A comprehensive analysis on microstructure evolution of Mg-5.65Zn-0.66Zr alloy during hot deformation
2021-05-21QianChengLiangChenJianweiTangGuoqunZhaoLuSunCunshengZhang
Qian Cheng, Liang Chen, Jianwei Tang, Guoqun Zhao, Lu Sun, Cunsheng Zhang
Key Laboratory for Liquid-Solid Structural Evolution and Processing of Materials (Ministry of Education), Shandong University, Jinan, Shandong 250061,PR China
Received 6 October 2019; received in revised form 18 November 2019; accepted 2 January 2020
Available online 29 September 2020
Abstract
Keywords: Hot compression; Microstructure; Recrystallization; Texture; Twinning.
1. Introduction
The consumption of Mg alloys is increasing in the field of automobile and aerospace industries due to the advantages of low density, high specifi strength and easy recycling [1-3].However, the poor formability of Mg alloys at room temperature caused by the hexagonal close-packed (HCP) crystal structure and limited slip systems restricts their widespread application. The thermo-mechanical processes such as hot extrusion, hot rolling and hot forging are usually employed to produce various of Mg components. The microstructure experiences significan evolution during the thermal-mechanical processes,and it is strongly affected by the temperature,strain and stain rate, which consequently affects the fina mechanical properties. Hence, the thermal deformation behaviors of Mg alloys have attracted much interests from researchers.
In the past decades, lots of studies have been carried out to investigate the microstructure evolution of Mg alloys during hot deformation, and it was reported that the temperature, strain and stain rate greatly affected the occurrence of dynamic recovery, dynamic recrystallization (DRX), dynamic precipitation and twinning [4,5]. Wan et al. [6] studied the effects of pre-strain on twinning behaviors of an extruded Mg-Zr alloy, and found that the pre-strain was beneficia to promote the nucleation of twins inside grains. Yang et al.[7] studied the evolution of precipitates in ZK60 Mg alloy during hot deformation, and proposed that the high strain rate, high density dislocation, high shear stress and adiabatic temperature rise accelerated the precipitation and preliminary dissolution of the rod-like phases. Hadadzadeh et al. [8] developed the constitutive equation, strain hardening and strain rate sensitivity of ZK60 alloy based on the fl w behavior.Sanyal et al. [9] studied the effects of deformation temperature on DRX, texture and mechanical properties of Mg-Zn-Al alloy. Zhao et al. [10] clarifie the twinning behavior of hot extruded AZ31 hexagonal prisms during uniaxial compression.
Twinning easily takes place at the initial deformation stage of Mg alloys due to the insufficien active slip systems in HCP structure [11], and it plays important roles in the deformation behavior. Twinning can compensate for the limited operative systems by reorienting grains,resulting in the rotation of basal planes from a hard slip to a soft direction, or the accommodation of strain along c-axis [12]. Moreover, twinning and DRX usually dominate the evolution of microstructure and texture during hot deformation of Mg alloys. As is known,three types of twins can be found in Mg alloys, and they are named as {10-12} extension twins with a characteristic misorientation of 86°<-12-10>, {10-11} contraction twins with 56° <-12-10>, and {10-11}-{10-12} double twins with 38°<-12-10>[13,14]. {10-12} extension twins are recognized to occur frequently during hot deformation of Mg alloys, and they greatly affect the texture evolution and indirectly facilitate the DRX behavior [13,15,16]. The effects of {10-12}extension twins on deformation of Mg alloys were summarized by Hong et al. [17] as follows: (1) accommodation of deformation, causing a low fl w stress and strain hardening rate; (2) Hall-Petch hardening by twinning-induced variation of grain size; (3) twining texture induced by the change in activities of slips.
Besides, the non-basal slips also affect the deformation of Mg alloys. As is known, <a>or prismatic <a>slip are primary slip modes in HCP metals. However, these two slip systems only produce strain along <a>direction [18]. The activation of pyramidal <c+a>slip can enhance the deformation homogeneity by providing a strain component along <c>direction. The pyramidal slip has two modes: the first-orde{10-11}<11-2-3>mode and the second-order{-1-122}<11-23>mode. The pyramidal slip plays an essential role on the ductility of HCP metals. Kim et al. [19]. found that the pyramidal slip with both first-orde and second-order could be activated in Mg alloy, and the pyramidal dislocations formed at the boundaries of grains with [11-20] and [10-10] textures. Gallyev et al. [20] reported that the pyramidal slip was activated during high temperature deformation of Mg alloys due to the reduction of critical resolved shear stress (CRSS),which promoted the formation of high angle grain boundaries(HAGBs, >15o) and low temperature DRX. Zecevic et al.[21] studied the activity of first-orde and second-order pyramidal slips in Mg alloys, and proposed that the pyramidal slip led to the basal texture titling from normal direction.Kim et al. [22] found that the formation of shear bands was accelerated due to the DRX caused by the activation of <a>and <c+a>slips.
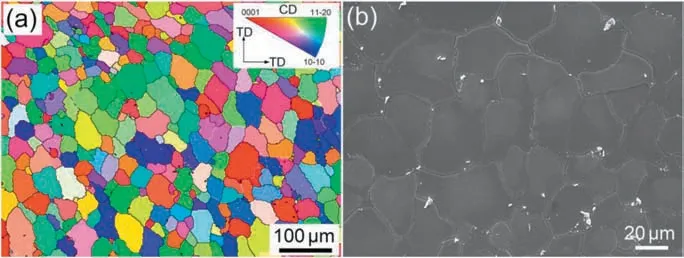
Fig. 1. (a) Grain structure and orientation, and (b) second phase of the homogenized ZK60 alloy.
Although some experimental works have been conducted to study the effects of temperature, strain and strain rate on the hot deformation behavior of Mg alloys,few of them could provide a comprehensive analysis on the microstructure evolution. In the present study, the hot compression tests were carried out by using a Mg-Zn-Zr alloy within the temperature range of 250-400 °C, strain rate range of 0.001-1 s-1, and various fina strain. The evolutions of microstructure without and with twining were respectively discussed. Moreover, The grain growth, DRX, twinning, texture and slip were investigated, and the relationships between them were clarified
2. Experiment procedures
The as-cast ZK60 Mg alloy with the chemical compositions of Mg-5.65Zn-0.66Zr (wt.%) was used as the raw material. The homogenization treatment was performed at 380 °C for 15 h, followed by air cooling. Fig. 1 shows the microstructure of homogenized ZK60 Mg alloy. An equiaxed grain structure with random distribution of orientation can be observed. The average grain size is calculated as around 26.5 μm. Moreover, small number of secondary particles locate on the grain boundaries. The particles are composed by Mg and Zn, and they should be Mg-Zn eutectic which were difficul to dissolve during homogenization. Then, the cylindrical samples with the diameter of 10 mm and the height of 15 mm were machined for hot compression test, which was carried out using a Gleeble-3500C thermo-simulation machine.In general,the hot forming processes of ZK60 alloy are performed within the temperature range of 250-400 °C, and a strain rate range of 0.001-1 s-1is usually applied [8,20,23].Therefore, the above ranges of temperature and strain rate were selected as the experimental conditions. The compression tests were divided into two groups. The firs group was conducted at the temperatures of 250 °C, 300 °C, 350 °C and 400 °C, and strain rates of 0.001 s-1, 0.01 s-1, 0.1 s-1and 1 s-1, with an identical true strain of 0.92. The second group was conducted at 300 °C and 350 °C, while the true strain varied from 0.09 to 1.6. The firs group was used to study the effects of temperature and strain rate on the microstructure evolution, while the second group focused on the effects of strain.

Fig. 2. True stress-strain curves of ZK60 Mg alloy compressed at temperature range of 250-400 °C and with the strain rate of (a) 0.001 s-1, (b) 0.01 s-1,(c) 0.1 s-1, and (d) 1 s-1.
The samples were immediately quenched into cooled water after compression tests. Then, the samples were sectioned along the compression direction (CD), and the microstructure in the center of the sectioned surface was examined.The samples for optical microscope (OM) observation were polished and then etched for 10 s using the mixture of 4.2 g picric acid,10 ml acetic acid, 10 ml distilled water, and 70 ml alcohol.Since the samples are axial axisymmetric, the other two observation directions were both set as transverse direction(TD)in electron back-scatter diffraction(EBSD)analysis.The samples for EBSD analysis were electro-polished in a solution of 800 ml ethanol,100 ml propanol,18.5 ml distilled water,75 g citric acid and 10 g hydroxyquinoline (ACII electrolyte) with the cooling of liquid nitrogen at 18 V for 40 s. Then, the EBSD analysis was conducted with a scanning step size of 1 μm, and the EBSD data was analyzed by HKL Channel 5 software.
3. Results and discussion
3.1. Flow stress behavior
Fig. 2 shows the true stress-strain curves achieved from the hot compression tests of ZK60 alloy. As is seen, both the strain hardening and softening behavior can be observed.The fl w stress increases sharply and reaches a peak point at the initial stage, and then gradually decreases. The curves shown in Fig. 2 consist of work hardening and softening stages. The work hardening is mainly caused by dislocation,particle pipe-up and twining, and it is the main phenomenon at the initial deformation stage. With the increase of strain,the stored energy meets the requirement of CRSS.Then,DRX is initiated and the slope of stress-strain curves is decreased.It should be pointed out that the curves cannot reach a steady stage even at high strain level, which will be discussed in the latter section.

Fig. 3. Optical microstructure of the compressed samples with a true strain of 0.92 and a reduction of 60%.
Fig. 3 shows the optical microstructure of the compressed samples with a reduction of 60%, corresponding to a true strain of 0.92.As is seen,if the fina strain is fi ed at 0.92,the partial DRX occurs in all of the samples, and none of them achieves a complete DRXed grain structure. The fin DRXed grains locate along the boundaries of initial grains, leading to the formation of a necklace structure. Moreover, both the size and fraction of DRXed grains increase with the increase of deformation temperature. In contrast, the higher strain rate results in smaller size and fraction of DRXed grains. A deep analysis about the effects of deformation parameters on the grain structure will be discussed in the latter section.
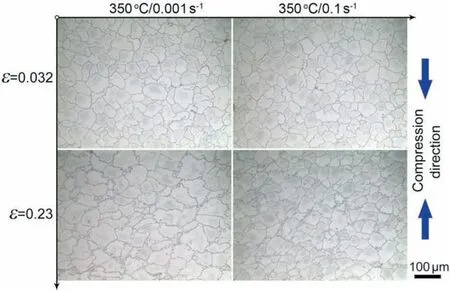
Fig. 4. Optical microstructure of the samples compressed with the strain of 0.032 and 0.23,and at the conditions of 350°C/0.001 s-1 and 350°C/0.1 s-1.
3.2. Analysis of microstructure evolution without twinning
To further study the microstructure evolution, the hot compression tests were conducted with various fina strain. This section aims to analyze the microstructure evolution without the formation of twins. The relatively high temperatures and low strain rates such as 350 °C/0.001 s-1and 350 °C/0.1 s-1were selected for examination, since the twins were difficul to form under these conditions. The true strain of 0.032,0.23, 0.33, 0.92 and 1.6 was selected from the curves of 350 °C/0.001 s-1and 350 °C/0.1 s-1for examination. The optical microstructures of samples with low strain levels such as 0.032 and 0.23 are firstl shown in Fig. 4. For both curves,almost no DRXed grain can be found when the strain is as low as 0.032, while some DRXed grains appear when the strain increases to 0.23. Although the twins can easily form during the work hardening stage of Mg alloys, they are not found in the samples shown in Fig. 4. It indicates that the deformation conditions of 350 °C/0.001 s-1and 350 °C/0.1 s-1cannot meet the values of CRSS of twins. Hence, the dominant deformation mechanism should be slip and DRX, which will be the main focus of this section.
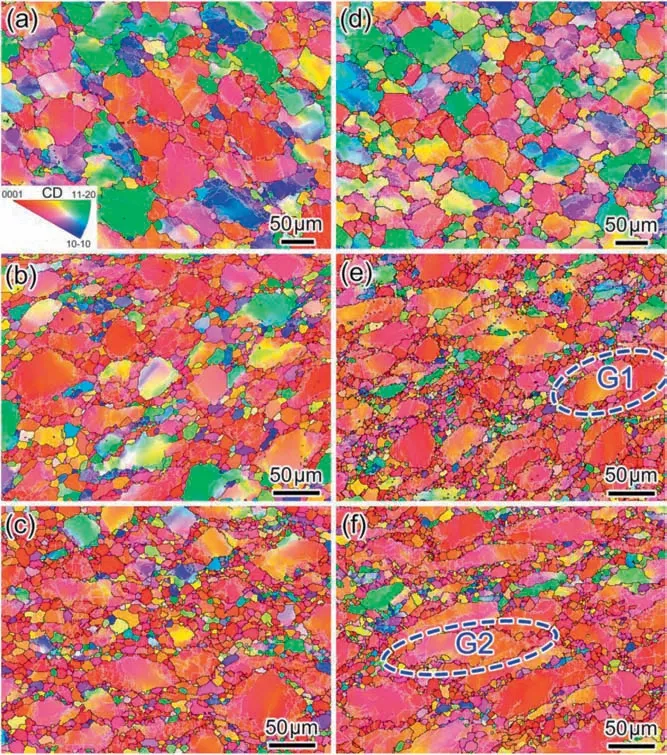
Fig. 5. EBSD maps of the samples compressed at 350 °C/0.001 s-1 with the strain of (a) 0.33, (b) 0.92, (c) 1.6, and at 350 °C/0.1 s-1 with the strain of (d) 0.33, (e) 0.92, (f) 1.6.
The previous studies have reported the mechanisms of DRX in Mg alloys, such as the discontinuous DRX (DDRX),continuous DRX (CDRX), twinning induced DRX (TDRX)and particle-stimulated nucleation(PSN),and the DRX mechanisms were affected by the deformation conditions and the second phases [4,24,25]. It was reported that CDRX was the dominant mechanism during hot compression of ZK60 alloy [20,26]. Fig. 5 shows the EBSD maps at the conditions of 350 °C/0.001 s-1and 350 °C/0.1 s-1with the relatively high strain levels of 0.33, 0.92 and 1.6. It is obvious that large number of low angle grain boundaries (LAGBs, 2~15o)formed inside the deformed grains, which is an evidence of the CDRX. The continuously increase of DRX fraction with the increase of strain can be easily found in Fig. 5. As shown in Fig. 5(a) and 5(d), few DRXed grains can be observed at the strain of 0.33, which indicates the beginning of DRX,while more DRXed grains appear with the increase of strain.When the strain reaches 1.6, the DRX fraction of 0.001 s-1with 48.7% is higher than that of 0.1 s-1with 27.6%, as shown in Fig. 5(c) and (f). Moreover, most of the grains rotate during hot compression to form a preferred orientation that the c-axis tends to be parallel with CD. Besides, at the strain rate of 0.001 s-1and strain of 0.33, some of the grains have the size even larger than 100 μm, which is also much larger than the grain size of the homogenized billet, as shown in Fig. 5(a). It indicates that an obvious grain growth occurred at the strain rate of 0.001 s-1due to the long deformation time. In contrary, as shown in Fig. 5(d), the grain size with strain rate of 0.1 s-1and strain of 0.33 is similar with that of the homogenized billet. This phenomenon can be explained by the following two aspects. Firstly, the grain growth is related to the deformation time, and high strain rate brings short time for grain growth. Secondly, high strain rate produces more dislocations at grain boundaries, resulting in the strong pinning effects on the migration of grain boundary.
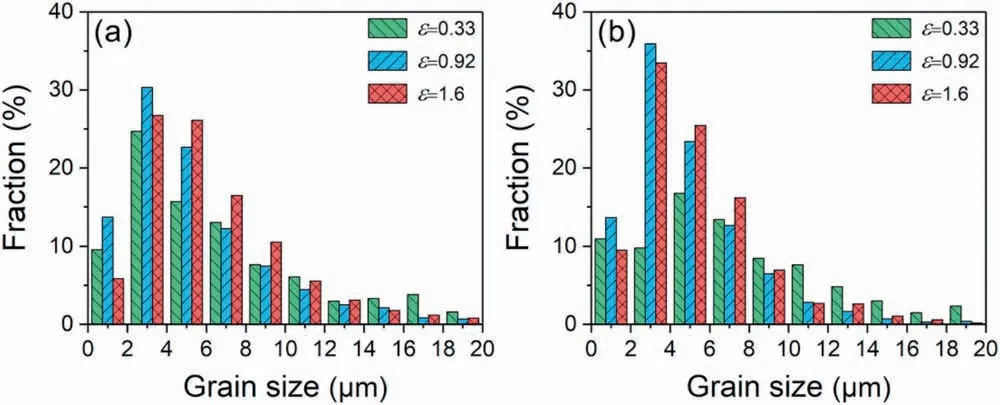
Fig. 6. Size distribution of DRXed grains in samples compressed at (a) 350 °C/0.001 s-1 and (b) 350 °C/0.1 s-1.
The grain orientation spread (GOS) angle with a threshold value of 5owas set to identify the DRXed grains [27], and the size distribution of the DRXed grains is shown in Fig. 6.As is seen from Fig. 6(a), the number fraction of grains less than 5 μm is 44.08% at the strain of 0.92, while it is 32.58%at the strain of 1.6. In contrary, the number fraction of grains with the size of 5-10 μm is 42.35% at the strain of 0.92,while it is 53.10% at the strain of 1.6. It indicates the growth of DRXed grains, which can be illustrated by a dynamic balance between the storage and annihilation of dislocations[28]. DRX is a discontinuous process that alternates between the storage of strain energy and the formation of recrystallized grains. Hence, the growth of DRXed grains might attribute to the fact that the storage energy is continuously consumed to a relatively low level, resulting in the absence of more DRXed grains. Then, with the increase of strain, the DRXed grains continuously swallowed the other fin grains, and the grain growth took place. Fig. 6(b) shows the samples compressed at a relatively high strain rate of 0.1 s-1. As is seen, the grain size distribution varied slightly with the increase of strain from 0.92 to 1.6, which indicates a steady state of DRX. One important reason for the steady DRX is the high deformation temperature, which is one of the most important factor on determining the size of DRXed grains. The deformation temperature is strongly affected by the level of strain rate. At low strain rate, there is sufficien time for samples to dissipate the deformation heat to environment, and the temperature is kept at a relatively stable level.At high strain rate,large amount of heat is generated due to the severe deformation, and it cannot dissipate during a short time, which results in an obvious temperature rise. In the present study, when the strain rate is 0.1 s-1, the whole compressing process is around 16 s, and the heat induced by plastic deformation cannot dissipate in such a short time. Hence, it can be regarded as a process of adiabatic compression, and the temperature of sample continuously increases with the increasing strain. The temperature rise can be estimated by the following formula [29,30]:

where ΔT is the change of temperature, η with the value of 0.5 is the adiabatic correction factor,∫ε0 σdεis the area under the true stress-strain curve, ρ with the value of 1.8×10-6kg/mm3is the density, Cpwith the value of 1.3 kJ/kg·K is the specifi heat capacity, and β with the value of 0.95 is the fraction of mechanical work transformed to heat with the remaining fraction going to microstructure evolution. The calculated results about the temperature rise during the compression of 350 °C/0.1 s-1is shown in Fig. 7.It is obvious that the strain of 0.92 corresponds to a temperature rise of 14 °C, while the strain of 1.6 brings the temperature rise of 23 °C. With the increase of strain,more DRXed grains are formed due to the large amount of dislocation energy under the condition of high strain rate.However, high strain and high strain rate also causes an obvious temperature rise, which enhances the degree of grain growth. Hence, due to the combined aforementioned effects,a relatively steady distribution of grain size with the increase of strain is observed in Fig. 6(b).
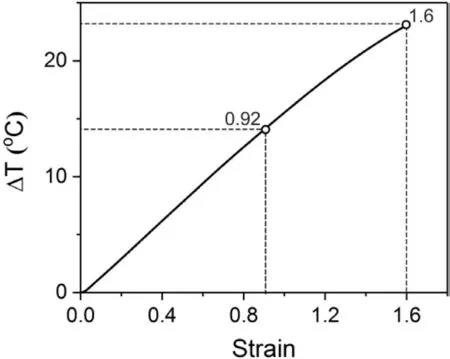
Fig. 7. Calculated temperature rise during the hot compression at 350 °C/0.1 s-1.
Fig. 8 shows the (0001) and (10-10) pole figure of the samples compressed at the conditions of 350°C/0.001 s-1and 350 °C/0.1 s-1. It is obvious that both the strain and strain rate strongly affect the texture, and the texture becomes obvious with the increase of strain. More specificall , the grain orientation is more concentrated on CD, indicating the formation of basal texture. However, the texture intensity varies between the samples with different strain rates. With the increase of strain at 0.001 s-1, the texture intensity firstl increases and then decreases. In contrary, with the increase of strain at 0.1 s-1, the texture intensity continuously increases.Many reports indicated that the orientation of recrystallization grains was disordered, and the occurrence of recrystallization weakened the basal texture [31,32]. As discussed above, the low strain rate of 0.001 s-1facilitates the occurrence of DRX,while the high strain rate of 0.1 s-1reduces the DRX fraction. In order to verify this conclusion, the pole and inverse pole figure of the DRXed grains in Fig. 5(c) are taken out,and the results are shown in Fig. 9. It can be seen that the DRXed grains exhibit random orientations, and most of them deviate from CD, which can decrease the strength of basal texture.

Fig. 8. (0001) and (10-10) pole figure with the strain of 0.33, 0.92 and 1.6 compressed at 350 °C/0.001 s-1 and 350 °C/0.1 s-1.
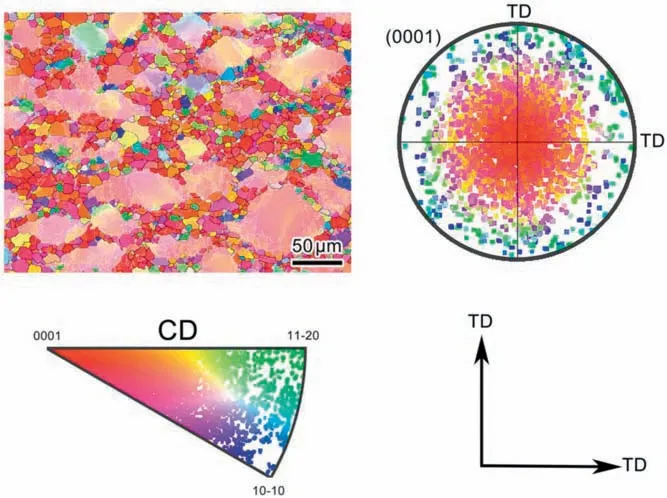
Fig. 9. EBSD map, (0001) pole figur and inverse pole figur of the DRXed grains shown in Fig. 5(c).
In addition, the split of basal texture is observed in all(0001) pole figures as shown in Fig. 8. This kind of phenomenon has been reported by previous studies that the split of basal texture occurred during hot compression and hot rolling processes [33,34]. In order to provide an in-depth discussion, three peaks close to CD are taken out from the(0001) pole figur with strain of 0.92 at the condition of 350 °C/0.001 s-1, and then the corresponding (0001) and(10-10) pole figure are shown in Fig. 10. It is seen that the strongest peak point of P1 corresponds to large unDRXed grains. The weakest point of P2 corresponds to the small deformed grains, while P3 corresponds to most of the DRXed grains. The pole figure of three peak points are belonged to {0001} or {0001}<11-20>basal texture. It is also seen from Fig. 8 that the {0001}<11-20>texture appears in the basal texture of {0001}. The possible reasons for the split of basal texture are attempted to explain as follows. Firstly, the addition of Zn and Zr elements can change the c/a value of HCP alloy. The value of c/a strongly affects the slip system.It was reported that the basal texture in both pure Zn and pure Zr would split during rolling, where Zn split along RD and Zr split along TD[35,36].These finding are similar with the results shown in Fig. 8, in which TD direction is split.Secondly, the pyramidal <c+a>slip might cause the split of basal texture. It was reported that the pyramidal slip caused the split of basal texture during rolling of ZK60 alloy, which was the main reason for the weakening of basal texture [37].Moreover, the combination of basal {0001}<11-20>slip and pyramidal {-1-122}<11-23>slip in Zn would result in the textures with basal poles titled away from CD towards the deformation direction [35]. The third reason is that the random orientation of DRXed grains weakens the basal texture.Hence, if another preferred orientation appears, the basal texture will be split.
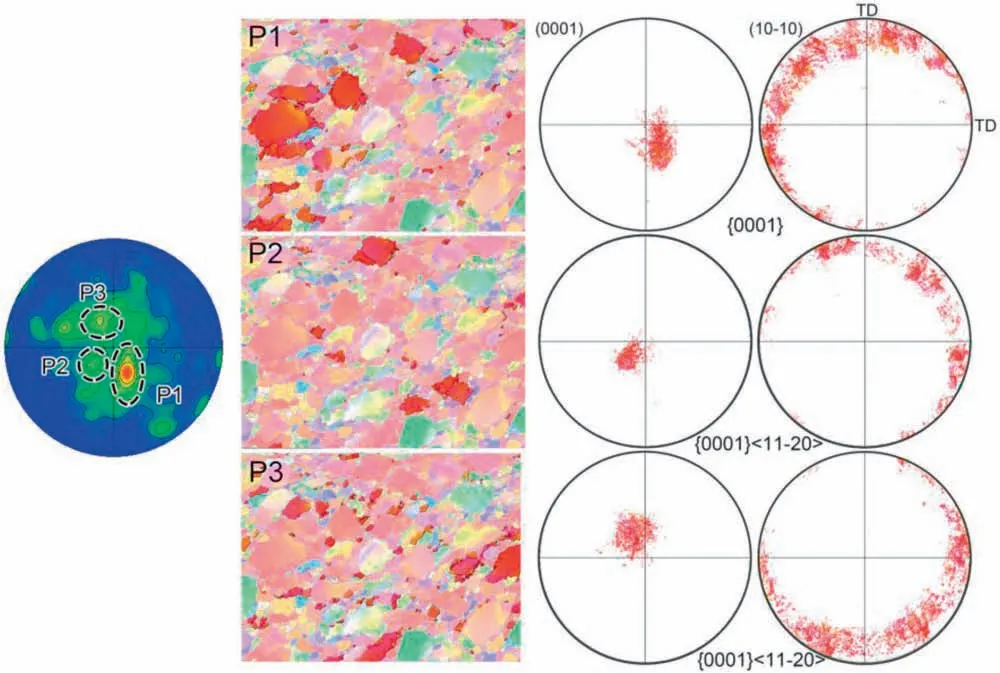
Fig. 10. (0001) and (10-10) pole figure of three peak points.
Since the large unDRXed grains correspond to the deviated point with highest intensity in (0001) pole figures two typical unDRXed grains were selected from Fig. 5(e) and 5(f) to further study the influenc of pyramidal slip on basal texture. Fig. 11 shows the grain orientation, pole figure and Schmid factor (SF) maps of the unDRXed grains of G1 and G2, which correspond to the strain of 0.92 and 1.6, respectively. The SF values are classifie into high level (>0.3) and low level (<0.3). It is observed from the EBSD maps that both of these two grains consist of red and yellow regions.When the strain increases to 1.6, some purple regions appear in G2. Based on the inverse pole figure the yellow and purple regions approach the <10-10>and <11-20>directions,respectively. When the strain is as high as 1.6, the appearance of purple region implies that large unDRXed grains have a new tendency to deviate from CD,and the orientation of basal texture is further weakened.Moreover,it is observed that both the pyramidal <c+a>and prismatic <a>slips exhibit high SF values in G1 and G2. It means that the basal slip cannot meet the requirement of plastic deformation, and the pyramidal and prismatic slip systems should be activated. It has been mentioned that when compression reduction is increased,the contribution of basal and prismatic slips on deformation along CD becomes slight. Hence, the pyramidal slip must be activated to make a further deformation [35]. In addition, the occurrence of pyramidal slip is also related to the temperature. The CRSS of pyramidal slip decreases with the increase of temperature, resulting in the easy activation of slip system. It was reported that at high temperatures of 350 °C, the basal slip, pyramidal slip and non-basal cross slip could be found in the original grains of ZK60 alloy [20]. Moreover, it is found that the SF value of pyramidal <c+a>II slip expands to a broad range of 0.2-0.5 at high strain of 1.6, which implies that the pyramidal <c+a>II slip becomes more active.
As discussed above, the pyramidal slip is an important factor on the split of basal texture. The mechanism can be explained by the rotation of grains during compression. It is well known that the slip plane of grain should rotate during hot compression. If there is only one grain, the grain will deform along the slip direction. However, the existence of surrounding grains or the grain itself restricts the radial deformation. As a result, when the grain is subjected to the force along CD direction, the grain rotation must occur to accommodate the deformation. When the pyramidal slip takes place, the rotation of c-axis can be offset, ensuring a continuous slip. Therefore, the direction of c-axis of the rotating grain deviates from CD. When the grain rotates to a certain angle from the basal plane,the new orientation has an adverse effect on the continuation of pyramidal slip. The orientation after rotation is similar with the state at the initial stage of compression, and then the basal slip will be activated again.As shown in Fig. 11, the change of SF values of basal slip from G1 (ε=0.92) to G2 (ε=1.6) can well explain this phenomenon, and it is reflecte that there is a close relationship between the basal slip and the pyramidal slip in grain rotation. Thus, it is assumed that these two slips at high strain condition will be active alternatively. When the basal slip is not easy to take place, the grain rotation occurs through pyramidal slip.When the grain begins to rotate,its orientation can meet the favorable condition of basal slip, and the basal slip will be activated. Moreover, the revolving of grain around c-axis can be observed, as indicated in the EBSD maps of Fig. 11. During hot compression process, the stress along TD can active the prismatic slip, which causes the grain rotation around c-axis. The combination of c-axis deviating from CD and grain revolving around c-axis causes the split of texture deviating from CD with certain angle. Hence, the pyramidal slip is likely to be an important factor for the split of basal texture.

Fig. 11. EBSD analysis of the unDRXed grains G1 and G2. Basal <a>: {0001}<11-20>, Prismatic <a>: {10-10}<11-20>, Pyramidal <c+a>I: {10-11}<11-2-3>, Pyramidal <c+a>II: {-1-122}<11-23>.
3.3. Analysis of microstructure evolution with twinning
Due to the limited slip systems in Mg alloys, twinning has been theoretically and experimentally proven to be an important mechanism responsible for the plastic deformation[38]. Low temperature and high strain rate are usually beneficia for the formation of twins. Hence, in order to analyze the microstructure with the formation of twins, the curve of 300 °C/1 s-1was selected for examination. The hot compression tests were conducted with the strain of 0.09, 0.13 and 0.25. Fig. 12 shows the EBSD maps, twinning and distribution of misorientation angle.It is observed that plenty of twins and nearly no DRXed grain exist at the strain of 0.09. The fractions of DRX in Fig. 12(a)-(c) are calculated as 0.68%,2.29%, and 9.38%, which indicates that the fraction of DRX increases with the increasing strain. However, it is obviously observed from Fig. 12(d)-(i) that the number of twins decreases with the increasing strain. Moreover, the fraction of misorientation angle less than 10oalso increases, which is caused by slip. The peaks in Fig. 12(g)-(i) around 86° correspond to the {10-12} extension twins, and these peaks decrease with the increase of strain. When the strain reaches 0.25, most of the grains have been reoriented by the twins,and only few grains still retain the original orientations. It was reported that the plastic deformation of Mg alloys at low strain condition was dominated by twinning and grain rotation,which resulted in the twin platelets at grain cores and the distortion zones at grain boundaries [15-17]. When the strain rate becomes higher,twinning becomes more extensive due to the limited time in which the dislocation slip can occur [39].Different from the extruded Mg alloy with lots of extension{10-12} and contraction {10-10} twins [13], large number of extension twins and few contract twins are observed in the present study. Almost all of the {10-12} twins form in grains with <10-10>and <11-20>orientations, which agrees well with the study of Cho et al. [25]. Besides, the fraction of twins in grains with <11-20>orientation is higher than that in grains with <10-10>orientation, indicating that the propagation rate of twinning depends on the grain orientation.
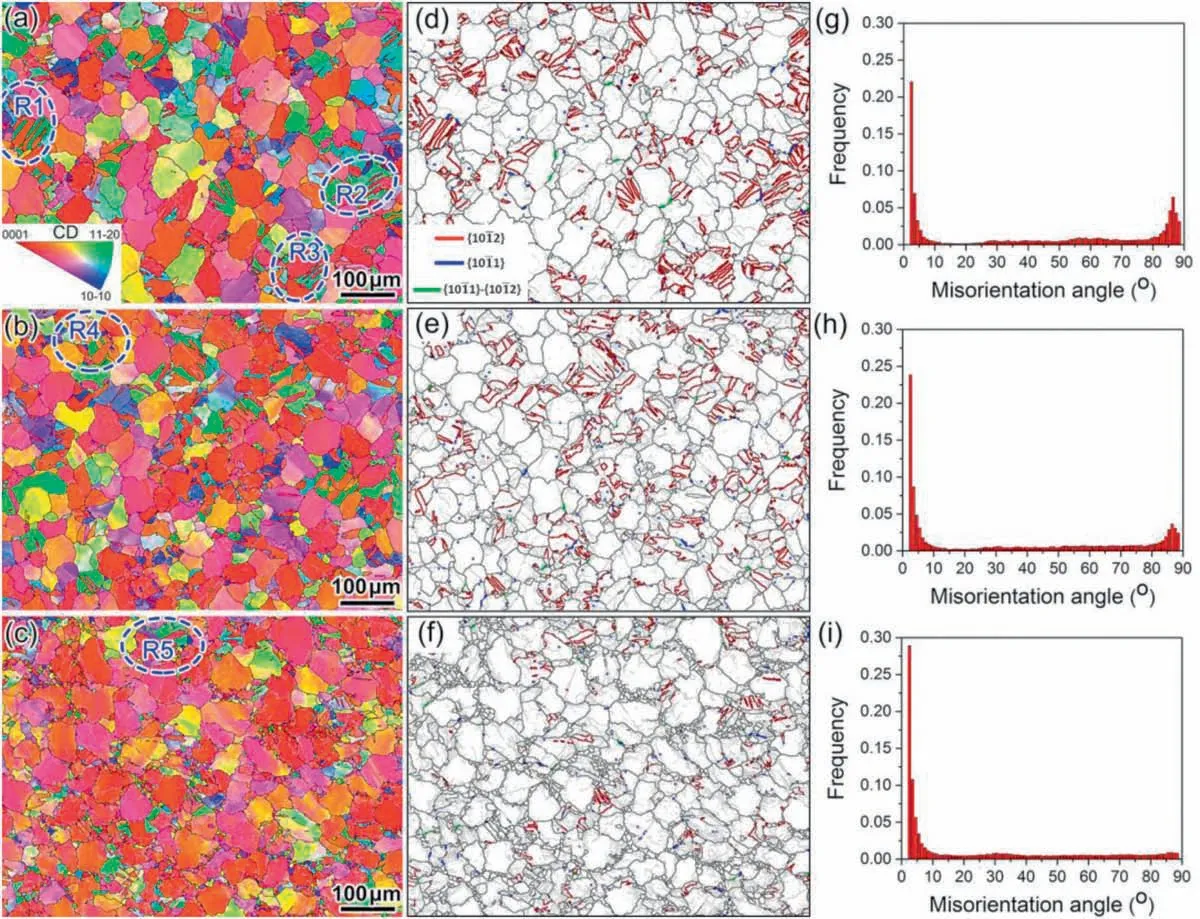
Fig. 12. EBSD maps, twinning, and distribution of misorientation angle in samples compressed at 300 °C/1 s-1 with the strain of (a) (d) (g) 0.09, (b) (e) (h)0.13 and (c) (f) (i) 0.25. The angular deviation used to identify the twin boundaries is within 5o of the ideal values.
It is observed from the EBSD maps shown in Fig. 12 that the orientation of twins is almost parallel with CD, which implies that the twins contribute to the rotation of grains at the early deformation stage. Actually, during rolling or compression process,twins reorient the basal plane nearly perpendicular to loading direction,leading to a reorientation of the lattice of 86° [11]. Furthermore, with the increase of strain, lots of DRXed grains formed at the zones with twins, indicating that the twins should be related to the nucleation of recrystallization. In order to illustrate the effects of {10-12} twins, the relationships between twins, parent grains and DRXed grains are discussed. Three typical regions of R1, R2 and R3 are selected from Fig. 12(a), and the EBSD analysis is shown in Fig. 13. The {10-12} twins can be found in all of the grains,and the parent grains are greatly consumed by twins. The(0001) pole figure and inverse pole figure exhibit that the orientation of twins are nearly parallel with CD, which means that the twins contribute to the formation of basal texture at the early deformation stage.
Fig. 14 shows the texture evolution with the increase of strain at the condition of 300 °C/1 s-1. The basal texture is clearly observed from the pole figure of all samples, and the intensity increases from 5.73 to 7.9 with increasing the strain from 0.09 to 0.25. However, comparing with Fig. 8 without twins,the basal texture forms earlier when the strain rate is as high as 1 s-1. This phenomenon can also be found by comparing Figs. 5 and 12. Fig. 5(a) shows that many grains with original orientation are remained at the strain of 0.33, while Fig.12(c)shows that only few grains with original orientation exist at the strain of 0.25. It indicates that the {10-12} twins contribute to the fast formation of basal texture. As shown in Fig.12(a),plenty of{10-12}extension twins form in the original grains with <10-10>and <11-20>orientations, leading to the rotation of these grains. Finally, the c-axis of theses grains rotate to an angle almost parallel with CD. Besides,the peak point in the pole figur of the sample compressed at 300 °C/1 s-1with strain of 0.13 was analyzed, as shown in Fig. 15. The deviation between the peak point and CD is around 19o, which is caused by the rotation of {10-12} twins.Moreover, the deviated peak point contains some integrated grains caused by basal slip. The above facts indicate that the formation of basal texture is attributed to the twins and basal slip.
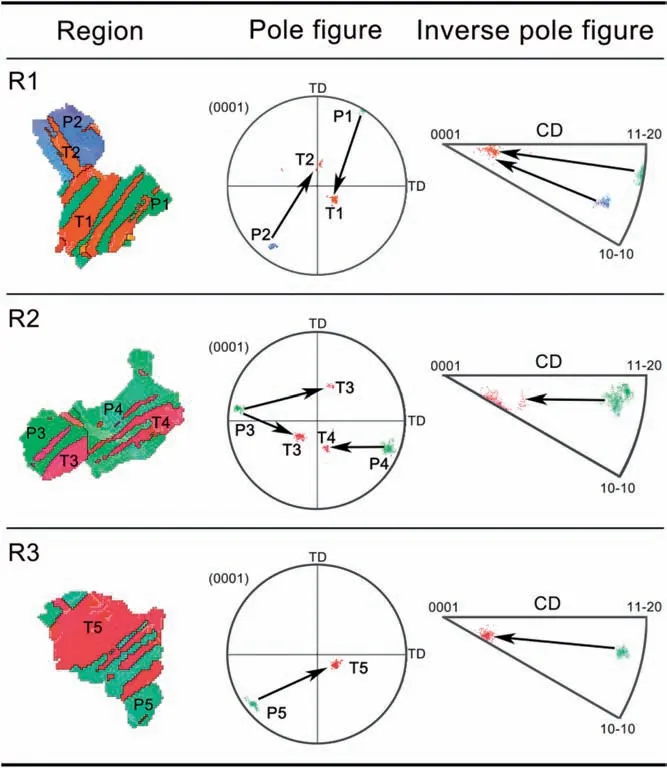
Fig. 13. (0001) pole f gures and inverse pole f gures of regions R1, R2 and R3.
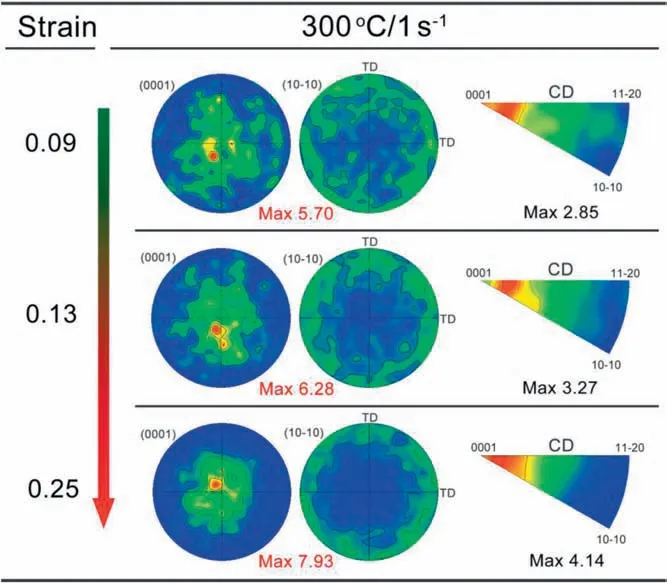
Fig. 14. (0001), (10-10) pole figure and inverse pole figure of samples compressed at 300 °C/1 s-1.

Fig. 15. EBSD map, (0001) pole f gure and inverse pole f gure of peak point in sample compressed at 300 °C/1 s-1 with the strain of 0.13.
In order to demonstrate the DRX induced by {10-12}twins, three typical regions of R1, R4 and R5 were selected from Fig. 12(a), 12(b) and 12(c) respectively for further analysis. The maps and distributions of SF for basal <a>, prismatic <a>, pyramidal <c+a>I and II slip systems are presented in Fig. 16. In these regions, the number of DRXed grains increases when the strain increases from 0.09 to 0.25,and almost all of them formed near the twin boundaries.Meanwhile, R4 and R5 have high-density LAGBs. These two factors indicate that the DRXed grains may form on the interaction boundaries of extension twins and slips [40]. It was reported that the formation of extension twins was closely related to the operative slips [41,42], and it affected the DRX behavior of Mg alloy during hot deformation process. As is seen from Fig. 16, the SF value of basal slip is low in the twining region, indicating that the basal slip is not active.However, the SF values of non-basal slips are very high in twining region, which means that the non-basal slips are active. Some researchers have studied the effects of non-basal slip on the DRX behavior of Mg alloys [42-44]. Lu et al.[42] found that <a>and <c>dislocations from the decomposition of <c+a>intersected with the twin boundaries,which was helpful on accumulating dislocations and formation of DRXed grains. Sanjari et al. [43] reported that the climb or cross-slip of dislocations could be facilitated by the activity of prismatic <a>slip at high temperature, which was necessary for the rearrangement of dislocations into cell and sub-grain boundaries. Yoo et al. [44] proposed that the<c+a>screw dislocations could cross slip from a prismatic plane to a pyramidal plane, and the rearrangement of dislocations caused the formation of network with LAGBs.Hence,in the present study, the twins with non-basal slips are regarded as important factors that facilitate the occurrence of DRX.
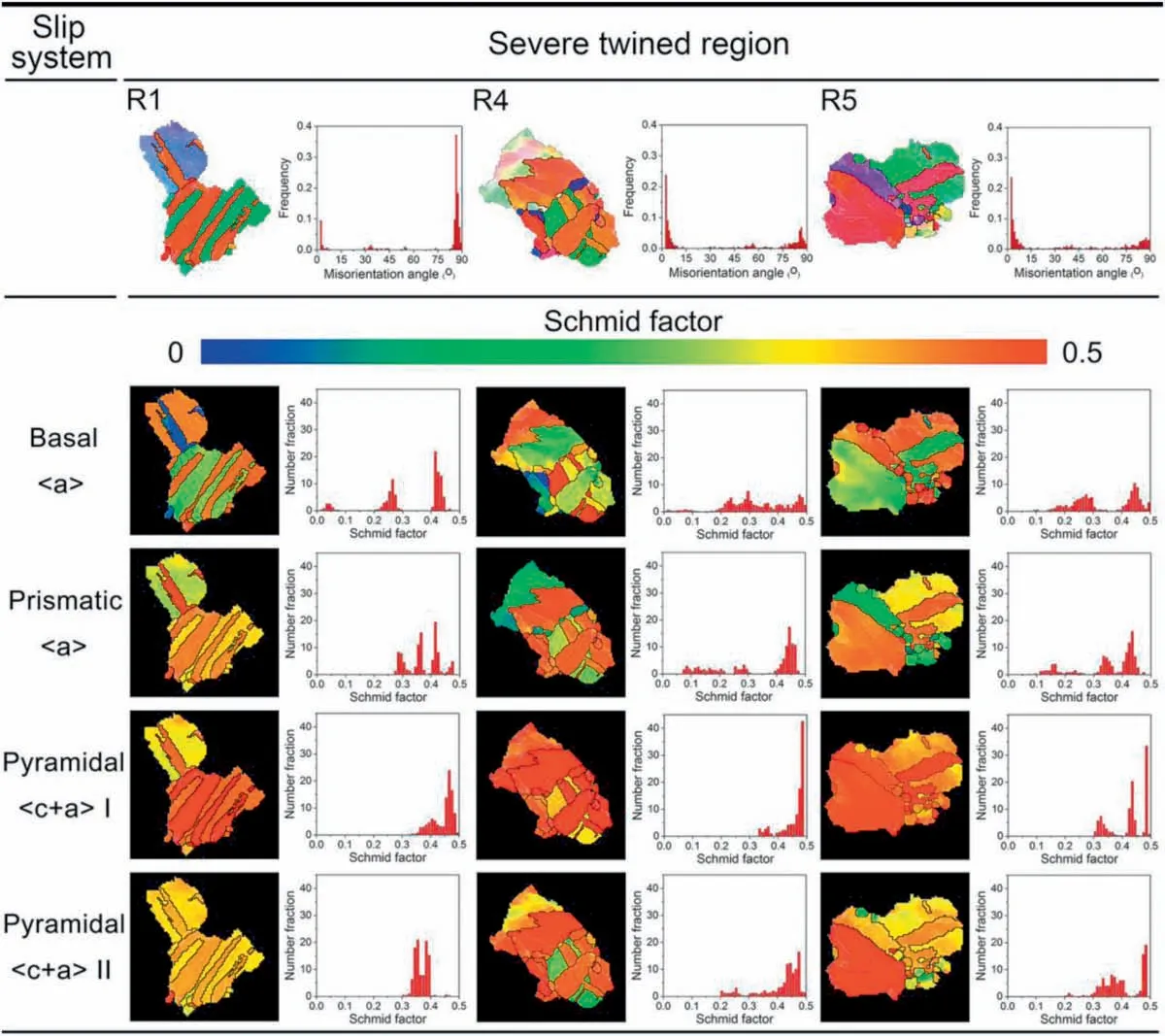
Fig. 16. EBSD analysis of regions R1, R4 and R5.
4. Conclusions
The hot compression tests were conducted to study the microstructure evolution of ZK60 Mg alloy.Based on the OM images and EBSD analysis, the main conclusions are drawn as follows.
(1) The fl w stress increases sharply to a peak point at the initial stage, and then gradually decreases. High temperature and low strain rate result in the decrease of fl w stress. The deformation parameters such as temperature, strain and strain rate significantl affect the microstructure features. Overall, high temperature, high strain and low strain rate increase the DRX fraction,although the complete DRX is not achieved in the present experiments. In addition, the low temperature and high strain rate are beneficia for the formation of twins.
(2) The twins are not formed at the conditions of 350 °C/0.001 s-1and 350 °C/0.1 s-1. The growth of DRXed grains is obvious at low strain rate of 0.001 s-1,which should be caused by a dynamic balance between the storage and annihilation of dislocations. However,DRX tends to be steady at a high strain rate of 0.1 s-1,due to the combined effects of more deformation heat and fast accumulation of dislocation. The split of basal texture was observed in all samples. The pyramidal<c+a>slip with high SF value is active in large deformed grains,which corresponds to the peak split point in (0001) pole figure indicating the activity of pyramidal slip. The rotation of grains was proposed to explain the relationship between the pyramidal slip and the split of basal texture.
(3) The {10-12} extension twins are formed during the compression at the condition of 300 °C/1 s-1, and the number of twins decreases with the increase of strain.The twins contribute greatly to the fast formation of basal texture and grain rotation at the early deformation stage. Moreover, the non-basal slips are active in twining region, which can facilitate the nucleation of DRX by climbing and intersecting of prismatic and pyramidal slips.
Acknowledgments
The authors would like to acknowledge the financia support from National Natural Science Foundation of China(51875317), Key Research and Development Program of Shandong Province (2019GGX104087), and National Natural Science Foundation of Shandong Province (ZR2019QEE030).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Mechanism of Mn on inhibiting Fe-caused magnesium corrosion
- An efficien and comparative adsorption of Congo red and Trypan blue dyes on MgO nanoparticles: Kinetics, thermodynamics and isotherm studies
- Twin recrystallization mechanisms in a high strain rate compressed Mg-Zn alloy
- Corrosion behaviour and cytocompatibility of selected binary magnesium-rare earth alloys
- Correlation between test temperature, applied load and wear transition of Mg97Zn1Y2 alloy
- Residual stress and precipitation of Mg-5Zn-3.5Sn-1Mn-0.5Ca-0.5Cu alloy with different quenching rates