流态化冷却器创新改进设计及应用
2021-05-08王卡卡张振国黎富强
王卡卡,张振国,黎富强
(云南驰宏锌锗股份有限公司,云南会泽 654200)
云南驰宏锌锗股份有限公司会泽冶炼分公司(以下简称会泽冶炼)所用流态化冷却器用于冷却焙烧料,其作用是将锌焙烧产出的高温焙砂矿由890~950 ℃冷却到500 ℃,冷却效果的好坏直接影响后端设备圆筒冷却器、刮板运输机和球磨机的使用寿命,因而是沸腾焙烧系统关键设备。该设备在实际运行中经常出现水套易开裂、观察孔盖无法正常打开、窥视孔盖密封失效、进料插板无法正常切换关闭、气流使水套产生磨损等现象,严重影响生产正常进行。因此,极有必要对流态化冷却器优化改进,提高安全性和稳定性,保证沸腾焙烧系统长周期安全稳定运行。
1 实际运行中存在的问题
流态化冷却器主要由上筒段、下筒段、加料筒、出料筒、加料管、出料管、观察孔盖、窥视孔盖、风箱、风帽、进气箱、烧注层和排渣口等组成[1],流态化冷却器结构示意见图1。

图1 流态化冷却器结构示意
1.1 水套易开裂
由于进、出料筒与水套上下板温差较大,导致水套上下板膨胀量较大。而且进、出料筒上部与水套上板是T形接头焊接连接,进、出料筒下部与水套下板是直角接头焊接连接,焊接处应力较集中,在经受反复的热胀冷缩应力作用下,容易引起进、出料筒下部与水套的焊缝以及进、出料筒上部与水套的焊缝开裂造成漏水事故。进、出料筒与水套的焊缝易开裂位置见图2。
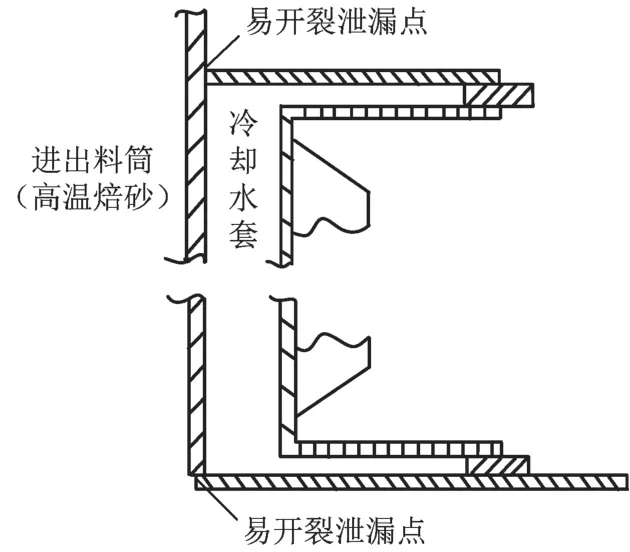
图2 进、出料筒与水套的焊缝易开裂位置
1.2 观察孔盖无法正常打开
观察孔盖采用螺栓连接,在设备出现故障需将其打开应急清理流化层积矿时,由于温度高不易拆卸,无法正常快速打开,造成设备故障处置周期长。改造前观察孔盖使用示意见图3。
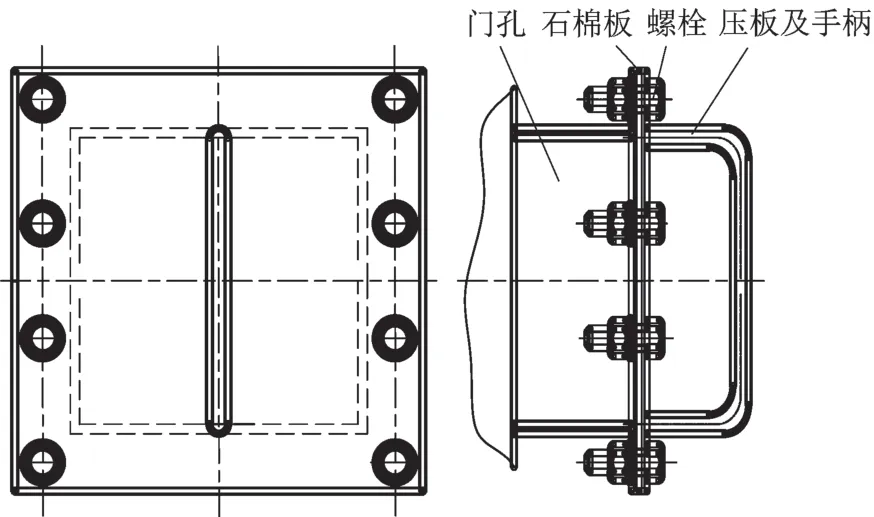
图3 改造前观察孔盖使用示意
1.3 窥视孔盖密封失效
加料筒和出料筒顶部的窥视孔盖对角各用一颗螺栓压紧,热胀冷缩时会导致密封失效。改造前窥视孔盖使用示意见图4。
1.4 进料插板阀无法正常切换开闭
进料插板安装在流态化冷却器进料管前端,由于进料温度在890~950 ℃,设备出现故障需切换关闭进料插板时,由于温度较高不易拆卸切换阀心,造成设备故障处置周期长。
2 流态化冷却器技改措施

图4 改造前窥视孔盖使用示意
针对流态化冷却器所存在的问题,本着不改变安装尺寸的原则,对流态化冷却器及进料手板阀进行优化设计,减少水套开裂漏水故障,提高断风、断水后的应急处置能力,延长设备使用寿命,提升设备运行的安全稳定性,保证沸腾焙烧系统稳定生产。
2.1 进、出料筒与水套焊接的改进
若进、出料筒与水套焊接处的焊缝强度不足,会出现膨胀后焊缝开裂引起漏水事故,而且进、出料筒下部与水套下板直角接头处又同时受气体颗粒混合物冲刷,易受损。《机械设计手册》关于焊接结构设计的注意事项中提出:在设计焊接结构时,应尽可能采用最合理的结构和焊接工艺,以便变形和应力能减至最少;选用改进后的设计,即在角形连接中,在要求密封和承受动载荷时,应在内部增加焊缝[2]。因此,通过以下方法提高进、出料筒与水套焊接处的焊缝强度及钢结构强度:
1)在进、出料筒与水套焊接处的内外侧采用双面焊接,焊接示意见图5。
2)根据JB/T 5000.3—2007《重型机械通用技术条件第3部分:焊接件》筋板倒角形式及尺寸,选择在焊缝内直角处焊接筋板,增加焊缝的钢结构强度。
3)保证焊缝金属与母材耐蚀性能一致,即焊缝金属主要化学成分尽量接近母材,此外保证焊缝具有良好的抗裂性和综合力学性能,焊接材质选用A402焊条。
2.2 观察孔盖的改进
原设计所用的流态化冷却器观察孔盖由门孔、石棉板、螺栓、压板及手柄组成,密封效果较差,高温焙砂易从观察孔盖密封垫间喷出,导致焙砂及压缩风损失,还可能造成操作人员烫伤,且周围环境难以清扫。

图5 进、出料筒与水套焊接示意
日常生产过程中,流态化冷却器堵塞需要在30 min内完成清理才能保证沸腾炉正常生产。但因温度高,观察孔四周又采用较多螺栓固定,拆卸困难,耗时较多,无法在30 min内完成流态化冷却器清理工作,从而造成沸腾炉焖炉,为生产经营带来经济损失。
为解决上述问题,会泽冶炼选用一种实用的流态化冷却器密封装置加以替代,密封装置包括锁紧机构、压板、门孔、密封机构和门铰链机构[3]。改造后的观察孔盖使用示意见图6。
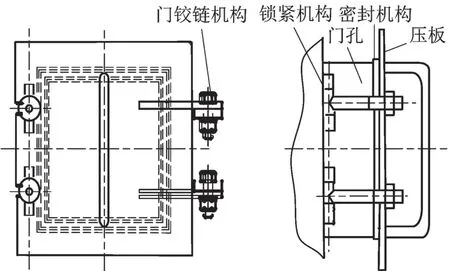
图6 改造后观察孔盖使用示意
2.3 窥视孔盖的改进
会泽冶炼对窥视孔盖进行一系列优化改造,措施如下:
1)使用2 mm钢板制作非标锥形封头,用作压盖密封的外部密封槽,锥形封头小端直径508 mm,大端直径628 mm,高120 mm。
2)将锥形封头小端倒立置于进料筒和出料筒顶部下方100 mm处,并通过焊接方式将二者固定在一起,从而完成由锥形封头与进、出料筒管壁组成的锥形密封槽。
3)压盖密封安装完毕后,在锥形密封槽内腔充湿锌精矿,最终达到密封效果。
改造后窥视孔盖结构见图7。

图7 改造后窥视孔盖结构
2.4 进料闸板阀的改进
进料闸板阀使用点温度高达950 ℃,闸板阀制造安装时,若阀板与阀座相接触的密封面间隙过小,使用时由于热胀冷缩造成阀板卡死,无法打开,起不到临时断料应急关闭作用;若阀板与阀座相接触的密封面间隙过大,阀板密封不严,又会造成内部空压风和焙砂混合物从阀板密封面飞出。针对这一情况,会泽冶炼采取以下实施方案:
1)闸板阀制造安装时就确定阀板密封面间隙尺寸,保证应急使用时能立即打开闸板。
2)根据闸阀阀体靠阀板密封面一侧的大小和手柄高度制作手柄密封盒,且手柄密封盒能够将手柄完全密封在内。
3)通过螺栓将手柄密封盒与闸阀阀体连接在一起。
4)安装盲板闸板(阀门关时使用)或通板闸板(阀门开时使用)后,在手柄密封盒内填充硅酸铝棉[4],避免操作使用时因手柄温度过高而无法作业。
5)手柄密封盒内填充保温棉,再通过螺栓连接方式安装密封盒压盖,达到完全密封效果。
改进后进料闸板阀的设计及使用示意见图8~9。
3 运行效果
经一系列改造后,2020年3月设备投入运行,各项技术指标良好。
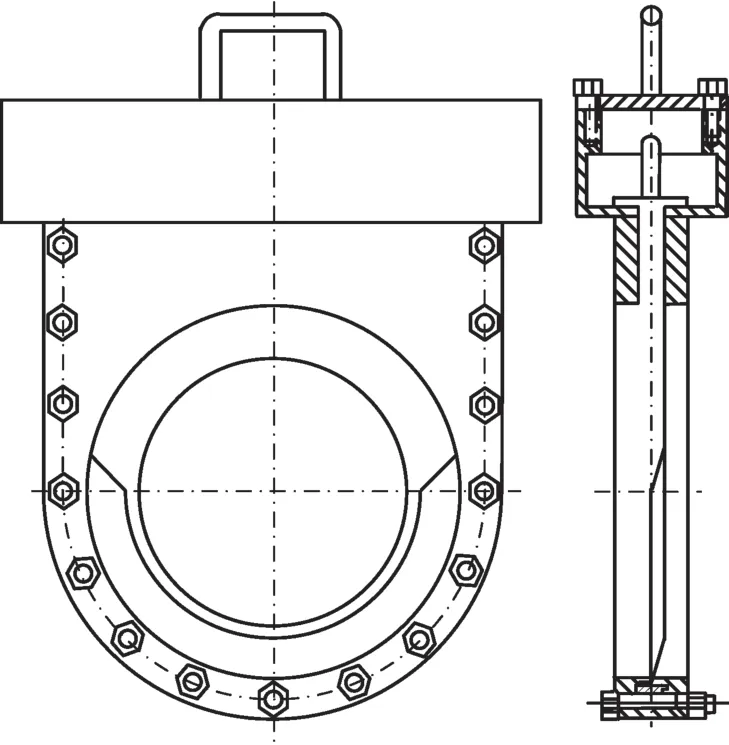
图8 改进后进料闸板阀设计

图9 改进后进料闸板阀使用示意
设备改造前后运行效果见表1。
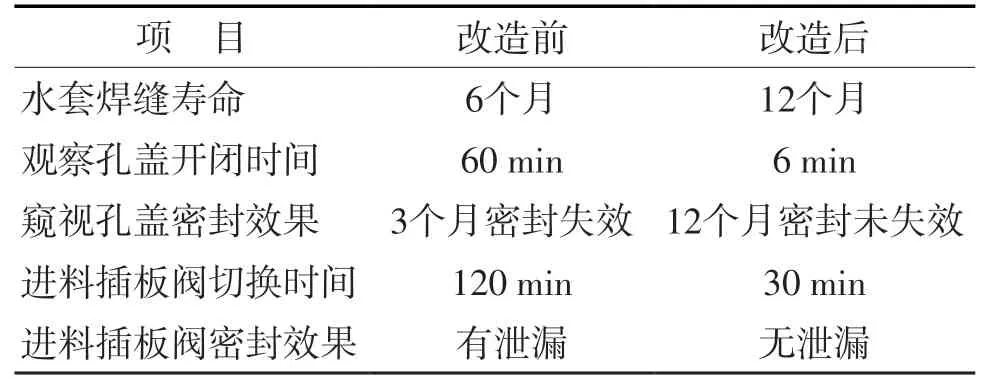
表1 设备改造前后运行效果
4 结语
通过对原有流态化冷却器的水套焊接工艺、观察孔盖、窥视孔盖和进料插板阀的改进,水套焊缝寿命得以延长,观察孔盖打开、进料插板阀开闭切换更轻便、灵活,窥视孔盖密封良好,经会泽冶炼的实际应用,能满足生产需要。同时,该技改措施提高了流态化冷却器的可靠性、实用性,降低设备故障率,延长设备使用寿命,为锌冶炼安全、连续生产提供了有力保障。
