮毂以其质量轻、减震性好、寿命长、安全可靠、外观美丽、图案丰富多彩、尺寸精确、平衡好、容易制造等优点,在汽车工业中显示了巨大的发展潜力[1]。根据铝车轮质量协会统计的数据,中国汽车铝轮毂市场规模已从2016年的700亿增长到2019年的900亿。随着汽车铝合金轮毂行业的崛起,中国逐渐成为全球汽车铝合金轮毂的制造中心。
国内外铝合金轮毂的市场吸引力将刺激我国铝合金轮毂行业的发展,由此给汽车铝轮毂的精密制造带来巨大商机。因此,用于铝轮毂加工过程的润滑材料也迎来良好的发展机会。随着汽车铝合金轮毂外观质量追求的不断提升,能够满足汽车轮毂精密制造所需的高光切削液显得格外重要[2]。
目前市场上用的铝合金轮毂切削液还存在诸多问题,如国产大多数产品存在铝防腐蚀时间短、工件表面精度低、抗硬水性差、生物稳定性不足的缺点。美国某进口牌子的切削液虽然切削性能较好,但防腐蚀性能差,加工后的工件存放时间短,而且价格昂贵。根据铝合金轮毂加工工艺、工况的要求,铝合金轮毂切削液需要具有优异的润滑性、较高的防腐蚀性以及良好的抗硬水性和生物稳定性[3-5]。基于此,本文开发了一种环保型铝合金轮毂高光切削液,并对其性能和工程实际应用情况进行了研究。
1 实验
1.1 环保型高光切削液的制备
切削液的基本组成(按100质量份计)如下:有机醇胺10 ~ 20份,三元羧酸3 ~ 8份,表面活性剂5 ~15份,蓖麻油基润滑剂5 ~ 15份,耦合剂2 ~ 5份,有色金属缓蚀剂0.5 ~ 3.0份,精制矿物油30 ~ 50份,其余为去离子水。将各种原料按顺序加入,搅拌均匀即可。
1.2 环保型高光切削液的性能指标
按SH/T 0365–1992《乳化油》的方法对所研制的环保型高光切削液与某进口及国产品牌切削液样品进行测试,结果见表1。

表1 环保高光切削液及对比样品的测试结果Table 1 Test results of different cutting fluids
1.3 表征方法
采用四球试验机,按照GB/T 3142–2019《润滑剂承载能力测定法(四球法)》测定PB值。采用Microtap II攻丝扭矩机测量攻丝扭矩。按照GB/T 6144–2010《合成切削液》测定铝腐蚀性。采用行业内默认的非标方法测试抗硬水性,即分别用300 mg/L和500 mg/L的硬水稀释成5%的切削液,常温下静置24 h后若未有絮状物或析出物,则表示样品的抗硬水性大于或等于所配硬水的浓度。
2 结果与讨论
2.1 切削液的润滑性
切削液的润滑作用是通过减少刀具前刀面与切屑之间、后刀面与已加工表面之间的摩擦,形成部分润滑膜,从而减小切削力、摩擦和功率消耗。目前常用的水基润滑剂主要有磷酸酯、植物油及其酯。磷酸酯具有较好的极压抗磨性[6],但是极易起泡。植物油主要是油酸、妥尔油酸、蓖麻油酸、棕榈酸等,具有较强的物理吸附性[7],能大大降低摩擦因数,但泡沫多、抗硬水性差。针对铝轮毂高光切削对润滑性、抗硬水性和冷却性的要求,本文以2份蓖麻油酸和1份甲氧基聚乙二醇在一定条件下反应,得到蓖麻油基润滑剂。该润滑剂不仅有很好的物理润滑性,而且有较好的抗硬水性和低泡沫性。
实验一:按配方比例加入原料基础成分(蓖麻油基润滑剂除外),一组加入5%蓖麻油基润滑剂,另一组空白,再取进口切削液、国产切削液样品各一款,分别配制质量分数5%的水稀释液,按GB/T 3142–2019的方法测出PB值。从表2给出的结果可看出:加5%的蓖麻油基润滑剂可很好地提高产品的润滑性。
实验二:将自制高光切削液、某国产切削液和某进口切削液分别配成5%的水溶液。在常温下采用M4×0.7的丝锥、底孔尺寸3.68 mm和厚度18 mm的铝合金板,以攻丝深度6.0 mm、转速600 r/min分别测量溶液的攻丝扭矩。由图1可以看出,环保型高光切削液的攻丝扭矩最低,而后是进口切削液,某国产切削液的攻丝扭矩最高。由此可见,本文研制的高光切削液具有更好的润滑性。

表2 不同切削液的四球PB值测试结果Table 2 Four-ball max non-jammed load (PB) testing results of different cutting fluids

图1 不同切削液的攻丝扭矩测量结果Figure 1 Measured tapping torque values of different cutting fluids
2.2 切削液的防铝腐蚀性
切削液铝合金轮毂从精加工结束到清洗、涂装的工序,通常需要一两天至一星期的工序间等待时间。在铝合金加工时,当加工液的pH大于8.5时,在铝金属表面的氧化铝膜非常不稳定,碱性较高的加工液会对铝产生污斑腐蚀[8]。
根据GB/T 6144–2010的测试方法,分别配制5%的切削稀释液,将打磨干净的A356.20铝试片放入其中,在(55 ± 2) °C的条件下完全浸泡24 h后取出,结果见图2和表3。自制高光切削液和进口轮毂切削液防铝腐蚀性均为A级,而某国产轮毂切削液为C级,表明本文研制的高光切削液具有优异的防铝腐蚀性能。
表3 铝腐蚀测试结果Table 3 Test results of aluminum corrosion
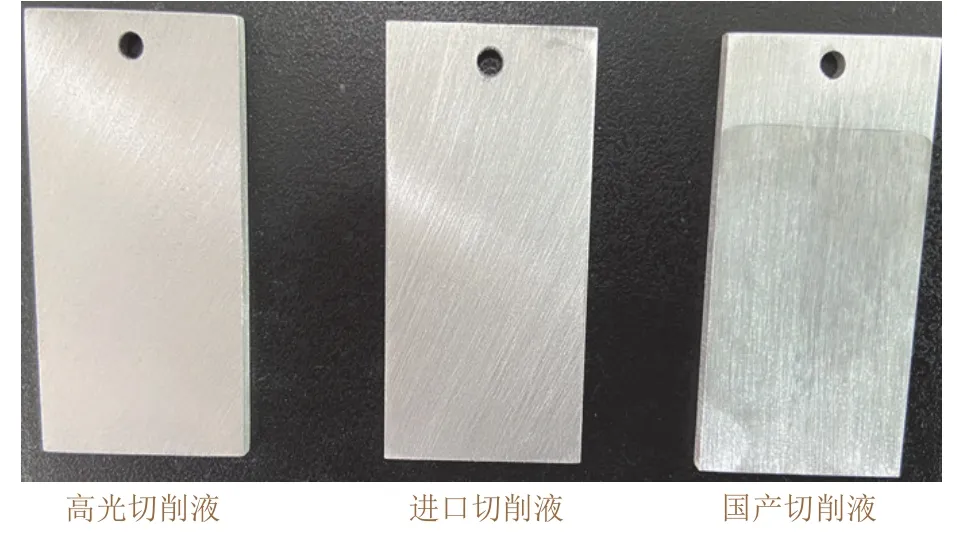
图2 铝腐蚀试验后的照片Figure 2 Phots of aluminum corrosion test specimens
2.3 切削液的抗硬水性
一般采用有机羧酸作为新型防锈剂以替代传统的亚硝酸盐,主要有十碳二元酸、十一碳二元酸、十二碳二元酸、多元聚羧酸,其通过与有机醇胺反应生成羧酸盐。有机羧酸类物质具有良好的抗锈性能,但容易与水中的钙镁离子结合而生成沉淀,引起抗硬水问题之余,还消耗防锈剂的有效成分。从图3和表4可以看出,自制高光切削液和进口轮毂切削液的抗硬水性均在500 mg/L以上,而国产轮毂切削液的抗硬水性在300 ~ 500 mg/L之间。
2.4 切削液的生物稳定性
抗生物腐败是切削液的重要指标之一。本文研制的环保型高光切削液选择2−氨基−2−甲基丙醇(AMP-95)作为抑菌剂,取代常见的甲醛释放体类杀菌剂,其优异的生物稳定性和安全性,可确保工作液持久稳定,不产生细菌和变质,满足长时间使用而无需更换的要求,减少了废液排放。

图3 用不同硬水稀释3种切削液后的照片Figure 3 Photos showing the diluted solutions of three types of cutting fluids with different hard water

表4 抗硬水性测试结果Table 4 Result of hard water tolerance test
表5列出了3种切削液放置过程中的pH和气味变化,以此反映切削液的生物稳定性能。从中可以看出,1个月后环保型高光切削液的pH变化最小,并且基本保持无味,显示出更优异的抗微生物性能。

表5 1个月内不同切削液的pH和生物稳定性Table 5 pH and biological stability of different cutting fluids within one month of storage
2.5 应用测试
广州某大型铝合金轮毂制造企业从事精密高光铝轮毂的制造,采用台湾远东机床、瑞士ABB机器人,对A356.20铝合金进行高光精加工,刀具材质为单晶钻PCD(人造聚晶金刚石),主轴转速大于2 000 r/min,要求防腐蚀时间为高光加工完毕后15 d以上,且工件表面在高倍显微镜下不存在可见的白斑或白线,切削液可循环使用,无需更换。现场加工完的不合格品见图4,采用本文研制的切削液后加工的产品见图5。

图4 存在白线问题的不合格品Figure 4 Defective product with white line problem

图5 合格产品Figure 5 Qualified products
使用所研制的环保型高光切削液进行现场产品应用测试,pH控制在8.5 ~ 8.8,折光浓度控制在3% ~5%。使用期间定期添加少量切削原液及留意切削液在生产过程中的变化。在试验期间,切削液外观呈正常的均匀状态,消泡性良好,对工件和设备都起到了较好的润滑、清洗和防锈作用。工人反映气味较之前在用的进口品牌切削液明显小很多,无刺激、过敏等不适。
对加工后的工件进行检查,没有发现表面白线情况,合格率为100%(之前只有85%),也没有发生刀具粘刀、断刀的现象。加工后的工件没发现腐蚀氧化现象,加工精度可满足品质要求。
环保型高光切削液原液有效含量更高,1∶10兑水后即可达到5%折光浓度,而在用的国产某切削液需1∶8兑水才能达到5%折光浓度,使用量较之前减少25%左右。另外,使用环保型高光切削液后,金刚石刀具寿命从50 000个/把提高至70 000个/把,使用量较之前减少40%左右,符合铝轮毂加工企业的降本要求。
3 结论
基于国内市场需求,研制了一款环保高光切削液,它具有优异的润滑性、防铝腐蚀性、抗硬水性和生物稳定性,性价比高,可以替代同类进口产品,并且满足出口型加工企业的环保要求。
