核反应堆压力容器主螺栓热处理工艺
2021-05-17李亚菲王玉红李家驹
李亚菲, 王玉红, 李家驹
反应堆压力容器是反应堆一回路冷却剂系统的重要承压边界, 是整个核电站的核心设备。 主螺栓是压力容器设备中容器法兰和顶盖的连接紧固件, 对避免核放射性物质外逸, 保障压力容器正常工作起着重要作用[1~2]。 核反应堆压力容器主螺栓不仅要具有高的屈服强度和抗拉强度, 而且要有很高的的塑性和冲击韧性。 为了获得高强度和高塑韧性匹配的综合力学性能, 本文设计了多种热处理方案, 对试料进行模拟热处理。 在热处理后对试料进行拉伸和冲击试验, 通过对检测结果对比分析, 确定合理的热处理工艺。 经过主螺栓产品实践证明该热处理工艺行之有效。
1 性能要求与难点
(1) 材料与力学性能要求
反应堆压力容器主螺栓锻件材质是40NCDV7-03( 见 表1, 表2) 。 性 能 热 处 理 的 试 样 尺 寸 为Ø210 mm×2 200 mm。 性能检验取样方式为D×D/4(距端面距离为D, 距外圆距离为D/4, D 为试样直径)。

表1 化学成分 (wt.%)

表2 力学性能要求
*每组三个试样中只允许一个试样的试验结果低于规定的最小平均值。
(2) 热处理难点
40NCDV7-03 为典型的中碳低合金超高强度钢, 常规热处理工艺较容易获得较高的强度指标,但难以同时得到较高的塑韧性。
2 热处理模拟
(1) 热处理工艺方案
提高钢的纯净度, 降低钢中夹杂物、 气体及有害杂质元素的含量, 有利于提高钢的塑韧性[3],为此采取电渣重熔的冶炼方式。
本文设计8 种主螺栓热处理工艺方案( 见表3) , 主要考虑淬火温度, 淬火冷却方式、 回火温度、 回火次数及回火冷却方式对力学性能的影响。试验所用的试料取自经过预备热处理的产品锻件,而后按照表中的热处理工艺在热处理模拟炉中进行热处理。
(2) 试验结果
将经过模拟热处理的试料进行拉伸试验和夏比V 形缺口试验。 为避免试验数据的偶然性, 每个方案均采用两组试样进行性能检验(见表4)。
(3) 试验结果分析
为了便于分析, 将各方案的屈服强度和抗拉强度、 延伸率和断面收缩率, 以及20 ℃和0 ℃冲击功结果绘制成图(见图1~图3)。
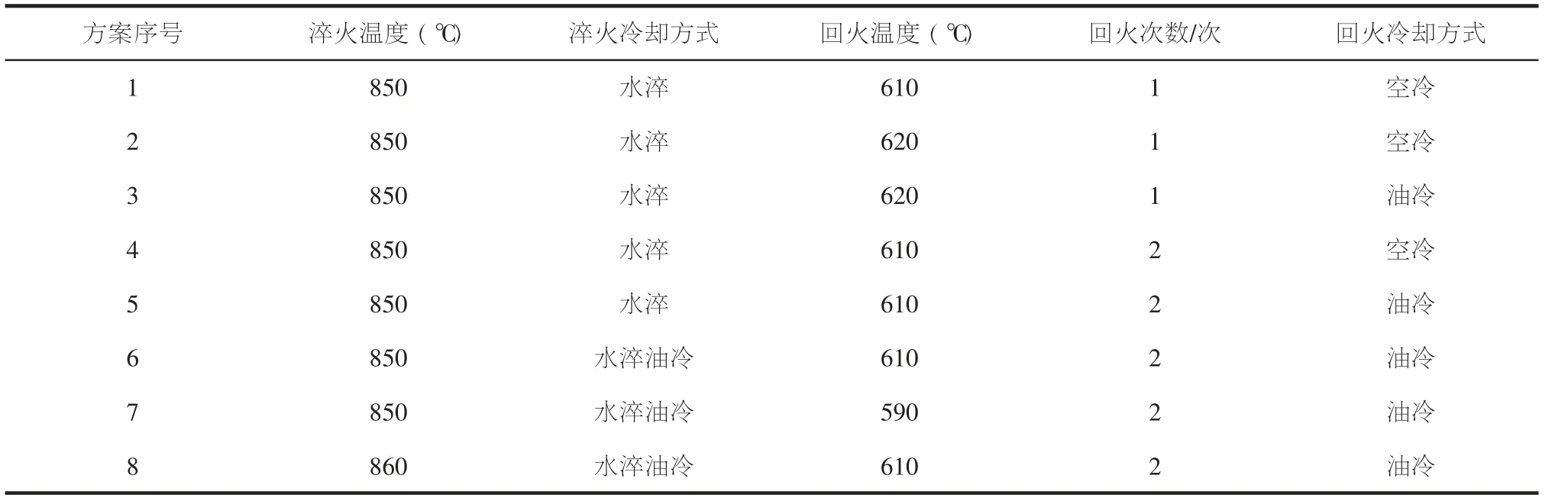
表3 主螺栓热处理工艺方案

表4 实测性能结果

图1 各方案屈服强度和抗拉强度实测值

图2 各方案延伸率和断面收缩率实测值

图3 各方案20 ℃和0 ℃实测冲击功平均值
方案1 采用850 ℃水淬, 610 ℃一次回火后空冷, 钢的屈服强度和抗拉强度较高, 其中一个试样的抗拉强度已超出要求上限, 但延伸率和断面收缩率则刚满足要求, 而0 ℃和20 ℃冲击功均不合格。将回火温度提高至620 ℃后, 不论回火空冷还是油冷( 方案2 和方案3) , 强度指标均出现陡降, 抗拉强度刚满足要求, 屈服强度刚满足或低于要求。但与此同时, 塑韧性指标上升非常明显, 均能满足要求。 可见材料对回火温度非常敏感, 然而单靠调整回火温度难以达到性能要求。
与一次回火的方案1 相比经过两次回火的方案4 处理的试料强度指标有所下降, 延伸率及断面收缩率和冲击韧性有所提高, 其中20 ℃冲击功明显提高, 已能满足要求, 但富裕量较小。 可见增加一次回火虽然降低钢的强度, 但能提高钢的塑韧性。
与空冷回火的方案4 相比, 经过方案5 油冷后试料冷却回火的强度有所降低, 塑韧性均得到提高, 但20 ℃冲击功单个值中多个不满足要求( 见表4) , 0 ℃冲击功虽满足要求, 但是富裕量较小,仅比要求值高2J, 有不合格的风险。 可以看出,油冷可以改善钢的塑韧性。
与方案5 相比, 方案6 采用水淬油冷, 在不明显降低强度的情况下, 试料的塑韧性均有所提高,性能实测值均满足锻件要求, 而且有较大富裕量。可见, 水淬油冷对提高钢的塑韧性有益。
与方案6 相比, 回火温度降至590 ℃的方案7使试料强度有所升高, 断面收缩率有所降低, 但是延伸率和冲击韧性急剧下降, 多项指标不合格。
而与方案6 相比, 将淬火温度提高至860 ℃的方案8 使试料强度稍有增加, 塑韧性有所降低, 0 ℃冲击功无法满足要求。 可见提高淬火温度降低了钢的塑韧性。
通过以上分析, 笔者最终确定方案6 为最佳方案。 通过本文实验发现水淬油冷、 提高回火温度、两次回火、 回火油冷均可以提高钢的塑韧性, 而回火温度对塑韧性影响最大。
(4) 工程实践
采用850 ℃水淬油冷, 610 ℃两次回火后油冷热处理后, 主螺栓产品各项力学性能检验结果均满足锻件采购技术条件要求。 对产品热处理后的金相组织进行分析, 发现其组织为回火索氏体( 见图4)。
另外, 由于主螺栓属于细长轴类件, 热处理后容易变形, 而采用水淬油冷的方式既能保证在奥氏体鼻尖温度时有较高的冷速, 而又不至于在较低温度下产生过大的淬火应力, 从而降低主螺栓淬火变形和开裂的风险[5]。 因此, 主螺栓产品采用水淬油冷的淬火冷却方式, 有效控制了热处理变形量。

图4 主螺栓产品热处理后金相组织(200×)
3 结 语
(1) 本文的模拟热处理结果表明40NCDV7-03钢采用850 ℃水淬油冷, 以及610 ℃两次回火后油冷的热处理工艺可以获得高强度和高强韧性相匹配的综合力学性能。
(2) 水淬油冷、 提高回火温度、 两次回火、 回火油冷均可以提高钢的塑韧性。
(3) 生产实践证明, 采用本文确定的最优热处理工艺后, 主螺栓产品的金相组织为回火索氏体。
