窄截面厚板焊接H钢反变形加工技术
2021-05-27张泉谷张飞贾宝华长江精工钢结构集团股份有限公司安徽六安237161
张泉谷,张飞,贾宝华 (长江精工钢结构(集团)股份有限公司,安徽 六安 237161)
1 概述
在窄截面厚板焊接H钢300×300×30×30截面的加工过程中,因常规的H钢校正机压辊开档间距最小为280mm,设备工作范围受限,无法通过校正机校正;若火焰校正,人工成本高、效率低下。通过翼缘板提前反变形2mm~3mm,再进行H钢组立、门焊。利用焊接热胀冷缩的原理将翼缘板做的反变形自然校正回收,一正一负自然抵消,从而得到合格的H钢产品。
2 窄截面厚板焊接H钢反变形加工过程
2.1 H钢先组立T型,T型与单翼缘板通过校正机预压做反变形
①将H钢翼缘板与腹板先组成1件T型构件,另外一件翼缘板先不组立,而是将T型构件先通过校正机压辊预压做反变形,反变形2mm~3mm。车间根据反变形要求调节压辊下压距离时,并做好构件受压后的尺寸测量,保证反变形达到制作要求。见图1、图2、图3、图4所示。
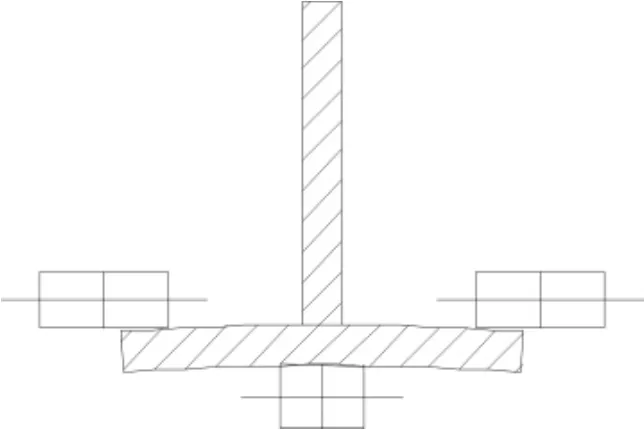
图1 反变形示意
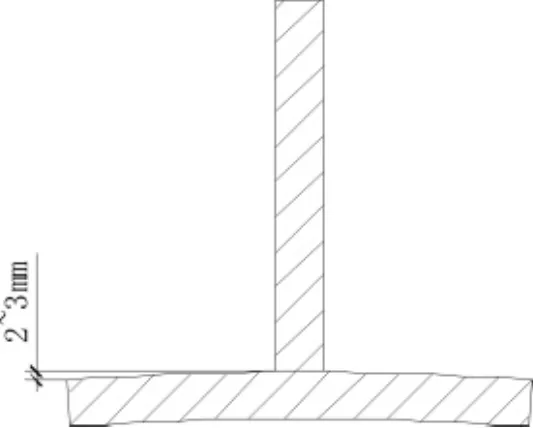
图2 反变形尺寸控制要求

图3 T形反变形方法
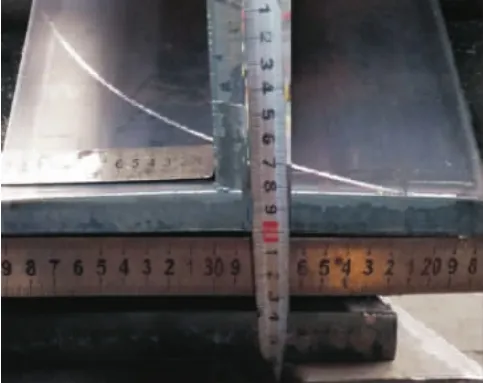
图4 T形实际反变形尺寸
②另外一件未组立的H钢翼缘板也通过校正机预压做反变形,反变形2mm~3mm。车间根据反变形要求调节压辊下压距离时,并做好构件受压后的尺寸测量,保证反变形达到制作要求,见图5、图6所示。
图5 翼板形反变形方法

图6 翼板实际反变形尺寸
2.2H钢的翼缘板反变形做好后,将T型构件与翼缘板进行组立成H钢
①组立时,调整好构件截面,并检查尺寸是否符合反变形要求,见图7、图8~图11所示。
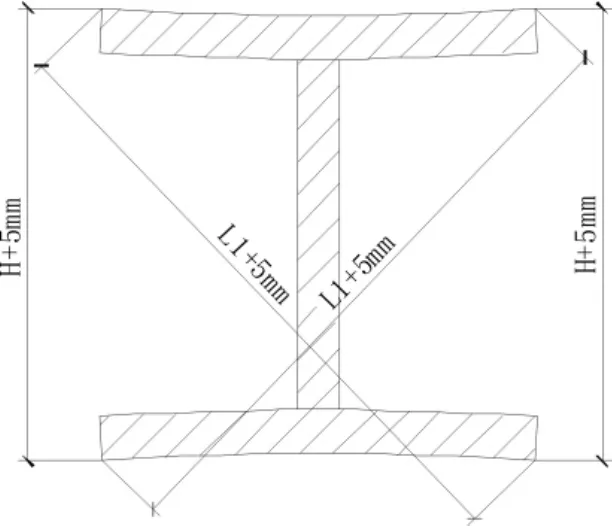
图7 钢H组立尺寸控制要求
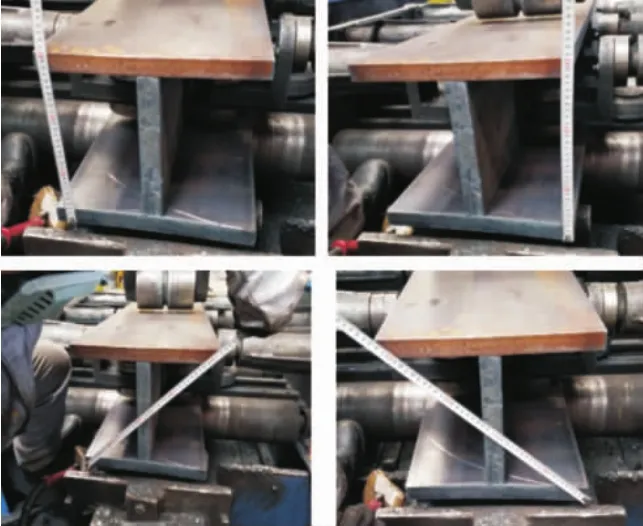
图8 H钢组立尺寸实际控制
②组立以一端为基准对齐,随工件的移动,用钢板尺检查两侧距离是否均匀一致。组立应严密,翼腹板间隙≤1mm,点焊时,必须压紧上轮,翼板与腹板中心线对中,偏差≤1mm。定位焊缝长300mm~500mm,间距300mm~500mm。
2.3 结合门焊的焊接原理,H钢构件使用埋弧焊焊机焊接后,主焊缝热胀冷缩,原通过校正机提前做的反变形内收,达到自然校正
①门焊焊接焊缝热胀冷缩,见图9所示。
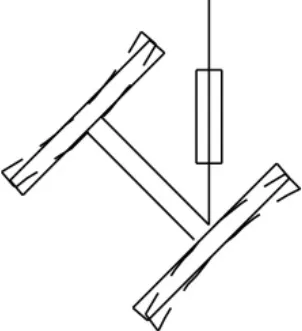
图9 焊接收缩变形抵消发变形示意图
②H钢门焊顺序,见图10所示。

图10 H钢门焊顺序
③H钢门焊参数见表所示。

H钢门焊焊接工艺参数选定范围
2.4 H钢构件检查
复验尺寸及平面度已符合国标GB50205-2001的检验标准,见图13、图14所示。

图11 复测尺寸1

图12 复测尺寸2
3 结论
通过上述方法,验证了H钢校正反变形的新工艺,后续遇到无法通过校正机校正的窄截面H钢,可提前做分体构件翼缘板的反变形,经过组立及埋弧焊焊接,主焊缝热胀冷缩后,自然内收抵消反变形,避免了校正不过以及火焰校正的低效率问题,并且在一定程度上使公司取得一定的经济效益。