PEEK的注塑成型工艺及其性能研究
2021-05-26兰允祥
兰允祥
(上海新世纪齿科材料有限公司,上海 201816)
聚醚醚酮(polyether ether ketone,简称PEEK)是一种力学强度高、耐磨损、抗腐蚀、可透X线、密度小,且具有良好的生物相容性和潜在抑菌性的特种高分子材料[1]。近年来,在口腔修复领域,PEEK备受青睐,如可以用于制备牙种植体[2-4]、 固定式口腔修复体(FDP)[5-6]以及活动式修复体(RDP)[7-10]。经过临床测试,PEEK材料具有良好的生物相容性[11-12]。
在牙科领域,PEEK主要通过CAD/CAM数字化加工[8-10]、3D打印以及注塑成型等方式,目前较为常用的成型方法为CAD/CAM,该加工方法损耗较大,同时加工过程可能产生较多的粉尘。而由于PEEK的熔点较高,对3D打印机喷嘴等部件的耐温等性能要求较高。市场对注塑法制备PEEK的工件研究较少。庄靖东等[13]通过不同温度和应变率下的单轴拉伸实验所获得的实验数据,建立了 PEEK 材料的 Johnson-Cook 模型,为研究PEEK 材料的热成型模拟提供了一种新的思路。
张甲敏等[14]通过注塑方法制备了带有嵌件活门制件。注塑过程主要控制参数:注塑前处理,将材料在150~160℃烘干处理 6~8h;采用嵌件背面中心进料的方式设计模具;通过 150℃ 热处理 3~4h消除应力;筒温度为 360~400℃,模具温度控制在 175℃左右,注射压力为 9.5MPa,保压压力为 7.5MPa,背压为 0.5~1.5MPa。该条件下,成型工艺顺畅,制品表面光滑,有光泽。
PEEK材料可以通过目前技工所或口腔修复加工中心普遍使用的注塑设备,将颗粒状或粉体的PEEK注塑制备牙科修复体的研究极少。本实验使用两种口腔修复加工中心较为常用的注塑设备,研究市场上使用较为普遍的PEEK颗粒产品的注塑条件,按照义齿基托材料国际标准ISO 20795.1:2013[15]规定的方法,测试两种颗粒产品注塑制备修复体的力学性能,并且,将上述性能和牙科修复体的主要技术要求标准(义齿基托树脂材料标准ISO 20795.1:2013和外科植入用PEEK材料ASTM F 2026—17[16])进行对比,初步确定选用的两个型号的原料颗粒物,是否可以用于口腔修复领域,为PEEK在口腔材料的应用作为参考。
1 实验部分
1.1 实验材料
PEEK树脂粒状物(威格斯90G、长春吉大085G)
1.2 主要实验设备和器具
注塑机(长沙奥伦公司,型号:YX-IVA)。
铝管若干,模具四个,分别是注塑条件验证确认模型、挠曲强度模具,冲击强度模具以及挠曲韧性模具。
万能实验机(型号:AGS-J 10KN)。
显微镜(OLYMPUS,型号为:SZX10)
简支梁冲击实验机(型号:MZ-2050)
水浴锅,内六角扳手,烘箱,游标卡尺等实验室用品等。
1.3 实验过程
1.3.1 注塑条件的确认
本次实验使用两种不同的注塑方法进行注塑,首先,通过注塑具有梯度厚度的样品(主要是样品的尺寸),具体如图1所示。
根据注塑的样品的基本要求,注塑制备样品的长度应不低于5cm,同时温度越低越可以节省加热能源物质,从而确定注塑的最佳条件。
1.3.2 挠曲强度与挠曲模量测试
注塑制样条件如表3所示。根据ISO20795.1—2013标准中挠曲强度与模量的试样条的尺寸要求(长:64mm±2mm,宽:10.0mm±0.2mm,高:3.3mm±0.2mm),对各试样的长宽高进行修整,并记录相应的尺寸,每种型号的材料制样5~6个,然后放入37℃±1℃的恒温水浴锅内,2d±2h,接着在23℃±3℃水浴锅内60min±15min,最后取出测量。
1.3.3 耐冲击强度测试
注塑条件如表3所示,并根据ISO20795.1—2013的尺寸要求(长、宽、高分别为:50mm±2mm、4.8mm±0.2mm、4mm±0.2mm)进行修整各尺寸,每种型号的材料制样6个。然后放入37℃±1℃的恒温水浴锅内7d±2h,接着在23℃±3℃水浴锅内60min±15min,最后取出测量。
1.3.4 挠曲韧性测试
注塑条件如表3所示,并根据ISO20795.1—2013的尺寸要求(长、宽、高分别为:39mm±2mm、8mm±0.2mm、3mm± 0.2mm)进行修整各尺寸,每种型号的材料制样6个。将制备好的试样条,用美工刀在预制样缺口的底部,做一切口,尺寸为 0.1mm~0.4mm。然后放入37℃±1℃的恒温水浴锅内7d±2h,接着在23℃±3℃水浴锅内60min±15min,最后取出测量。
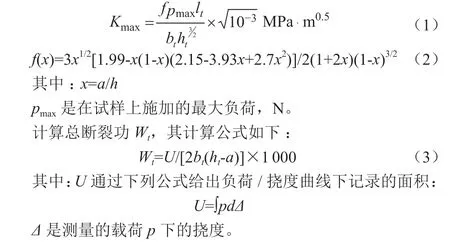
计算公式与结果表述
尺 寸:宽ht=(8.0±0.2)mm;高bt=(4.0±0.2)mm;预制缺口a′=(3.0±0.2)mm;缺口长度a(比a′长0.1~0.4mm);跨距lt=(32.0±0.1)mm。
计算最大应力强度因子Kmax:
2 结果与讨论
2.1 注塑条件的确定
根据1.3.1的注塑条件确定方法,测试使用YX-IVA型气动注塑机制备的样品尺寸统计结果,见表1~表2。
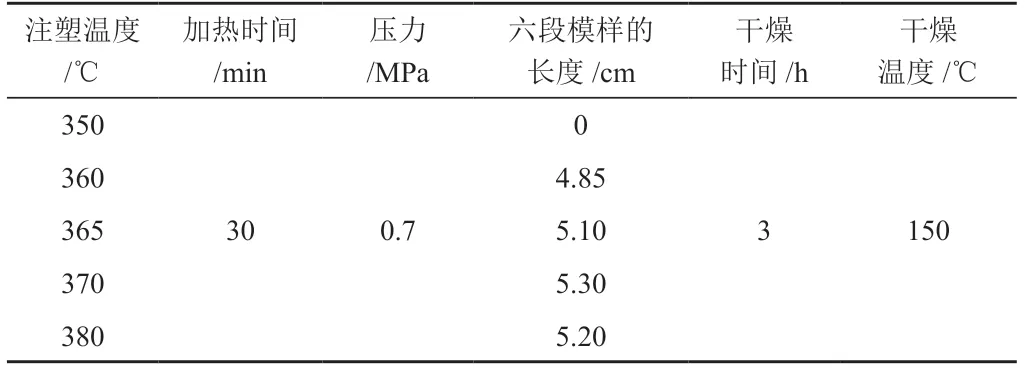
表1 长春吉大085GPEEK注塑样品长度测试结果
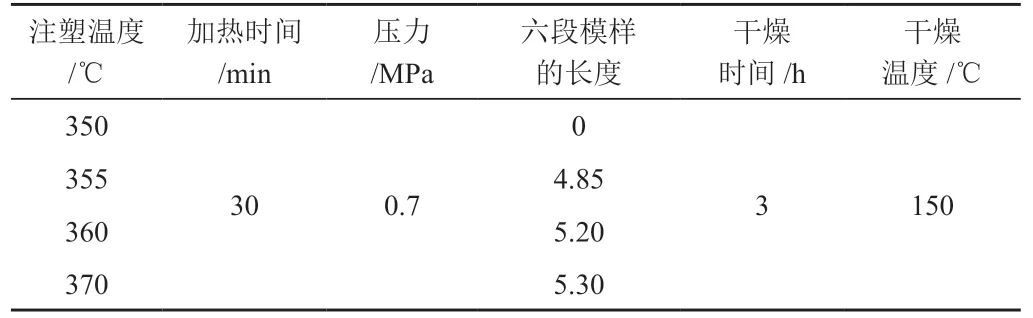
表2 威格斯90G注塑样品长度测试结果
由表1和表2可知,能够满足长度达到5cm,085G的最佳注塑温度为365℃,而90G的最佳注塑温度为360℃,因此,可以确定注塑参数,具体如表3所示:

表3 YX-IVA注塑条件
2.2 挠曲强度与挠曲模量
测试样品的挠曲强度与挠曲模量如表4所示。

表4 试样挠曲性能测试数据
由表4可知,085G试样与90G试样在挠曲性能方面较为接近,区别为前者的挠曲强度与挠曲模量均小于后者。这与90G的分子量分布比085G较为集中有关。两家产品挠曲性能均达到了ISO 20795.1—2013和ASTM F 2026—17标准的相关要求。
2.3 耐冲击强度
J0为摆式冲击实验机归零,且摆锤不带样品摆起来的值。记录能量值J0,给出系统摩擦力的一个指示。在本气动注塑样品的测试中J0为定值0.02J。测试样品的耐冲击强度如表5所示。


表5 试样耐冲击性能测试数据
由表5可知,两种产品的注塑件耐冲击强度均达到了ISO 20795.1-2013和ASTM F 2026-17标准的相关要求。长春吉大085G的耐冲击强度都比相应温度下的威格斯90G的要大。可能是因为085G产品中含有较少的填料,而90G产品中含有较多的无机填料所致。
2.4 挠曲韧性性能
本实验测出的试样挠曲韧性性能如表6所示。
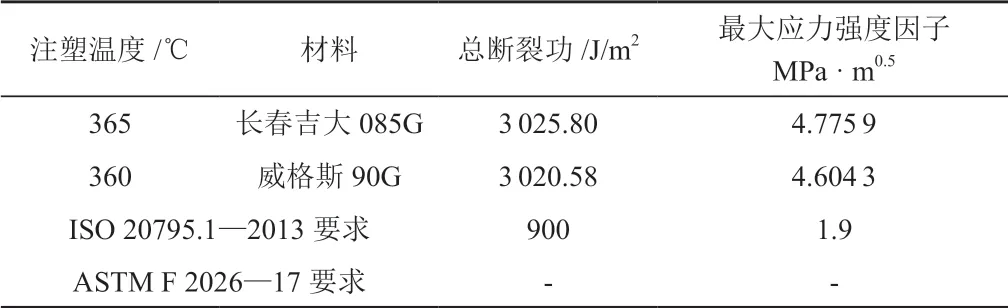
表6 试样挠曲韧性性能测试数据
由表6可知,两种产品的注塑件耐冲击强度均达到了ISO 20795.1—2013标准的相关要求。两种型号的PEEK产品的最大应力强度因子相差不大,其中085G数值稍大。
3 结论
选用的两种注塑颗粒原料,在合适的注塑条件下,制备注塑件的挠曲性能,耐冲击性能以及挠曲韧性等性能,均符合义齿基托和外科植入PEEK的国际标准。从颜色上而言,两种样品的颜色都不理想,需要改进,两者之间比较,90G的颜色较浅,改色较方便。
综上所述,两公司的产品颗粒可以用注塑的方法制备牙科修复体。