数控机床抖动典型故障分析及解决办法
2021-05-28胡辉马旭德吕辉任瑞青
胡辉,马旭德,吕辉,任瑞青
昌河飞机工业(集团)有限责任公司 江西景德镇 333002
1 序言
1台意大利FIDIA五轴龙门加工中心的Z轴采用伺服电动机通过同步齿形带驱动丝杠的传动方式,并且将海德汉光栅尺作为位置反馈以实现全闭环控制。在Z轴停止后经常出现抖动的现象,抖动位置不固定且无规律。
2 故障分析
仔细观察,发现Z轴停止后,首先是Z轴伺服电动机出现啸叫,继而引起整个滑枕抖动。由于该轴采用全闭环控制,Z轴停止的时候并非是绝对停止,而是处于动态位置调整,因此怀疑是因闭环控制振荡而造成机床抖动。
针对上述故障,先后检查伺服电动机安装是否紧固、同步齿形带是否通胀紧、丝杠两端支撑轴承支座是否松动、丝杠导轨的润滑情况以及平衡缸压力情况,均未发现明显问题。
3 解决办法
1)尝试优化Z轴速度环控制参数,通过调整速度环增益和积分时间,使速度环的动态特性匹配当前的机械状态。在FIDIA数控系统BRUCO驱动管理软件中(见图1),将Z轴参数S05002(速度环增益)由6调整到4,抖动消失。但是采用该方法会降低速度环响应速度,影响Z轴动态特性。

图1 BRUCO驱动管理软件
2)借助三轴加速度传感器,对Z轴的振动数据进行记录和分析。将传感器安装在丝杠螺母和伺服电动机上,执行Z轴循环往复运动程序,分别记录Z轴振动状态。
循环执行程序如下:
G01 F10000;以F=10000mm/min进给速度运行
Z0;移动到Z=0
G04 H4;暂停4s
Z-200;移动到Z=200mm
G04 H4
Z0
G04 H4
Z-200
G04 H4
……
……
M30;程序结束
对丝杠螺母处和伺服电动机处进行测量,结果如图2、图3所示。
通过对图2、图3的测量结果进行分析,发现抖动的时候,伺服电动机和丝杠螺母处的振动频率均在633Hz左右,且振动加速度最大。可通过使用FIDIA系统滤波器功能,将该振动频率抑制和衰减,参数设置(见图4)完后激活该滤波器功能,重新运行测试,抖动消失。

图2 丝杠螺母振动频谱
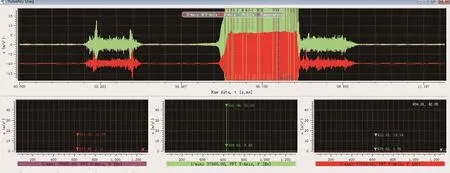
图3 伺服电动机振动频谱

图4 滤波器参数设置界面
4 结束语
以上两种方法均能解决机床抖动的问题。但第二种采用三轴加速度传感器测出振动频率的方法,通过使用数控系统滤波器,可以在不降低Z轴动态特性的情况下同时解决抖动问题。因此建议使用第二种方法。