直写打印基础理论研究进展
2021-05-07李小兰罗斌朱科军雷先明陈志刚
李小兰 罗斌 朱科军 雷先明 陈志刚
摘 要:直写打印作为3D打印的形式之一,适合新材料及新结构的开发,是打印多组分复合材料的重要方法。目前,采用该方法制备智能材料及结构、软体机器人、柔性电子等得到了广泛应用。与此同时,直写基础理论研究也得到了发展,为促进人们对直写打印的深入理解,重点介绍了3D直写打印的基础理论,阐述了与打印工艺相关的流变学理论及成型控制理论,提炼出影响打印性能及控制打印精度的关键参数,用于指导后续3D直写打印工艺探索。
关键词:直写打印;流变学理论;打印性能;打印精度
3D打印亦称增材制造技术,自诞生以来,得到飞速发展。目前,市场上出现的3D打印类型主要有光固化成型(SLA)、数字投影固化(DLA)、喷墨打印(Polyjet)、熔融沉积(FDM)、直写打印技术(DIW)等[1]。随着软体机器人、柔性电子、智能材料与结构的发展,直写打印与之结合的研究成为热点[2-3]。3D直写最明显的特点是开放性好,不受打印前体的种类、颗粒尺寸、表面形貌等性质限制,可灵活配置各种打印墨水。打印精度可通过材料本身属性来调控,方便控制制备器件的内部组成成分和连接结构,以发挥打印器件的最佳功能。
1 打印墨水的流變学理论
众所周知,3D直写打印的关键技术之一是配置具有高稳定性能和一定流变性能的打印墨水。目前,直写打印的前体材料一般为流体浆料、凝胶、溶液溶胶等。
打印墨水的配置理论用直写打印墨水的流变学性能常用黏度来表征,流体剪切应力与剪切速率之间的关系可用流动曲线来描述。非牛顿流体分为两大类:假塑性流体与胀流性流体。剪切速率越大、黏度越大的流体称为胀流性流体,在打印喷嘴中挤出时,极易发生压力过滤,堵塞喷嘴[3]。随着剪切速率的增加,黏度降低的流体称为假塑性流体,这种流体剪切作用可以打破打印聚合物墨水中固相颗粒之间的缠绕,便于打印墨水从喷嘴中流出,此特性也被称为剪切变稀特性。显然,具备剪切变稀性质的假塑性流体是直写打印的必要条件[4]。
除了黏度需要满足剪切变稀的条件外,模量也需要满足一定要求。只有配出的打印墨水储能模量G'大于损耗模量G'',打印出来的线条才能够保持自身的形状[5]。典型的可打印墨水模量随应变或者剪切频率变化。储能模量与损耗模量相等的点称为屈服剪切应力τy,当墨水所受剪切应力低于τy、储能模量G'大于损耗模量G''时,说明打印线条后能够保持形状。打印墨水在图中剪切频率范围内,均表现出储能模量大于损耗模量,说明墨水挤出后的形状同样能够保持稳定。
2 打印墨水挤出理论
在配置出满足要求的墨水后,墨水的挤出变稀过程可以用Herschel-Bulkley 模型[6-7]来表示:
τ=τy+K(γ)n(1)
式中:τ为打印墨水受的剪切应力,τy为打印墨水的剪切屈服应力,K是打印墨水的黏度指数,n为剪切变稀指数 (n<1),γ是剪切变形速率。其中,剪切变稀指数n、黏度指数K、剪切屈服应力τy可通过测量流动曲线,然后按照 式(2)拟合得到:
(2)
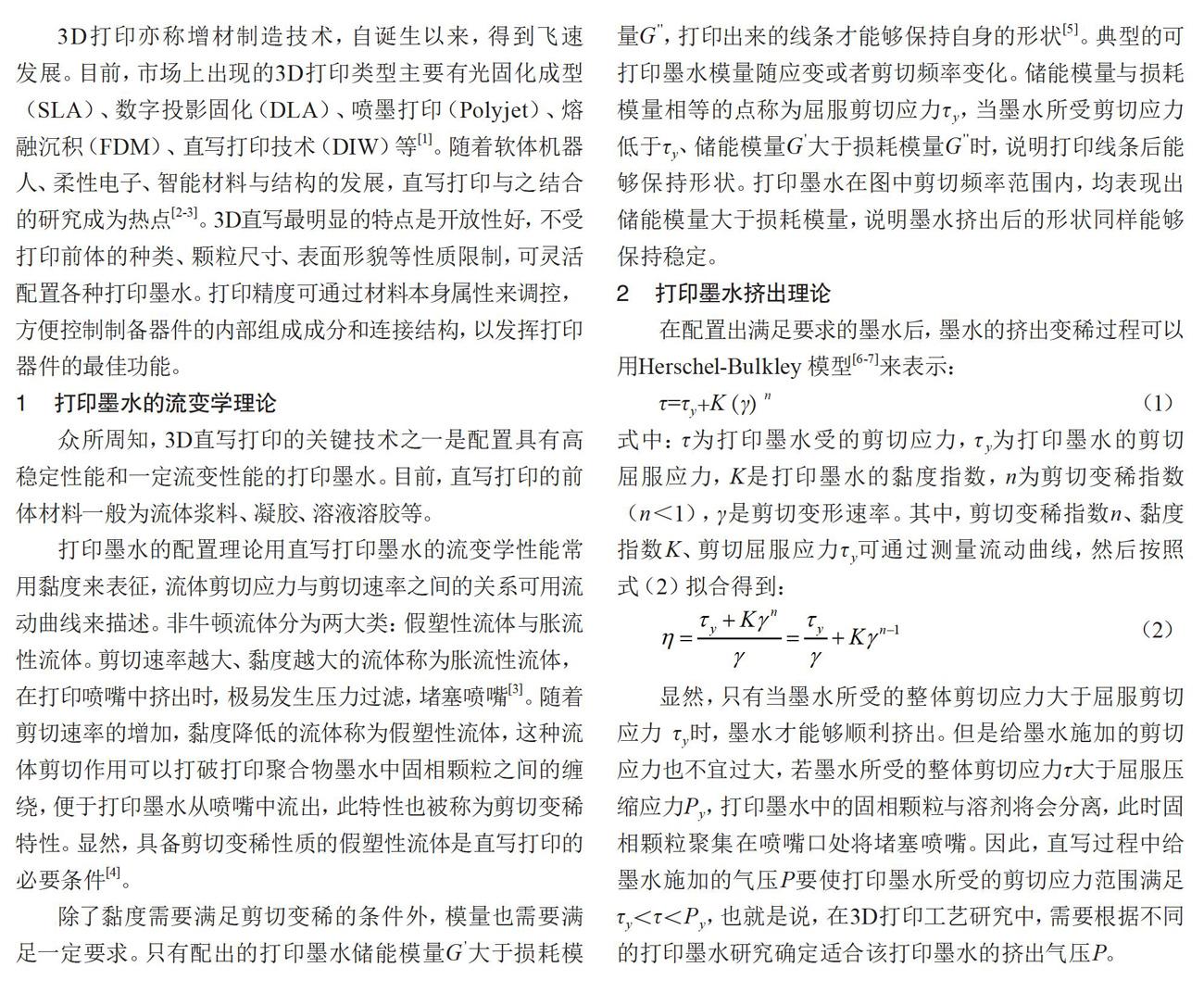
显然,只有当墨水所受的整体剪切应力大于屈服剪切应力 τy时,墨水才能够顺利挤出。但是给墨水施加的剪切应力也不宜过大,若墨水所受的整体剪切应力τ大于屈服压缩应力Py,打印墨水中的固相颗粒与溶剂将会分离,此时固相颗粒聚集在喷嘴口处将堵塞喷嘴。因此,直写过程中给墨水施加的气压P要使打印墨水所受的剪切应力范围满足τy<τ 确定了挤出气压P后,挤出墨水流出喷嘴时形成的结构特征亦可以确定下来。当打印墨水在喷嘴入口受到挤出气压,通过长度为L、半径为R的打印喷嘴(针头)时,不考虑沿程损失情况下,墨水在喷嘴出口圆截面上各点的剪切应力沿着径向分布可根据式(3)计算[8-9]: (3) 式中:r为喷嘴出口圆形截面上的对应点离圆心的距离,L是喷嘴的长度,P为墨水在打印喷嘴入口所受的压力,P0为大气压强。 当r=R时,可知挤出墨水在出口处沿管壁的剪切应力为;当r=0时,可知截面圆中心的剪切应力为0。以墨水所受的剪切应力为屈服剪切应力界限,墨水挤出后中间属于刚性凝胶态(低应变对应的储能模量G'大于损耗模 量G'');外壳属于剪切流动态(高应变对应的储能模量G'小于损耗模量G''),挤出墨水最终可形成如图1所示的核壳结构。这种结构由于内部存在刚性区域,能保证打印出来的线条保持结构形状,同时外壳的流动区域促进打印的线条与线条之间的接触点融合,有利于打印出来的结构形成一个整体[10-11]。 3 结语 通过研究得到以下结论:(1)在配置直写打印墨水时,打印墨水的黏度与模量是影响打印成败的两个关键因素。首先,配置的打印墨水必须具备剪切变稀性质;其次,配置的墨水储能模量应大于损耗模量。(2)打印墨水通过喷嘴时的结构是一种核壳结构,即中间属于刚性凝胶态,外壳属于剪切流动态。 [参考文献] [1]TRUBY R L,LEWIS J A.Printing soft matter in three dimensions[J].Nature,2016,540(7633):371-378. [2]SMAY J E,CESARANO J,LEWIS J A.Colloidal inks for directed assembly of 3-D periodic structures[J].Langmuir,2002,18(14):5429-5437. [3]李琦,李勃,周济,等.自动注浆成型技术:一种新型三维复杂结构成型方法[J].无机材料学报,2005,20(1):13-20.
[4]ZHU C,HAN T Y,DUOSS E B,et al.Highly compressible 3D periodic graphene aerogel microlattices[J].Nat Commun,2015,6(1):6962.
[5]XIA Y,LU Z,CAO J,et al.Microstructure and mechanical property of Cf/SiC core/shell composite fabricated by direct ink writing[J].Scripta Materialia,2019,165(5):84-88.
[6]JIANG Y,XU Z,HUANG T,et al.Direct 3D printing of ultralight graphene oxide aerogel microlattices[J].Advanced Functional Materials,2018,28(16):1707024.
[7]ZHANG Y F,ZHANG N,HINGORANI H,et al.Fast-Response,Stiffness-Tunable soft actuator by hybrid multimaterial 3D printing[J].Advanced Functional Materials,2019,29(15):1-9,1806698.
[8]FRUTIGER A,MUTH J T,VOGT D M,et al.Capacitive soft strain sensors via multicore-shell fiber printing[J].Advance Materials,2015,27(15):2440-2446.
[9]GUO S Z,QIU K,MENG F,et al.3D printed stretchable tactile sensors[J].Advance Materials,2017,29(27):1701218.
[10]DARABI M A,KHOSROZADEH A,MBELECK R,et al.Skin-Inspired multifunctional autonomic-intrinsic conductive self-healing hydrogels with pressure sensitivity,stretchability,and 3D printability[EB/OL].(2017-06-22)[2021-02-15].https://doi.org/10.1002/adma.201700533.
[11]VALENTINE A D,BUSBEE T A,BOLEY J W,et al.Hybrid 3D printing of Soft Electronics[EB/OL].(2017-09-06)[2021-02-15].https://onlinelibrary.wiley.com/doi/10.1002/adma.201703817.
基金項目:国家自然科学基金项目(91860133);湖南省自然科学基金(2020JJ4586);湖南省教育厅优秀青年项目(19B516)
作者简介:李小兰,女,硕士研究生;研究方向:智能材料与结构。
通信作者:罗斌,男,副教授,博士;研究方向:智能材料3D打印。
