冷冲压Cr12MoV模块定位销孔工艺探讨
2021-05-28薛永科吴杰赵向兵强毅刘乐
薛永科,吴杰,赵向兵,强毅,刘乐
陕西重型汽车有限公司 陕西西安 710200
1 序言
冷冲压模具有表面质量好、质量轻且成本低的优点,冷冲压工艺在机械制造业中应用广泛,成为现代汽车、拖拉机、电器、仪表、飞机、导弹以及各种民用轻工业中的主要工艺之一。目前,大量产品均可通过钢板冲压直接生产,部分机械设备常常以冲压件所占比例作为评价结构是否先进的指标之一。工业发达的国家对冷冲压生产工艺的发展很重视,很多国家(包括英国、美国、法国和日本等)的模具工业产值已超过机床工业,作为冷冲压原材料的钢带和钢板占全部品种的67%,通过冷冲压技术加工产品已成为现代工业生产的重要手段和发展方向。
2 正确加工模具销孔的重要性
冷冲压模具在设计、工艺和制造过程中,对模具关键部件的刃口、型面、间隙和定位要求特别高,针对冷冲压模块自身定位销孔工艺的探究如下。
在进行工艺设计时,对空冷钢(7CrSIMnMoV)或MoCr铸铁等需要表面火焰淬火处理的材质,冷冲压实型铸造模具的凸模、凹模、凸凹模和镶块上的定位销孔在进行表面热处理前,给模块上的销钉预孔留0.2mm的合钻铰余量,然后分别与模板组装,进行合钻铰销孔。通过装销钉定位后进行数控加工,保证刃口、型面和间隙精度。通过模具钳工对刃口型面进行抛光,最后进行表面火焰淬火处理至50~55HRC。不需要热处理的灰铸铁、45钢和Cr12MoV等材质,其定位销孔进行一次合钻铰工艺完全可以保证冷冲压模具在静、动态验证和实际冲压工作过程中的定位稳定可靠。
以前镶块为Cr12MoV材质的实型铸造模具的凸模、凹模、凸凹模上各设计有一组销孔,在制造维修模具时,先将模块按设计销孔大小钻预孔,留0.2mm余量,在淬火前装配在模板上,合钻铰销孔,等数铣加工钳修完成后,再拆卸进行真空淬火处理。由于热处理会导致Cr12MoV材质模块局部间隙及销孔变化,等调试好间隙再合钻铰销孔并装销定位,会导致凸凹模销孔在与模板孔进行最后合钻铰时发生错位,因此该组销孔无法保证模具在动态验证或工作时凸凹模正确均匀的工作间隙,从而造成制件出现毛刺。为了保证销孔的正确定位功能,给出两种重新加工模具钢淬火后销孔的方法:一是通过线切割将原有两销孔加大重新配销钉;二是给原销孔配车堵,组焊、打磨后重新合钻铰新销孔。但这两种方法都费时费事,事倍功半。
3 Cr12MoV模块定位销孔的创新加工方法
Cr12MoV材质的模具需要进行真空热处理至56~60HRC,虽然模块变形小,但实际仍需要考虑会发生的相应热处理变形。凸模、凹模、凸凹模和镶块的刃口、型面需要分别单边留0.6~0.8mm以便进行真空淬火前后的精加工。模块的定位销孔在真空淬火前后会发生孔位的偏移,其孔径也会发生微小的缩孔。如果采用常规的销孔加工方法,会造成模板上的孔位扩大变形而错位,导致模具在动态验证和实际冲压过程中模块定位失效,致使模具的间隙失稳而发生变异,冲压制件出现毛刺、变形等缺陷,最后只能维修模具。为了改变现状,避免人力和财物的极大浪费,采用多种创新的模块定位销孔工艺方案,解决了模块销孔的定位难题,具体如下所述。
(1)方法一 如图1、图2所示,无窝座或挡墙的拼接模块与模座合钻铰出比设计图样小一规格的销孔(≤4mm),第一次数铣加工型面及刃口时,在热处理前仅将模块上的销孔扩钻铰至与设计图样销孔规格一致,而在模块真空淬火后精加工前,模板上的销孔才与模块进行最终合钻铰。该方法需要在真空淬火后二次数铣精加工前,配合使用阶梯定位销;或者在第一次数铣后,手工划模块外形线,作为装配定位参照。

图1 无窝座或挡墙模块结构示意
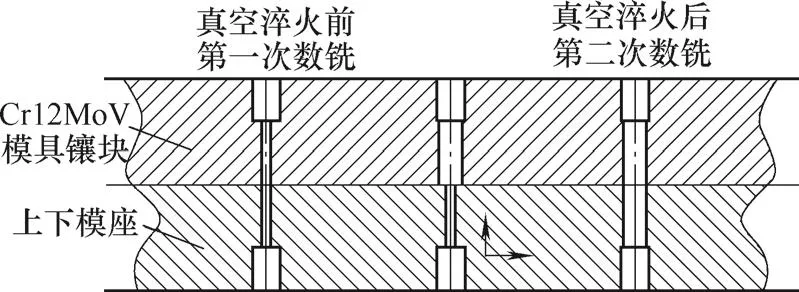
图2 无窝座或挡墙模块的销孔加工示意
(2)方法二 如图3、图4所示,有挡墙或窝座的镶块在真空淬火前第一次数铣时,仅用螺栓与模座装配紧固,在淬火前按设计孔径大小仅单独钻铰模块上的销孔,在模座上暂不进行合钻铰销孔。模块由于受到挡墙或窝座及自身X、Y方向及螺栓Z方向6个自由度的限制,无法平移和旋转,因此数铣粗加工刃口和型面留量均匀,可以满足真空淬火后精加工的镶块定位需求。此方法同样适用于淬火后线切割加工刃口的模块,在模块真空淬火后精加工前,模板上的销孔与模座装配后进行最终合钻铰。
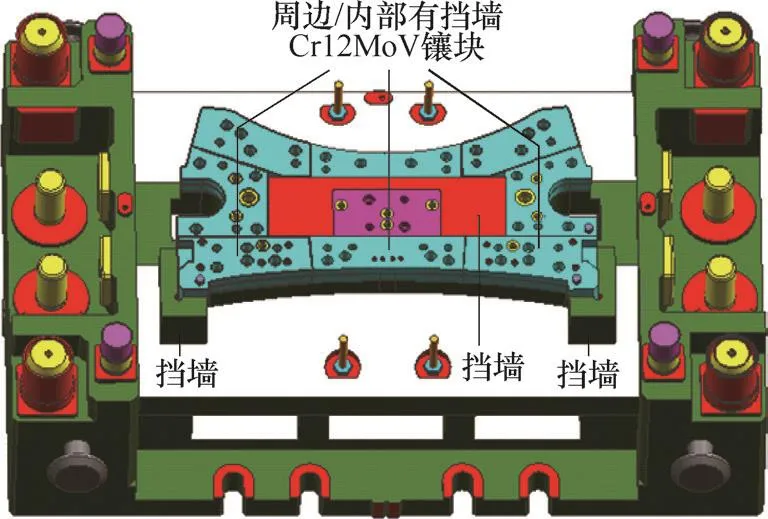
图3 有挡墙或窝座模块的结构示意
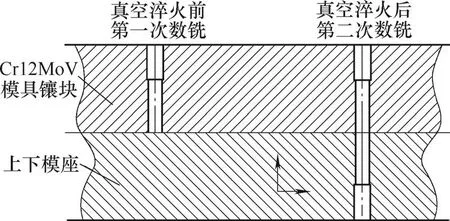
图4 有挡墙或窝座模块的销孔加工示意
(3)方法三 如图5、图6所示,针对侧模块、上模块上的盲销孔,先将模座上的销孔与模块合钻铰至比设计图样小一规格。在数铣加工后真空淬火前,将模块上的销孔扩大至比设计图样大一个规格(≥6mm),在真空淬火后,给模块上扩大后的两销孔配入带放气扁孔的45钢软堵。在第二次数铣精加工前,以模座之前加工的两销孔为基准,与模块进行合钻铰,使两销孔与设计图样的销孔大小一致。销钉可选用GB120-86 B型带通气平面的圆柱销。

图5 侧模块或上模块销孔为盲销孔结构示意
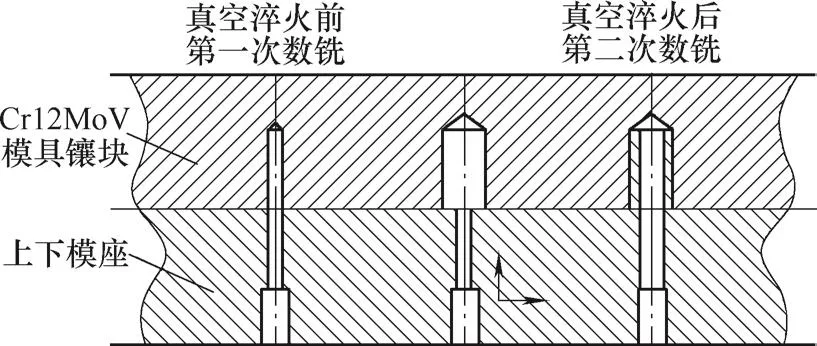
图6 侧模块或上模块销孔均为盲销孔的加工示意
(4)方法四 对于上模块盲销孔数模结构,除了按方法三进行加工,还可以将上模盲销孔加工为通销孔。所有的通销孔既可以采用钻铰加工的方法,也可以利用能够保证销孔公差的慢走丝线切割进行加工。为了防止上模冲压振动导致销钉松动掉落现象的发生,可以把上模销孔加工为带螺塞的形式,也可以在通销孔端头装入合适的开口弹性套,拆卸时可以让拔销器连着销钉将其拔带出来。为了克服真空淬火变形对销孔垂直度的影响,可以先用圆柱销试装,对有问题的销孔用铰刀先铰孔,再与模座装配,然后进行保证垂直度和孔径的最终合钻铰加工。
4 结束语
通过对模具工艺设计与制造维修的推广应用和验证,以上针对Cr12MoV材质模具设计的模块销孔创新工艺方案合理高效,配合Cr12MoV材质的热处理厂家对真空淬火质量进行有效控制,解决了Cr12MoV模块销孔定位的棘手难题,值得在生产中尝试推广和应用。