竹单板/泡沫铝复合材料的制备及胶合性能评估
2021-05-31肖飞吴义强左迎峰彭亮李文豪孙晓东
肖飞,吴义强,左迎峰,彭亮,李文豪,孙晓东*
(1. 湖南省林业科学院竹类研究所,长沙 410004;2. 中南林业科技大学材料科学与工程学院,长沙 410004)
铝基泡沫材料以其低密度、高比刚度等优异特性正受到广泛关注,在汽车、航空航天及建筑领域中均具备很大应用潜力[1-3]。但是铝基泡沫材料通常存在抗弯强度和刚度较小、成本昂贵等缺陷,极大限制了其在高铁车厢底板及娱乐场馆装潢的广泛使用。因此,为满足市场需求,用泡沫铝作为芯层材料以制备“三明治”复合结构材料,具有重要的现实意义。
近年来,有学者针对玻璃纤维、黄麻、芳纶或天然纤维与高分子树脂组成夹层结构面板的复合材料结构开展了大量研究[4-7]。Villanueva等[8]发现以玻璃纤维增强聚丙烯材料为面板、以闭孔泡沫铝为芯层材料,制备出的复合夹层结构弯曲性能提升较大,在被破坏时可吸收更多能量。然而,全球对环境保护越来越重视,玻璃纤维和碳纤维等面层材料成本高,不利于复合结构材料的推广应用,此时竹基复合结构材料可成为重要替代品之一。
竹材通常生长4~6 a即可加工利用,且强重比高、顺纹抗拉性能好[9-10]。然而,针对胶黏剂及施胶量对竹基复合材料结构性能影响的研究鲜有报道。为此,本研究采用3种不同的胶黏剂和3种施胶量对竹单板/泡沫铝复合材料界面进行胶接,探讨不同的胶黏剂和施胶量对复合材料力学性能、耐水性能和胶合界面的影响,旨在为竹单板/泡沫铝复合材料的开发和应用提供一定的技术支撑。
1 材料与方法
1.1 试验材料
竹单板尺寸500 mm×500 mm×4 mm,购自桃江风河智慧竹业有限公司;泡沫铝孔径0.3~1.0 mm,尺寸1 350 mm×650 mm×5 mm,购自辽宁融达新材料科技有限公司;卡夫特K-801型AB胶(双组分改性丙烯酸酯胶黏剂),黏度(4 000±500)MPa·s,购自广东恒大新材料科技有限公司;E44环氧树脂AB胶(A为环氧树脂,B为650型聚酰胺固化剂),黏度40 000~45 000 MPa·s,购自江西宜春市远大化工有限公司;水溶性酚醛树脂胶,黏度3 000 MPa·s,固含量50%~55%,购自湖南风河竹木科技股份有限公司。
1.2 竹单板/泡沫铝夹芯复合材料制备
卡夫特K801-AB胶:以300 mm×300 mm的竹单板为面板,用水浴锅将卡夫特K801-AB胶的AB组分加热至50 ℃,分别按260,300和340 g/m2等3种施胶量的组坯方式,计算称取所需的胶黏剂质量(AB组分各取所需胶黏剂质量的一半),混合均匀后进行搅拌。调胶后用毛刷或刮板均匀涂抹在竹单板和泡沫铝板上,按竹单板/泡沫铝/竹单板3层夹芯组坯后放入热压机中,用厚度规将材料固定,在100 ℃下热压得到竹单板/泡沫铝夹芯复合材料。
E44环氧树脂AB胶:试验方法同卡夫特K801-AB胶。
水溶性酚醛树脂胶:以300 mm×300 mm的竹单板为面板,按260,300和340 g/m2等3种施胶量的组坯方式计算称取所需的胶黏剂质量,用毛刷或刮板均匀涂抹在竹单板和泡沫铝板上,涂胶组坯后晾置20~30 min,再放入热压机中,用厚度规将材料固定,在120 ℃下热压得到竹单板/泡沫铝夹芯复合材料。
对照组:按300 g/m2的施胶量称取酚醛树脂胶,用毛刷或刮板均匀涂抹在3 层竹单板接触面,其余试验步骤同水溶性酚醛树脂胶。
结果分析中的试件分组编号如表1所示。
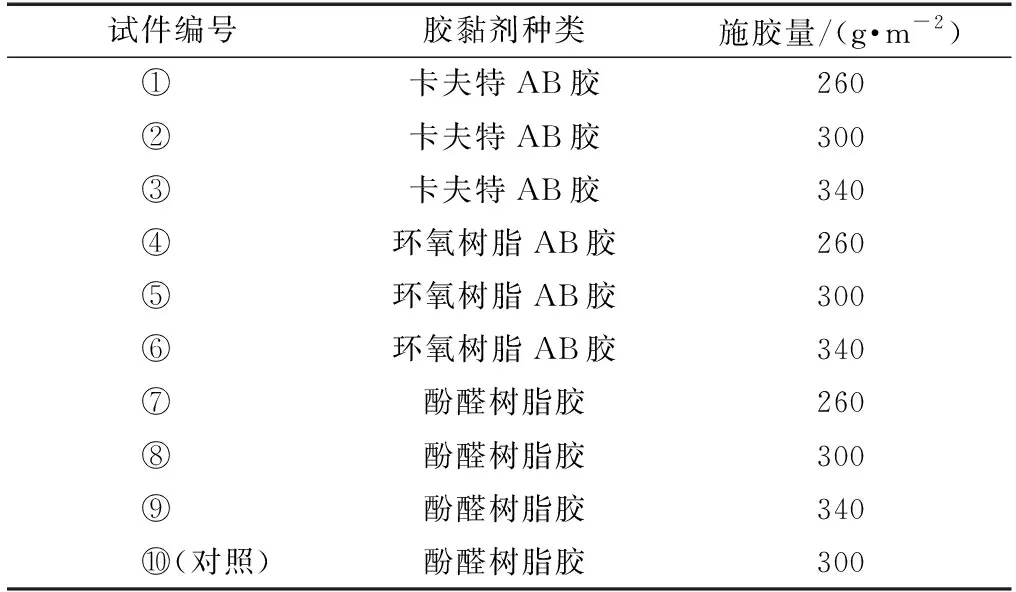
表1 试件分组编号Table 1 Group number of test samples
1.3 性能测试与表征
1)力学性能测试:3点弯曲性能参照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》进行测试;胶合强度性能参照GB/T 17657—2013二类胶合板要求进行测试。
2)吸水厚度膨胀率和吸水率测试参照GB/T 17657—2013进行测试。
3)扫描电子显微镜(SEM)测试:将复合材料试件用钢锯锯断,经干燥后直接抽真空喷金,将小型试件黏附于铝制圆片上,在FEI公司QUANTA型扫描电子显微镜下观察形貌,测试电压20 kV,放大倍数200~1 000。
4)X射线光电子能谱技术(XPS)测试:将制备好的试件在Thermo Scientific K-Alpha仪器下测试,测试电压12 kV,宽幅扫描。
2 结果与分析
2.1 胶黏剂种类对复合材料力学性能影响
胶黏剂种类及施胶量对复合材料静曲强度和弹性模量的影响见图1。由图1可知:使用相同胶黏剂(胶黏剂为酚醛树脂胶)、不同施胶量处理得到的复合材料的静曲强度大小关系为:9号(120.0 MPa)>8号(114.8MPa)>7号(108.1 MPa),静曲强度随施胶量的增加而提高。当施胶量相同(施胶量均为300 g/m2)而胶黏剂种类不同时,处理得到的复合材料的静曲强度大小关系为:酚醛树脂胶8号(114.8 MPa)>环氧树脂AB胶5号(114.1 MPa)>卡夫特AB胶2号(93.4 MPa)。这是由于一方面酚醛树脂胶为水溶性胶,渗透性较强,游离酚含量较低;另一方面在组坯和热压时会浸入竹材内部,使竹单板和泡沫铝界面胶合作用得到增强。同时将8号和10号试件进行对比,在添加300 g/m2施胶量的情况下,竹单板/泡沫铝复合材料静曲强度略低,但在不影响使用性能的情况下复合材料中的泡沫金属具备轻质的优势。

图1 胶黏剂种类及施胶量对复合材料静曲强度和弹性模量的影响Fig. 1 Effects of adhesive type and sizing amount on static flexural strength and elastic modulus of composites
胶黏剂种类及施胶量对复合材料胶合强度的影响见图2。从图2可知:当施胶量相同(施胶量均为300 g/m2)胶黏剂种类不同时,处理得到的复合材料的胶合强度大小关系为:酚醛树脂胶8号(2.78 MPa)>卡夫特AB胶2号(2.09 MPa)>环氧树脂AB胶5号(1.76 MPa)。这是因为在其他条件相同的情况下,使用酚醛树脂胶黏的复合材料胶接面紧固,胶合性能好。在对试件进行4 h沸水蒸煮处理后发现,卡夫特AB胶和环氧树脂AB胶的试件胶层出现变色、变形甚至部分脱落的现象,而酚醛树脂胶所制备的复合材料试件胶层稳定、无缺陷。由于卡夫特AB胶和环氧树脂AB胶在常温下流动性差,需添加稀释剂或加热处理才可搅拌,且AB组分型胶黏剂在混合后需立即使用,否则胶黏剂失去黏性,影响复合材料的结合。此外,在生产中过多添加胶黏剂会使得复合材料间胶层过厚,形成无效胶合界面,促使复合材料界面暴露于外界的接触面积增大,导致在应用时胶层易松动或脱落,使得复合材料遭到破坏。8号试件的胶合强度略低于10号试件(3层竹板),高于GB/T 35216—2017 结构胶合板标准中对于胶合强度的要求,说明竹单板/泡沫铝复合材料的胶合强度符合国家标准。
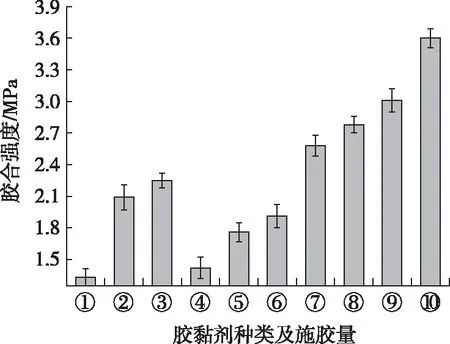
图2 胶黏剂种类及施胶量对复合材料胶合强度的影响Fig. 2 Effect of adhesive type and sizing amount on the bonding strength of composites
2.2 胶黏剂种类对复合材料吸水性能影响
胶黏剂种类及施胶量对复合材料吸水厚度膨胀率的影响见图3。由图3可知:当使用同种胶黏剂时,复合材料的24 h吸水厚度膨胀率随施胶量的增加而降低,特别是施胶量340 g/m2所制备复合材料的24 h吸水厚度膨胀率达到最小值,说明提高施胶量能提升复合材料耐吸湿膨胀性能;而当施胶量相同(施胶量均为300 g/m2)、胶黏剂种类不同时处理得到的复合材料耐吸湿膨胀性能大小关系为:酚醛树脂胶8号(1.48%)>卡夫特AB胶2号(1.56%)>环氧树脂AB胶5号(2.9%)。这表明使用酚醛树脂胶所制备得到的复合材料胶层更牢固,在浸泡24 h后复合材料依旧保持高耐吸湿膨胀,且远低于3层竹板的24 h吸水厚度膨胀率。因此,在保持复合材料厚度稳定性的前提下,使用酚醛树脂胶制备出的竹单板/泡沫铝复合材料胶层牢固且最耐吸湿膨胀。
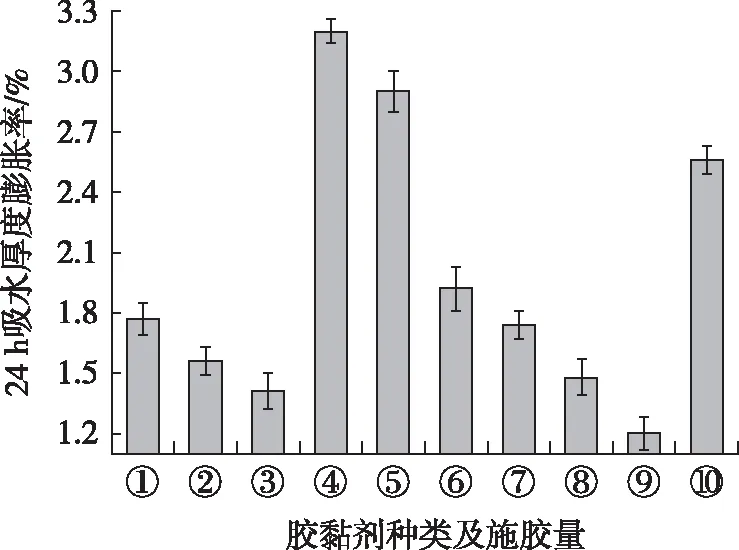
图3 胶黏剂种类及施胶量对复合材料24 h吸水厚度膨胀率的影响Fig. 3 Effect of adhesive type and sizing amount on the 24 h water-absorbing thickness expansion rate of composites
胶黏剂种类及施胶量对复合材料吸水率的影响见图4。从图4可知:当施胶量相同(施胶量为340 g/m2)、胶黏剂种类不同时,处理得到的复合材料在吸水48 h后的耐吸水性能关系为:酚醛树脂胶(31.6%)>卡夫特AB胶(32.6%)>环氧树脂AB胶(34.1%),说明使用酚醛树脂胶制备出的复合材料胶层最耐吸水。当复合材料浸水72 h时,选用酚醛树脂作为胶黏剂,施胶量340 g/m2所制备的复合材料吸水率仅为3层竹板的50%,不仅轻质耐水,还可在潮湿环境下使用。此外,3层竹板在72 h内吸水率保持高速增长,表明竹集成材不适合在户外或者潮湿环境下应用。这是由于当酚醛树脂在一定压力和高温下进入到竹单板内部,于温度降低后在竹单板和泡沫铝间变成稳定固态,形成有效胶合界面,也相当于在竹单板内部形成阻水层,从而阻碍部分水分的进入。
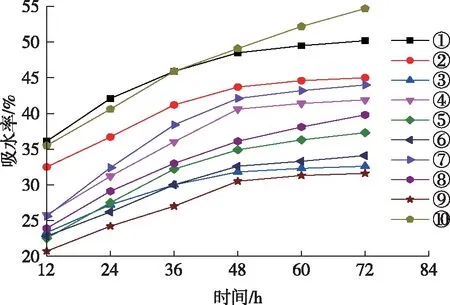
图4 胶黏剂种类及施胶量对复合材料吸水率的影响Fig. 4 Effect of adhesive type and sizing amount on water absorption of composites
2.3 复合材料界面胶合机理分析
不同胶黏剂对复合材料界面微观形貌的影响见图5,图中a、b、c依次表示使用卡夫特AB胶、环氧树脂AB胶和酚醛树脂胶所制备复合材料的界面微观形貌图。图5a和图5b中两种原材料结合不佳,存在界面脱离现象,很大程度上影响了其力学性能。相比于图5a和图5b,图5c中复合材料界面紧密黏合,竹单板和泡沫铝通过胶黏剂牢牢胶接在一起,无明显裂缝与缺陷。微观形貌的观测结果阐述了使用酚醛树脂胶制备的复合材料各项性能提高的原因在于:竹单板和泡沫铝这两种不同类型的材料在酚醛树脂胶及热压的作用下材料表面互相嵌套,表面的凹坑均被填充,界面结合得非常紧密。

图5 不同胶黏剂对复合材料界面微观形貌的影响Fig. 5 Effect of different adhesives on the microstructure of composites


图6 胶合界面XPS分析Fig. 6 XPS analysis of adhesive interfaces
而水溶性酚醛树脂胶黏剂在胶合时存在一个在竹材表面铺开、渗透和固化的过程[12]。因为竹材和木材一样均为多孔性高分子材料[13],胶黏剂的渗透行为是其特有的过程,无论从机械互锁的角度还是吸附润湿角度而言,胶黏剂与基材接触面积增加,代表其渗透性增强,有利于芯层和面层的结合,而且胶黏剂渗透进细胞壁内还可提高复合材料界面的刚性[14]。从化学键结合的方向上看,竹材表面具有大量活性羟基,热压时竹单板表面的羟基在高温状态下与酚醛树脂中的酚羟基进行取代反应生成醚键。通过对O元素的XPS结果进行分峰后,可看到图6a中存在C—O—C键,由此证明反应生成了醚键,在竹单板上形成稳定的化学键结合。此外,酚醛树脂为水溶性胶,通过水分包裹和高温作用浸润到竹材细胞壁内,使得复合材料界面之间同时存在吸附、机械互锁及化学键结合3种作用。但在生产中,由于竹材表面通常存在少量加工裂纹,可能导致胶合过程中胶黏剂过度渗透,最终导致胶层缺胶而出现胶合强度降低的现象[15-16],所以,要严格控制复合材料热压工序中的胶黏剂施胶量。
3 结 论
笔者采用3组不同施胶量的卡夫特AB胶、环氧树脂AB胶和酚醛树脂胶对竹单板与泡沫铝进行胶接制备夹芯复合材料,探讨了不同的胶黏剂及施胶量对复合材料力学性能、吸水性能和界面胶合机理的影响。得出以下结论:
1)力学性能分析表明选用施胶量为340 g/m2的水溶性酚醛树脂作为胶黏剂所制备的复合材料,其静曲强度、弹性模量和胶合强度都达到最大值。
2)吸水性能测试表明选用施胶量为340 g/m2的水溶性酚醛树脂作为胶黏剂所制备的复合材料,24 h吸水厚度膨胀率和72 h吸水率都为所有复合材料中最小,而且复合材料胶层牢固且耐吸湿膨胀。
3)XPS测试显示竹单板表面的羟基在高温状态下与酚醛树脂中的酚羟基进行取代反应生成醚键,而胶层界面形貌测试表明使用酚醛树脂胶的复合材料界面紧密黏合。通过上述分析,证明施胶量为340 g/m2的酚醛树脂胶接制备的复合材料各项综合性能最优,最利于工业化生产和实际推广利用。
4)泡沫铝基木竹复合材料不仅具有轻质高强等优异性能,未来还可作为吸音隔音材料和电磁屏蔽材料在动车底板、隔断板及轻量化建筑装饰领域大力推广应用,同时可以促进竹材的高值化利用。