碳基复合材料模压双极板研究进展
2021-05-19冯利利李吉刚汤思遥杜军钊李彤岩李星国
冯利利,陈 越,李吉刚,汤思遥,杜军钊,李彤岩,李星国
1) 中国矿业大学(北京)化学与环境工程学院,北京 100083 2) 北京华胜信安电子科技发展有限公司,北京 100085 3) 北京大学化学与分子工程学院, 稀土材料化学及应用国家重点实验室,北京分子科学国家实验室,北京 100871
质子交换膜燃料电池(Proton exchange membrane fuel cells,PEMFCs)是消耗氢气和氧气,将化学能直接转化为电能的新型发电系统[1],无需像锂电池那样需要充电才可发电[2],且废旧电池中重金属含量少,废弃后比锂离子电池易于回收,对环境造成的影响更小[3]. PEMFCs发电过程不经过热机过程、不受卡诺循环限制,理论能量利用率达85%~90%[4],实际效率达65%[5],远高于传统燃油汽车21%的能量利用率[6],而且产物仅为水,相对于水电、火电、核电等传统发电方式,具有高效、绿色无污染等优势. 双极板在电堆中的重量占比约为70%~80%,成本占比约为25%~40%[7–8],其通过气体流道分配反应气体,导出反应产物水,在电池中起传输电子,提供机械支撑的作用[9–10].
双极板根据制备材料的不同分为金属双极板、石墨双极板和复合双极板[11–12]. 金属板材经冲压形成带流道的双极板称为金属双极板,其通过表面改性获得保护涂层,但在长期(>1000 h)严苛工作条件下,涂层会被腐蚀失去保护作用[1]. 石墨双极板为高密度的石墨在高温高压下石墨化并经机械加工形成气体流道的一种双极板,其寿命较长,但石墨较脆,加工工艺要求高,制备难度与成本较高[12–13]. 复合双极板由树脂混合石墨粉(Graphite,G)和增强材料形成预浸料后注射或模压一次成型[14],综合性能好,有较好的导电性能、防腐性能以及抗弯抗压等机械性能[15]. 在复合双极板制备中,模压成型较注射成型工艺应用更广,主要利用液压机与模具,对混合均匀的导电填料与树脂的混合物进行加热加压,加速树脂固化和物料塑形,脱膜得到指定形状及流道的双极板[16].模压工艺所需设备简单,对物料流动性要求低,制备的双极板密度高、尺寸精准、收缩小、性能好[17].此外,流道在模压过程中直接成型,无需机械加工程序,可批量化生产,生产周期短,生产效率高[18].
目前,国内复合双极板制备技术尚不成熟,主要原因在于原料配方未完全实现国产化,无法大批量流水线生产,成本较高[19]. 因此,寻找低成本的原材料、优化原料配比及加工条件、缩短加工周期,仍是当前人们研究的重点[20]. 碳基复合材料双极板是近年来研究较多的一类复合双极板,它弥补了纯石墨双极板脆性大、机械性能差的缺点[21],但导电性不如石墨双极板;比金属双极板更耐腐蚀,气密性却没有金属双极板好;其以石墨为主要导电填料,炭黑(Carbon black,CB)、金属粉末为辅助导电填料,碳纤维(Carbon fiber,CF)、碳纳米管(Carbon nanotubes,CNTs)等为增强材料,配合热固性或热塑性树脂[22]黏结剂与化学助剂,在加热加压的条件下模压成型. 所用的黏结剂中,热固性树脂通常较热塑性树脂具有更高的强度、抗蠕变性和较低的韧性[23],在高温下工作的热稳定性更高[24],其中酚醛树脂(Phenol formaldehyde resin,PF)、环氧树脂(Epoxy resin,EP)和乙烯基酯树脂(Vinyl resin,VER)较为常用. 本文主要综述以酚醛树脂、环氧树脂和乙烯基酯树脂为黏结剂的树脂/石墨复合双极板及炭黑、碳纤维、碳纳米管增强复合双极板的研究进展,重点总结原料种类、配比和成型工艺条件(温度、压力、时间)对双极板性能的影响,最后梳理复合双极板的产业化现状,指出国内外主要双极板研发企业面临的问题,对复合双极板的发展方向进行展望.
1 树脂/石墨复合双极板
1.1 酚醛树脂/石墨复合双极板
石墨常用作复合双极板的导电填料,分为人造石墨和天然石墨,按形状又可分为片状和块状.膨胀石墨(Expanded graphite,EG)是由天然鳞片石墨经插层、水洗、干燥、高温膨化得到的一种疏松多孔的蠕虫状物质,保留了天然石墨本身的耐腐蚀、自润滑等优良性能,比天然石墨更柔软、吸附性更高,因而近年来广泛用于复合材料双极板[25].酚醛树脂合成工艺成熟,耐酸性能良好,耐热性高,价格低廉,常用作复合双极板的黏结剂. 为了优化酚醛树脂/石墨复合双极板的工艺配方,人们研究了石墨种类、用量对复合双极板性能的影响.Yao等[26]分别以合成石墨、天然石墨和膨胀石墨与酚醛树脂制备复合双极板,研究发现酚醛树脂/膨胀石墨复合双极板的性能最佳,归因于酚醛树脂能够浸入到膨胀石墨中,形成均匀的纳米复合结构而不产生分层. Kang等[16]研究表明复合双极板的抗弯强度随着块状石墨粒径的减小而升高,但电导率随之降低,块状石墨之间通过点接触连接,而片状石墨则通过面接触连接,更容易形成导电网络,有利于电子传输. 阴强等[27]通过正交实验发现石墨含量对复合材料的导电率与弯曲强度影响显著, 而固化时间与固化温度对复合材料的性能影响较小.
由于酚醛树脂与石墨的表面能相差较大,石墨与树脂混合时润湿不完全,导致混合物中存在空隙,石墨与树脂的接触角较大,黏结强度降低,进而影响双极板的导电性与力学强度. Jiang等[28]研究发现,适当增大固化压力,能有效减少双极板内部空隙,提升双极板的导电性能. Kang等[29]在石墨与甲阶型酚醛树脂混合物中加入甲醇调节表面能,混合物的接触角随甲醇加入量的增多而减小(如图1),甲醇的加入改善了树脂与石墨间的润湿性. Mathur等[30]在酚醛树脂/天然石墨复合材料中加入球形合成石墨、碳纤维和炭黑,通过填充空隙增加导电填料之间、导电填料与树脂之间的接触面积,能够有效降低复合材料的电阻,提高其力学强度、导电性与硬度.
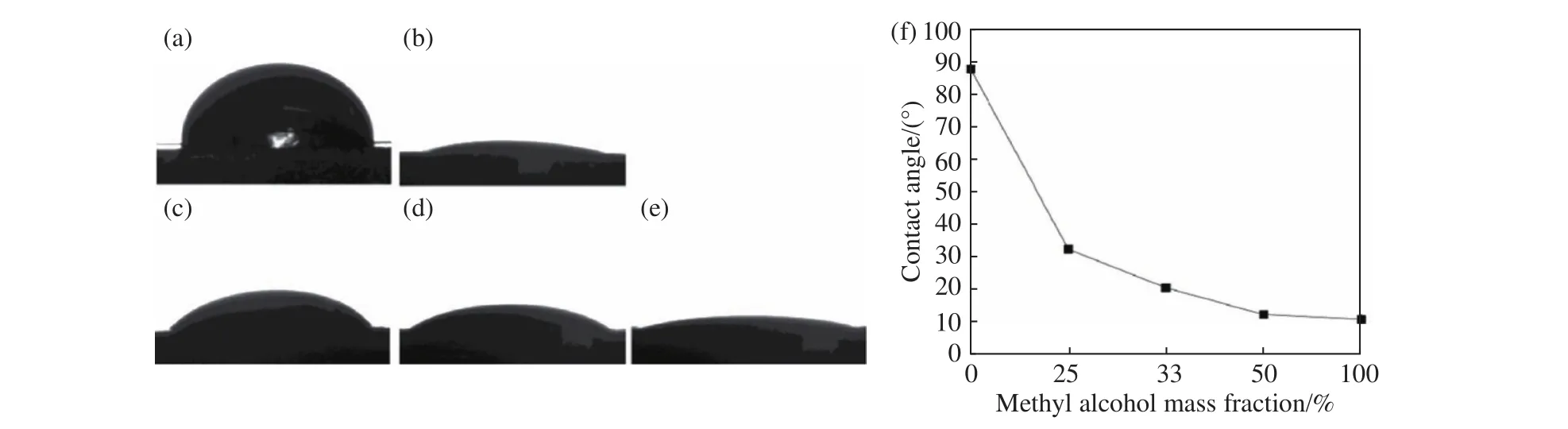
图1 石墨板与不同甲醇含量(质量分数)的酚醛树脂的接触角图像(a~e)及接触角与甲醇含量的关系曲线(f). (a)酚醛树脂(甲醇含量0%);(b)甲醇(甲醇含量100%);(c)含25%甲醇的酚醛树脂;(d)含33%甲醇的酚醛树脂;(e)含50%甲醇的酚醛树脂[29]Fig.1 Contact angle images of graphite plate and phenolic resin mixtures with different mass fractions of methanol (a–e) and contact angles as function of methanol content (f): (a) phenolic resin (0% methanol); (b) methanol (0% methanol); (c‒e) phenolic resin mixtures with the methanol content of 25%(c), 33% (d) and 50% (e)[29]
1.2 环氧树脂/石墨复合双极板
环氧树脂是分子中含有两个以上环氧基团的一类聚合物的总称,是环氧氯丙烷与双酚A或多元醇的缩聚产物,固化后力学性能高于酚醛树脂,具有优异的防腐性能,但固化速度慢[24],通常与酚醛树脂混合或改性成酚醛环氧树脂(Novolac epoxy, NE)作双极板黏结剂. Chen 等[31]研究发现酚醛环氧树脂官能团较多、固化过程不产生水,形成的三维网状结构比酚醛树脂固化后的结构更紧密(如图2),不易产生裂痕,更利于电子传导. 罗晓宽[32]将有机硅改性双酚A型环氧树脂与线性环氧树脂以1∶2混合配制黏结剂,研究发现树脂质量分数优选范围为28%~30%,为保证双极板的阻气性,膨胀石墨的密度应达到 1.2 g·cm−3,极板气体致密性能达 10−7cm3(cm2·s)−1.
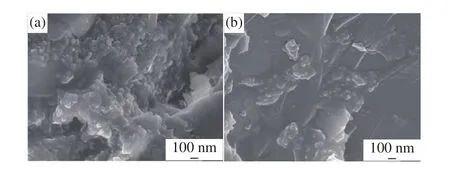
图2 不同树脂制备的复合双极板的扫描电镜断面图. (a)石墨/酚醛树脂;(b)石墨/酚醛环氧树脂[31]Fig.2 Scanning electron microscopy fracture micrographs of composite bipolar plates prepared with different resins: (a) graphite/PF; (b) graphite/NE[31]
在环氧树脂中引入酚醛树脂的特征基团进行改性,改性后的酚醛环氧树脂同时具有酚醛树脂与环氧树脂的特性,环氧基含量高,黏度大,固化后产物交联密度高,因而成为提高双极板力学强度的重要途径.
1.3 乙烯基树脂/石墨复合双极板
乙烯基树脂是环氧树脂与含双键的不饱和一元羧酸的加成聚合物,兼具不饱和聚酯和环氧树脂的性能,力学性能、韧性、耐热性、黏结性与耐腐蚀性良好,而且固化时体积收缩率较低,内部不易产生空隙,在制备石墨复合双极板领域具有一定优势. 王成国等[33]以天然鳞片石墨、酚醛环氧型乙烯基酯树脂、炭黑为原料,采用模压成型工艺制备复合双极板,结果表明随着树脂含量增加,极板电导率下降,弯曲强度增强;随着炭黑含量增加,极板电导率和弯曲强度均呈先增加后减小的趋势;双极板的成型条件也会影响双极板的性能与表面形貌,选择合适的压制温度,才能保证双极板内部及反应产生的气体及时排出,不在内部与表面形成气体通道,避免双极板产生缺陷(如图3). 吴晴等[34]以乙烯基树脂为基体、碳纤维预浸布为增强体制备复合双极板,研究表明固化剂含量越高,复合材料的交联固化程度越好,树脂与固化剂的质量比为100∶4时复合双极板的抗弯曲强度可达217.76 MPa.

图3 复合双极板在不同压制温度下的表面图像. (a)70 ℃;(b)100 ℃[33]Fig.3 Surface images of composite bipolar plates at different pressing temperatures: (a) 70 ℃; (b) 100 ℃[33]
2 碳材料增强复合双极板
2.1 碳纤维增强复合双极板
碳纤维是由碳元素组成的一种特种纤维,密度较小,具有耐高温、导电、导热性强及耐腐蚀等特性,可加工成各种织物,其石墨微晶结构沿纤维轴择优取向,因此沿纤维轴方向有很高的强度和模量. 碳纤维作为主要导电填料与增强材料、树脂制备复合双极板,多采用树脂浸渍层铺压制成型.
Kim等[35]将浸渍过甲苯磺酸和酚醛树脂的平纹碳纤维层铺后再包覆一层石墨箔,使用热辊层压机压制酚醛树脂/碳纤维复合双极板(如图4),双极板的拉伸强度达400 MPa,比热压成型制备的双极板的拉伸强度高33%,表面包覆的石墨箔能有效降低双极板的接触电阻. Lee等[36]将两层浸渍过氰酸酯改性环氧树脂的碳毡堆叠压制复合双极板,碳纤维暴露在表面,使双极板的面比电阻(Area specific resistance, ASR)降至 15.5 mΩ·cm2.为了进一步提高复合双极板的力学性能,Leet和Han[37]使用硝酸对碳纤维进行表面氧化处理,清洗后在环氧硅烷/乙醇溶液中上浆,表面改性的碳纤维表面环氧基团与固化剂之间形成强化学键,断裂面中的碳纤维表面包覆着树脂涂层,比未改性的碳纤维表面粗糙,复合双极板的断裂能因而增加,力学性能获得提高. 张修平[38]将N-(4-氨基–苯基)-2-甲基–丙烯酰胺(APMA)接枝到碳纤维(CF)表面形成乙烯基官能化的APMA–CFs,改性碳纤维与乙烯基树脂之间形成共价键(如图5),界面黏结强度增加,界面剪切强度较未改性碳纤维的界面剪切强度提高90.53%,弯曲强度提高19.40%.
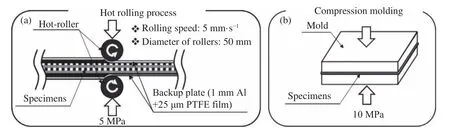
图4 酚醛树脂/碳纤维复合双极板的制造方法. (a)热轧工艺;(b)压缩成型[35]Fig.4 Manufacturing method of composite bipolar plates: (a) hot rolling process; (b) compression molding[35]
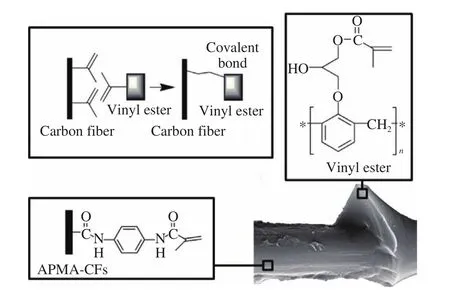
图5 乙烯基酯树脂基体与碳纤维之间的共价键示意图[38]Fig.5 Schematic diagram of the covalent bond between vinyl ester resin matrix and carbon fiber[38]
使双极板表面富含导电材料,如包覆一层石墨箔或在表面裸露碳纤维,可降低双极板的表面接触电阻[39]. 对碳纤维表面接枝官能团或使用碳纤维织物,可增强双极板的力学性能. 当碳纤维被加工成织物时,制备的双极板的抗弯强度普遍高于美国能源部(DOE)的标准(25 MPa),但是层状结构不利于层间电子的传导,贯穿面导电性还需进一步优化. 另外,碳纤维织物不利于在双极板表面加工气体流道,因此,碳纤维更适合作辅助导电填料,或作为增强填料少量添加到双极板复合材料中.
2.2 炭黑增强复合双极板
炭黑是一种无定形碳,微晶结构碳原子排列类似于石墨,导电性能稳定,表面积范围大(10~3000 m2·g−1),分散性能极佳,常用作填充型导电填料[40],炭黑粒子组成炭黑聚集体可形成链状导电通道[41]. Lim[42]在环氧树脂/碳纤维预浸料上喷涂天然石墨粉、炭黑与甲基乙基酮溶剂的混合物,干燥后在两侧包覆上石墨箔,热压成型制备复合双极板(如图6),由于炭黑颗粒尺寸小,能够更均匀地分散,在增加电导率方面比天然石墨粉末更有效. Gautamt和Kar[43]将天然片状石墨浸泡在KMnO4、HClO4与 HNO3混合溶液中 1 min 进行化学插层后使用微波炉辐照,制备出最大单片体积为 (570±10) mL·g−1的膨胀石墨,进而制备膨胀石墨/炭黑/石墨微粒/酚醛树脂复合双极板,单电池测试结果表明,其比只有膨胀石墨一种导电填料的复合双极板的电池性能好,归因于炭黑和小粒径石墨粉对导电填料之间空隙的填充.
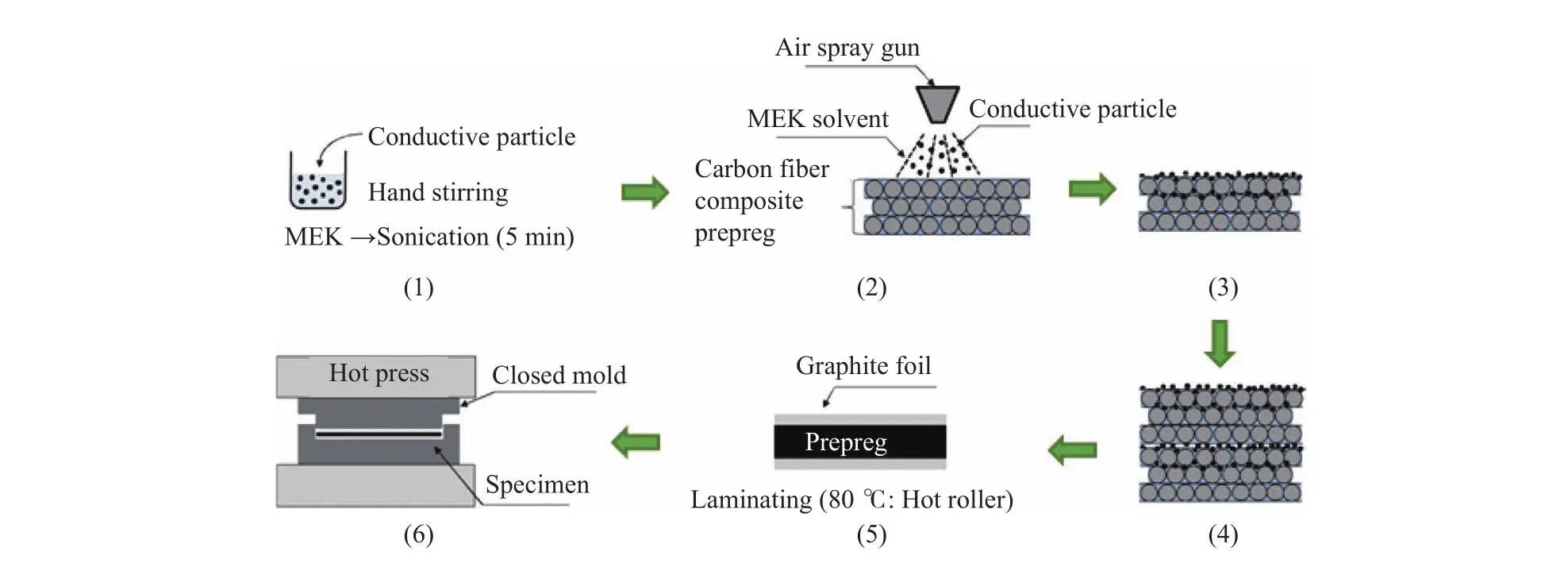
图6 嵌有导电颗粒的双极板的制备工艺[42]Fig.6 Fabrication processes of the conductive particles-embedded bipolar plate[42]
2.3 碳纳米管增强复合双极板
碳纳米管是一种径向尺寸为纳米量级,轴向尺寸为微米量级,管子两端基本封口的一维量子材料,主要由呈六边形排列的碳原子构成数层到数十层同轴圆管,层与层之间保持固定距离,可以看作石墨烯片层卷曲而成,导电性能良好. Jiang等[28]利用开发的增强型真空辅助树脂传递成型(VARTM)工艺制备了环氧树脂/碳纤维/碳黑/碳纳米管复合双极板,双极板抗弯强度为166.6~188.3 MPa,但最大体积电导率仅有 59.02 S·cm–1. 阴强[44]使用Fenton/US法对碳纳米管表面进行改性,当碳纳米管含量为5%时,复合双极板弯曲强度和电导率综合性能最佳,分别为 81.2 MPa 和 195.4 S·cm–1,与增强前复合双极板的性能相比,分别提高了36.0%和14.1%. 碳纳米管作为辅助填料少量添加时,主要发挥增强作用,碳纳米管表面氧化生成的羟基、羧基官能团可以改善碳纳米管与酚醛树脂间的界面附着力,从而提高复合材料的抗弯强度.
以膨胀石墨为主导电填料,加入少量石墨颗粒、炭黑、碳纤维或碳纳米管,复合材料双极板导电性与力学性能得以提升的原理图如图7所示.辅助导电填料因与膨胀石墨形状、大小不同,混杂在膨胀石墨之间,增加导电通路,从而提升双极板的导电性能[40](如图 7(b)). 碳纤维或碳纳米管改性后表面接枝官能团,或通过氧化在表面生成羟基等含氧基团,这些基团与树脂官能团形成共价键(图7(c)),增强了导电填料与树脂之间的界面结合作用,双极板受到外力时断裂能增加,双极板的抗弯强度获得提升. 此外,碳纤维与纳米管的轴向具有很高的强度,当作为辅助导电填料被少量添加时,即使表面未改性,同样会增加双极板整体的韧性,对双极板的抗弯强度有一定增强作用.
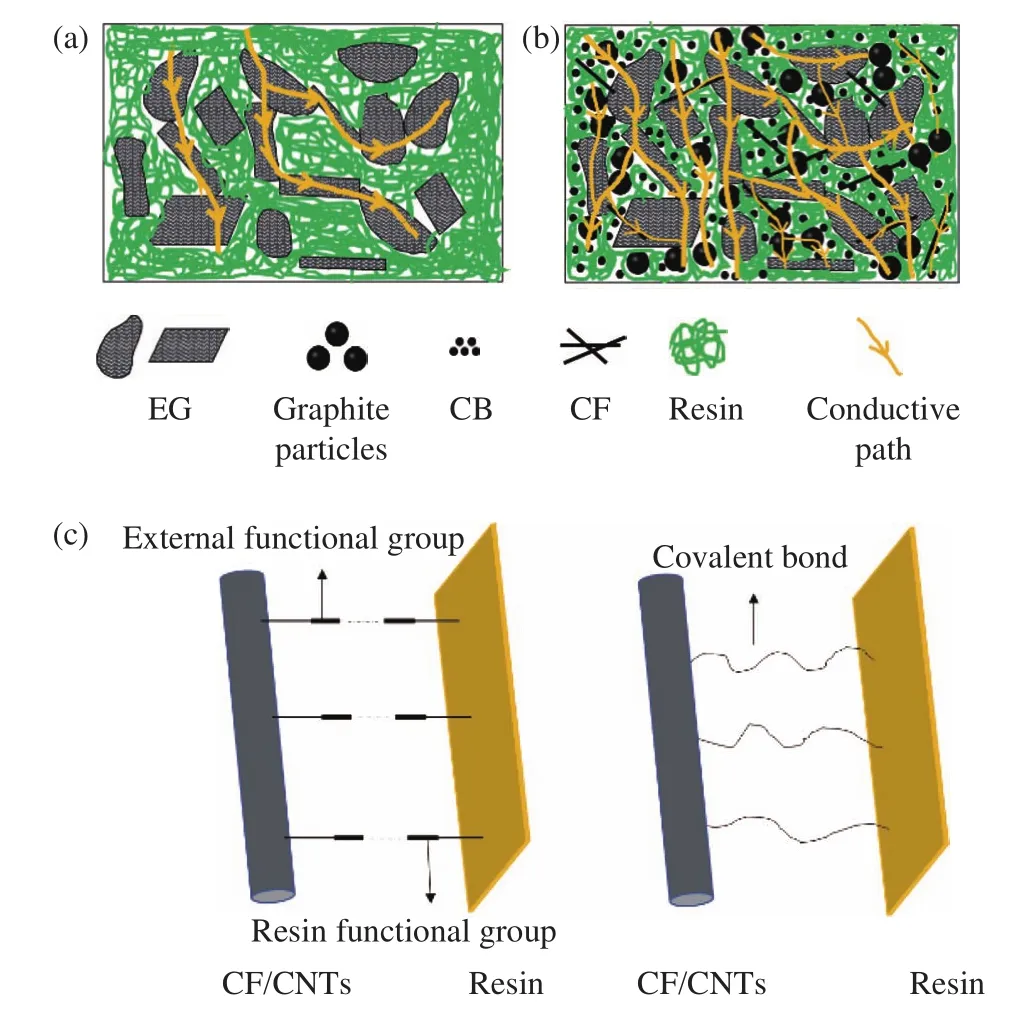
图7 石墨颗粒、炭黑、碳纤维、碳纳米管增强复合双极板导电性与力学性能原理图. (a)膨胀石墨为唯一导电介质时复合双极板的导电通路;(b)添加石墨颗粒、炭黑、碳纤维、碳纳米管时复合双极板的导电通路;(c)改性碳纤维/碳纳米管表面官能团与树脂官能团形成共价键Fig.7 Schematic for the reinforced conductivity and mechanical properties of composite bipolar plate by graphite particles, carbon black,carbon fiber and carbon nanotube: (a) conductive path of composite bipolar plate using expanded graphite as the only conductive medium(b) adding graphite particles, carbon black, carbon fiber and carbon nanotubes; (c) the form of covalent bonds between surface functional groups of modified carbon fiber/carbon nanotube and those of resin
3 复合双极板产业化现状
金属板电堆与石墨板电堆制备技术相对成熟,已经广泛应用于商用车、乘用车领域,但复合双极板的生产制造在我国尚未形成规模,仍未大批量投入市场,原料成本高、模压工艺不成熟是复合双极板批量生产使用面临的首要问题. 国外复合双极板生产企业主要有英国博韦尔(Porvair)、德国德纳(Dana)、德国恩欣格(Ensinger)、丹麦IRD Fuel Cells A/S、加拿大巴拉德(Ballard)等,国内复合双极板研发企业主要是江苏神州碳制品有限公司、武汉喜玛拉雅光电科技股份有限公司、惠州市海龙模具塑料制品有限公司、惠州市杜科新材料有限公司和佛山市南海宝碳石墨制品有限公司. 表1总结了国内外主要企业研发的复合双极板的性能指标,除气密性外,其它性能均满足DOE要求. 除了气密性需要进一步优化,体积密度仍有提高空间,电阻率有待降低以进一步提高双极板的导电性能. 由于缺乏统一的双极板性能测试标准,现有双极板性能存在表达方式不统一的问题,尤其是对双极板气密性的检测,表1中选择了其中一种使用较多的气体透过率用于相互比较. 此外,氢璞创能在国内率先推出复合双极板电堆,其生产的石墨复合双极板的寿命为15000~20000 h,与石墨双极板寿命相近,远超金属双极板寿命.
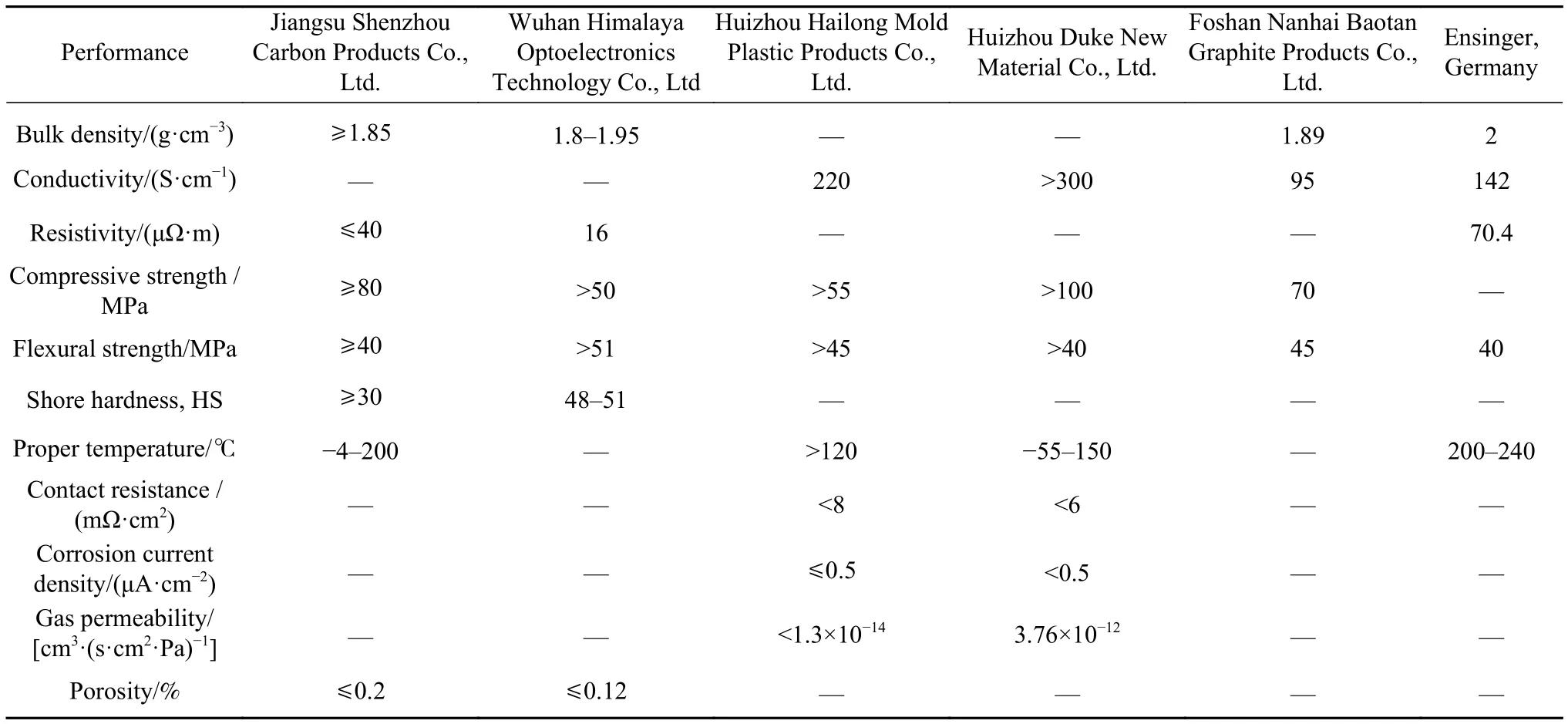
表1 国内外主要企业研发的复合双极板的性能Table 1 Performances of composite bipolar plates produced by main domestic and foreign enterprises
另外,电堆功率密度是评价双极板性能的一项重要指标,而电堆功率密度的计算方法缺乏统一标准,是否计算端板体积及氢气进气压力选值不同使得企业报道的电堆功率密度无可比性. 通过降低电堆体积或提高电堆功率可以提高电堆功率密度,例如,增加双极板的密度,不但能增加双极板的气密性,还能减小双极板的体积,由于双极板占电堆体积的80%,电堆体积因而降低;双极板的导电性能决定电堆功率,提高双极板电导率可以提高电堆功率,因此增加双极板密度、提高双极板电导率均可以提高电堆功率密度. 据调研,丰田 Mirai金属双极板电堆功率密度为 3.1 kW·L−1,英国 Intelligent Energy 的新一代 EC200-192 金属双极板电堆功率密度高达 5 kW·L−1,上海氢晨金属板电堆功率密度为 3.5 kW·L−1,国鸿氢能石墨板电堆功率密度为3.3 kW·L−1,而氢璞创能V系列复合双极板的电堆堆芯功率密度达 3.8 kW·L−1. 由于计算方法的不同,上述电堆功率密度可比性不大. 金属双极板较薄,存在体积小的优势,电堆功率密度更容易比石墨板与复合板的电堆功率密度高[8],但寿命较短;复合双极板导电性与抗弯强度低于石墨板,但工艺上更易做薄,制备步骤少,生产周期短,在提高电堆体积功率密度与流水线生产方面更具优势.
4 总结与展望
碳基复合双极板的性能主要取决于原料的配比与制备工艺条件,如,树脂与碳材料的种类、配比及成型工艺条件. 原料成本高、模压工艺不成熟是复合双极板产业化面临的主要问题.
(1)树脂黏结导电颗粒,交联固化后形成三维网络结构,有助于改善双极板力学性能,但树脂含量较多会使双极板的导电性能下降,需优化树脂用量以平衡双极板的力学性能与导电性能;酚醛环氧乙烯基树脂集合了酚醛树脂、环氧树脂和乙烯基树脂的优点,更加耐高温、耐腐蚀,寿命更长,固化过程无小分子物质产生和逸出,更适于工业生产.
(2)主要导电填料为石墨时,片状石墨比块状石墨更容易形成导电通路;石墨粒径影响双极板的导电性能与力学性能,应通过优化确定合理的粒径分布.
(3)少量添加炭黑、碳纤维、碳纳米管增强材料,可有效填充双极板空隙,增加导电通路;同时通过与树脂官能团形成共价键或直接改善双极板的韧性,增强双极板的抗弯强度,使复合材料双极板的导电性与力学性能均获得提升.
(4)成本与性能是影响复合双极板产业化的主要因素. 选材既要满足双极板的性能要求,又要来源易得、价格低廉;在模压加工方面,需要不断优化原料配比和热压条件,增加平行操作,减少生产周期,实现流水线生产. 此外,行业内缺乏统一的复合双极板性能测试标准,相关机构应加快标准制定,使不同企业研发的产品性能具有可比性.
