7A09H112 铝合金搅拌摩擦焊接头组织和性能分析
2021-05-17刘万存谷松伟于海东
赵 佳, 刘万存, 谷松伟, 于海东
7A09 铝合金属于热处理强化高强度铝合金,具有高强、 高韧、 低密度等优点, 在航天航空和武器制造等领域都有广泛的应用[1]。 对于这种高强度铝合金, 采用熔焊技术进行焊接, 焊缝容易产生气孔、 焊接裂纹等缺陷, 且焊接变形大, 焊缝热影响区软化现象严重, 接头性能大大降低。
搅拌摩擦焊( Friction Stir Welding, FSW) 是英国焊接研究所于1991 年发明的一种新型固相连接技术。 该技术具有焊接缺陷少、 焊接变形和残余应力小、 焊接接头质量高和焊接过程环保、 耗能少等优点。 对于传统熔焊方法难焊或者不能焊接的材料, 搅拌摩擦焊优势显著。 自搅拌摩擦焊发明以来, 受到了众多研究者的关注, 使得该技术得到了迅速的发展。 目前, 该项技术已成功应用到多个领域[2]。
本文通过对某产品用12 mm 厚的7A09H112 铝合金进行搅拌摩擦焊焊接, 分析焊接接头的微观组织和力学性能, 为工程应用提供支持。
1 试验条件及方法
本文选用的试验材料为12 mm 厚的7A09H112铝合金。 焊接件的规格为310 mm×450 mm×12 mm,采用平板对接焊, 焊缝位于沿长度方向的对称中心处, 7A09H112 铝合金的化学成分满足GB/T 3190-2008 标准(见表1)。
本文的试验设备采用龙门式一维搅拌摩擦焊专机, 搅拌头采用硬质合金, 锥形搅拌针的长度11.8 mm, 轴肩直径Ø20 mm( 见图1) 。 搅拌头旋转速450~550 r/min, 焊接速度80~120 mm/min, 搅拌头倾斜角度2.5°, 下压量0.2 mm。

表1 7A09H112 铝合金化学成分 (wt.%)
焊后沿垂直于FSW 焊缝方向截取制备接头的金相试样, 打磨抛光后, 采用Keller ( 1.0%HF+1.5%HCl+2.5%HNO3+95%H2O) 试剂腐蚀, 观察焊缝的宏观形貌, 并使用OLYMPUS GX71 光学显微镜观察焊接接头的金相组织。 按照标准GB/T 228-2002《 金属材料室温拉伸试验方法》 制备拉伸试样, 包括母材金属棒拉试样、 沿焊缝纵向的全焊缝金属棒拉试样及垂直于焊缝方向的焊接接头板拉试样(见图2, 图3), 以及沿垂直焊缝方向切取硬度试样。 试样经抛光腐蚀后采用HMV-2T 显微硬度仪进行焊缝横向的显微硬度测试, 两测试点之间间隔为1 mm。
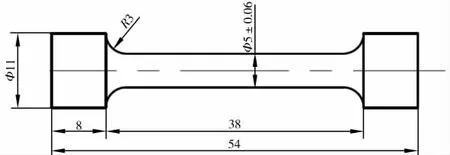
图2 棒拉试样几何尺寸
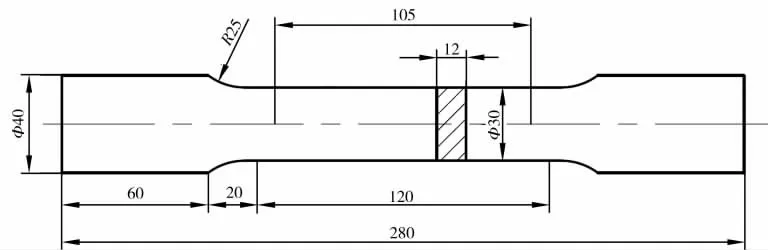
图3 板拉试样几何尺寸
焊接后进行人工时效消应力热处理, 试件在50 ℃进炉, 110 ℃±10 ℃保温24 h±1 h, 50 ℃以下出炉, 升温和降温速率均小于20 ℃/h。
2 试验结果及分析
2.1 焊缝表面状态及X 射线检测结果
7A09H112铝合金FSW 焊接试件焊道表面成形良好, 有轻微毛刺现象, 飞边较少, 焊缝减薄量也较小, 外观无明显缺陷( 见图4) 。 根据标准JB/T 4730.2-2005《 承压设备无损检测-射线检测》 进行焊接接头X 射线检测, 结果显示, 试件内部并未发现隧道、 孔洞、 未焊透等缺陷。
2.2 接头横截面宏观及微观组织

图4 7A09H112 铝合金FSW 接头表面状态及X 射线检测结果
7A09H112 的焊接接头具有典型的洋葱环结构特征, 横截面主要分为4 个区域, 分别为轴肩影响区 ( Shouder -Aaffected Zone, SAZ) 、 焊 核 区( Weld Nugget, NG) 、 热 机 影 响 区( Thermo-Mechanically Affected Zone, TMAZ) 和 热 影 响 区(Heat-Affected Zone, HAZ) ( 见图5) 。 图中左侧为前进侧(AS), 右侧为后退侧(RS)。
7A09H112 产品在热加工成形及轻微加工硬化状态下供货, 试板母材的显微组织( 见图6(a))具有明显的方向性, 晶粒细长, 为典型的轧制态组织。

图5 接头横截面宏观形貌
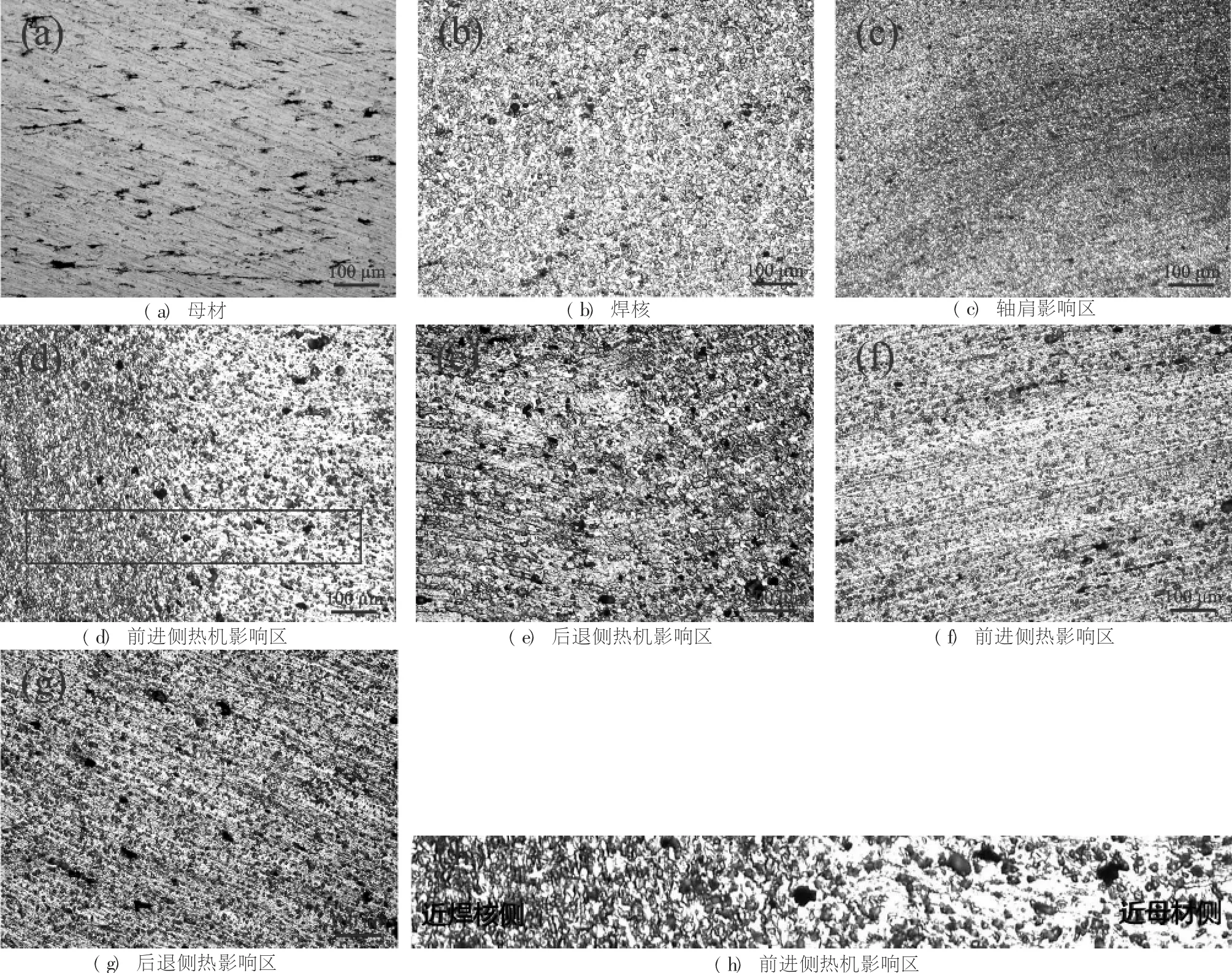
图6 7A09H112 铝合金FSW 接头微观组织
搅拌摩擦焊接接头焊核区(Weld Nugget Zone)的金相组织( 见图6(b)) 由于搅拌头的搅拌和摩擦产生的热量使焊缝金属塑化, 金属得以充分流动, 由于温度达到再结晶温度而发生动态再结晶,焊核区不断形成晶核, 形成的晶粒来不及长大便会被搅拌针打碎, 所以该区域最终形成等轴再结晶组织, 晶粒细小, 组织均匀, 且无明显方向性, 有助于提高焊接接头的力学性能。 由于轴肩影响区(Shouder-Aaffected Zone, SAZ) 的金属与轴肩端面剧烈摩擦, 产生大量焊接热, 使该区域金属在焊接过程中达到焊接峰值温度的同时又受到搅拌头轴肩强烈的顶锻作用, 抑制了该区域晶粒的长大。 因此, 最终形成致密且细小的等轴晶组织( 见图6(c))。 搅拌摩擦焊接接头前进侧和后退侧热机影响区(Thermo-Mechanically Affected Zone) 分布在焊核区的两侧, 宽度较窄。 由于焊核区与热机影响区的组织不同, 中间形成明显分界面, 成一条线状。此区域离焊缝较远的组织由于受搅拌头力与焊接热的作用较低, 形成不均匀组织, 力学性能相对较差, 易产生焊接缺陷( 见图6(d) , (e)) 。 此外,在热机影响区晶粒发生畸变, 靠近母材的晶粒较粗大, 靠 近 焊 缝 的 晶 粒 较 为 细 小( 见 图6( d) ,(h))。 搅拌摩擦焊接接头的前进侧和后退侧热影响区(Heat Affected Zone) 主要受焊接热影响, 晶粒长大, 力学性能较差, 成为焊接接头的薄弱区(见图6(f), (g))。
2.3 力学性能
拉伸试验显示, 7A09H112 母材的抗拉强度为251 MPa, 屈服强度为156 MPa, 焊接接头的平均抗拉强度为221 MPa, 平均屈服强度为149 MPa。接头平均抗拉强度可以达到母材的88%, 平均屈服强度可以达到母材的96%, 焊接接头表现出优良的力学性能, 这是由于搅拌摩擦使焊接区域的晶粒细化, 导致接头抗拉强度和屈服强度较高。 值得注意的是, 全焊缝屈服强度可以达到409 MPa, 抗拉强度达到491 MPa, 远大于母材本身。 在全焊缝拉伸试验中, 由于去除热影响区和热机影响区等薄弱部分, 拉伸试样全部为晶粒细小的焊缝金属, 所以呈现出较高的屈服强度和抗拉强度; 此外, 全焊缝的屈服强度和抗拉强度接近于7A09T6 状态下的屈服强度和抗拉强度, 是搅拌摩擦焊的焊接热循环起到热处理效果所致。
在剪切断裂实验中, 板状1 号拉伸试样接头发生与拉力方向成45°的剪切断裂, 断裂处为前进侧的热影响区, 而板状2 号拉伸试样接头发生S 形断裂, 断裂处在焊核区( 沿焊核边界) ( 见图7) ,沿45°剪切断裂的抗拉强度要高于S 形断裂的抗拉强度。 由于热影响区的晶粒析出相受热长大或析出相的局部溶解, 导致强度降低; 而焊核与热机影响区界面处组织存在差异, 造成过渡区组织不连续,导致强度较弱。 由此可知, 热影响区及热机影响区与焊核的边界区域强度较弱。
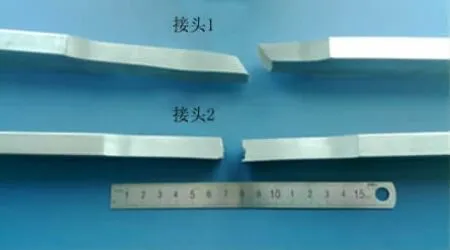
图7 拉伸试样断裂后实物图
2.4 硬度
硬度测试结果表明, 该焊接接头的硬度呈“ W” 形分布。 由于焊核区晶粒细化的作用, 硬度较高。 热影响区受热晶粒长大, 硬度下降。 两侧母材硬度较高, 焊核区硬度低于母材, 原因是弥散分布的析出相发生溶解和长大, 产生过时效现象, 导致焊缝硬度低于母材(见图8)。

图8 焊接接头的硬度分布
3 结 语
(1) 本文试验证明, 通过选择合理的焊接参数可以获得表面质量良好, 无内部缺陷的7A09H112 铝合金对接焊接头。
(2) 7A09H112 铝合金搅拌摩擦焊焊接接头性能优良, 仅焊核区与热机影响区交界处及热影响区的力学性能较弱。
(3) 通过全焊缝拉伸试验测得焊缝的抗拉强度为491 MPa, 屈服强度为409 MPa, 证明焊核区的性能优于母材。
