某型柴油机凸轮轴定时工装设计及使用方法探究
2021-05-28张晓威陈志宏戚勇
张晓威,陈志宏,戚勇
陕西柴油机重工有限公司 陕西兴平 713105
1 序言
柴油机的配气传动机构是其重要部件,配气传动机构工作性能的好坏,对柴油机有重要影响。而配气传动机构是通过定时齿轮驱动即曲轴通过定时齿轮驱动凸轮轴,从而保证各缸进、排气按照一定的点火顺序进行工作,因此定时齿轮在此过程中起到关键作用。定时齿轮上存在定时标记,如定时标记安装不当,将严重影响发动机的动力和燃油经济性能,甚至导致无法正常工作。定时工装的存在对定时齿轮的安装及凸轮轴的相关定时至关重要。为此,我们对某型柴油机(V型)定时工装的设计、使用及验证方法进行了研究。
2 确定定时相关零件的连接相位关系
2.1 凸轮轴与定时齿轮的连接和凸轮轴上死点相位
如图1、图2所示,定时齿轮与凸轮轴A、B排基准缸端面进行连接;凸轮轴端面销孔位置与轴线的夹角为α,上死点到销孔的夹角为β。
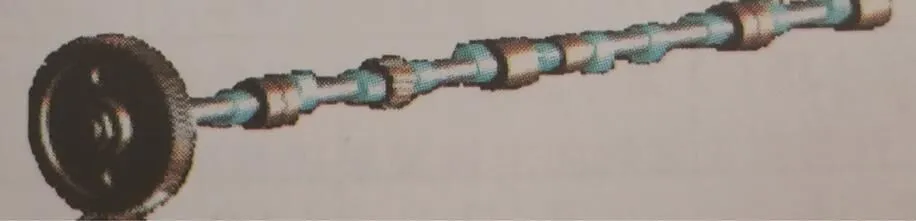
图1 凸轮轴与定时齿轮连接示意

图2 凸轮轴上死点相位
2.2 机身的相关角度及凸轮轴安装孔位置
如图3所示,机身作为定时机构的载体,其曲轴中心位置、凸轮轴安装孔位置、机身侧面夹角、两侧缸孔夹角等位置及角度,都与凸轮轴齿轮定时有关联。其中:γ为机身侧面夹角;δ为两侧缸孔夹角;L1、L2为凸轮轴安装孔与曲轴中心的距离;L3、L4为定位块(上侧)到曲轴中心的距离。

图3 机身的相关角度及凸轮轴安装孔位置
2.3 定时齿轮销孔位置
如图4所示,ε为定时齿轮销孔与定时标记轴线的夹角;X、O为定时标记。
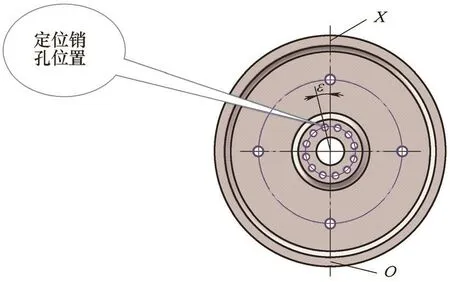
图4 定时齿轮销孔位置
3 定时工装的设计
3.1 工装设计的前提
定时工装设计时原则上选取基准缸作为设计依据,且基准缸需在上死点位置。
3.2 工装的设计
1)根据图5确定好各个位置。
2)把凸轮轴端面放入机身凸轮轴安装孔内,这时竖直轴线方向与凸轮轴基准缸上死点位置存在角度(β-α)。当基准缸转动到上死点位置时,凸轮轴需转动角度(β-α)。

图5 相关零件位置
工装设计时,定时齿轮销孔与轴线的夹角ε和凸轮轴销孔与轴线的夹角α存在差异。曲轴齿轮与凸轮轴齿轮的传动比为2∶1。因此当基准缸转动到上死点位置时,凸轮轴需转动角度为(β-α)±|ε-α|,非基准缸(另外一侧)转动到上死点位置时,凸轮轴需转动角度为(β-α)±|ε-α|-δ/2。
3)确定挡块的位置。由于挡块需要借助机身侧面的螺栓孔,因此挡块的位置是固定的。
4)确定挡块的中心线。利用中心线与机身交叉点和凸轮轴安装孔中心的连线,在挡块上确定一个斜面,并以挡块的中心线,作另外一个斜面。
5)通过凸轮轴销孔位置及机身形状,确定定时工装指针的形状。
4 定时齿轮的安装
根据相应机型柴油机的技术文件,使用定时工装对A、B排凸轮轴齿轮进行定时。
为了更直观的反应上述设计,通过某型柴油机的定时工装来举例参考。
1)挡块如图6所示。

图6 挡块
2)定时指针如图7所示。

图7 定时指针
3)定时的使用:①把挡块置于机身侧面,指针靠在凸轮轴端面。②根据定时需要,使指针上的X或者O位置销孔与凸轮轴上的销孔重合,然后把销插在重合销孔处,转到凸轮轴,使指针的尖角斜面靠在挡块上,拆下指针。③安装齿轮,使齿轮上的销孔与凸轮轴上的销孔重合,并使齿轮上的X或者O标记指向挡块的斜面,紧固齿轮。安装齿轮期间凸轮轴不得转动。B列和A列定时如图8、图9所示。

图8 B列定时
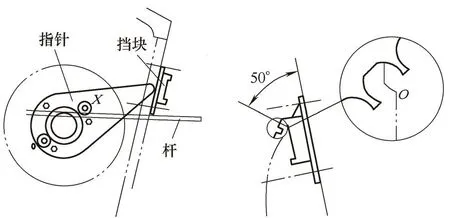
图9 A列定时
5 验证
通过检查阀交叉点,检验定时齿轮的调整。
5.1 阀交叉点的确定
进气阀在排气阀完全关闭前开始打开。在一个循环内,排气阀关闭升程和进气阀的打开升程相等的点就是阀交叉点。
5.2 检验定时齿轮的调整
该检验在于:某一气缸挺柱升程处在阀交叉点时,测量其升程值。
1)制作一块规(见图10)。
图10 块规
2)盘车,使活塞处在喷油行程上死点上,此时4个阀处于关闭状态。
3)将块规放置在排气、进气挺柱导套上。
4)记录从块规表面到挺柱表面的尺寸,注明排气尺寸S1和进气尺寸S2(见图11)。
5)盘车,使气缸处在其阀交叉点上。
6)同前面一样,记录挺柱表面到块规表面的排气尺寸S1'和进气尺寸S2'(见图12)。

图11 气缸处于喷油上死点

图12 气缸处于阀交叉点
计算X尺寸:X=S1-S1';计算Y尺寸:Y=S2-S2'。当X=Y±1mm时.定时齿轮的调整是正确的。
6 结束语
通过开展凸轮轴定时工装的设计和验证研究,为后续相类似的柴油机定时工装的设计提供了参考依据。