增材制造技术及其在发动机关键零部件上的应用
2021-05-05杨帆亓洋洋刘聪灵戚莹
杨帆,亓洋洋,刘聪灵,戚莹
(201600 上海市 上海工程技术大学)
0 引言
增材制造技术(Additive Manufacturing,AM)是20 世纪80 年代新兴的一种基于离散堆积原理的加工工艺[1-2],它打破了传统的“减材制造”“等材制造”的生产方式,是一种无需工装夹具协作、不经机床设备加工的新型制造技术[3]。从基础理论的探讨到涉及关键技术装置的研发,世界各国都在积极努力地推进这种颠覆性的制造技术。随着生产标准的统一、原材料技术的成熟等限制因素的解决,增材制造技术依托于智能技术和基础学科的交叉在汽车行业、航空航天、生物工程等领域得到广泛的拓展,具有巨大的价值和市场潜力[4-5]。
1 增材制造技术
1.1 增材制造技术的流程
增材制造技术是通过CAD 软件对要加工的零部件进行三维建模,根据零部件的各项参数利用切片软件对三维模型进行切片处理,然后利用计算机精准地将每一层进行连接形成层面堆积,快速实现零部件的增材制造。图1 所示为增材制造过程。

图1 增材制造技术的流程图Fig.1 Flow chart of additive manufacturing technology
1.2 增材制造技术产业的发展
全球增材制造技术的产值呈现高速增长的态势,产值从2013 年的30.3 亿美元增长到2019 年的158 亿美元,在短短的6 年时间内,全球增材制造技术的产值增长了近5 倍,其产值发展情况如图2 所示。
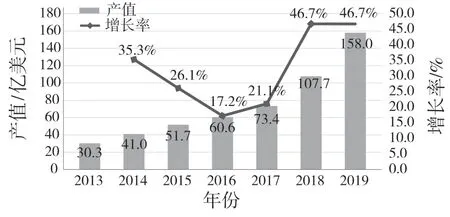
图2 全球增材制造技术的产值Fig.2 Global output value of additive manufacturing technology
在全球增材制造发展前期,我国对成形材料的研究、关键技术的创新以及设备的研发均落后于国外,但是自从1988 年清华大学创建激光快速成形中心以来,我国便开始了对增材制造技术的探索,并逐渐生成、完善增材制造的生态链。到2017 年时,我国的增材制造领域相关的企业已达500 多家,产业规模高达14.5 亿美元。预计到2020 年,我国增材制造产业年销售收入将超过200 亿元,年增长速率保持在30%以上,增长速度较前期虽有减缓,但依旧高于全球增速,发展形势尤为可观。
1.3 增材制造技术的应用
增材制造技术在汽车行业的应用可以分为产品开发、生产2 个阶段。在产品开发阶段,需要经历手工制作样件以及设计和制作模具的过程。制作手工样件是为了让主机厂检测零部件设计的合理性,但是制作手工件大大增加了产品的开发周期,减缓了产品开发速度,使得开发成本也大幅度增加,因此,目前一些品牌汽车公司在汽车开发阶段选择使用增材制造技术,达到了快速验证和优化零部件的目的;在小批量生产汽车零部件时,常常会涉及一些薄壁、内部腹腔的复杂零部件,传统的锻造和铸造工艺在加工上具有局限性,无法满足生产要求。由于增材制造技术具有逐点、逐线、逐域的局部成形特性,在制造复杂零部件时,可以实现高柔性近净成形的增材制造[6-8]。因此,增材制造技术在复杂零部件的制造方面具有显著的优势,应用前景也十分可观。
航空航天领域是各国科技实力展现的一个平台,该领域集结了一个国家的高精端技术,增材制造技术作为一个先进的制造技术在航空航天领域内发挥着重要的作用。2020 年,我国发射的长征五号B 火箭上就搭载着增材制造打印出的返回舱防热大底框架,在保证安全性能的同时,降低了工艺造价;欧洲航天局联合瑞士公司开发首个基于增材制造的双反射天线原型,在确保零部件轻量化的同时,增强了天线的精度[9];英国的Orbex 公司摒弃了传统的CNC 加工生产方式,使用了增材制造技术加工了全球最大单件火箭引擎,与传统加工方法相比,只消耗了1/10 的制造时间和1/2 的制造成本。
2 增材制造技术在发动机零部件上的应用
2.1 发动机缸盖
发动机缸盖作为发动机零部件中较为重要的部分,一方面是因为它要承受来自于燃烧室高达70 MPa 的燃爆压力和接近350 ℃的高温,工作环境极其恶劣。另一方面是缸盖内部结构较为复杂且壁面较薄[10-11]。在传统的制作工艺中常采用铸造的手段来生产发动机缸盖,需要对它进行开模处理,由于严苛的要求导致模具需要进行多次优化改进,导致了开发和制造模具的工期过长,开模的成本过于高昂[12]。而增材制造技术直接使用打印机对复杂的缸盖进行打印,省去了中间的开模、浇注等一系列工序,为解决小批量生产缸盖耗时长、成本高的问题提供了思路。
制造发动机缸盖常用的增材制造技术是选区激光熔融技术(Selective Laser Melting,SLM)。选区激光熔融技术是利用激光释放的能量使得粉末完全熔化冷却凝固成型的一项技术,用这种方法制造的发动机缸盖在性能上也与锻件相差无几[13],致密度也比较高,因此,不会出现铸造时可能会产生的缩孔和裂纹现象。
选区激光熔融技术制作成形件的原理如图3 所示。(1)利用CAD 软件对发动机缸盖进行三维建模,选择合适的辅助支撑结构,计算机对三维模型的切片处理;(2)利用送粉辊将金属粉末从供粉缸中带出并平铺在基础板上形成粉末层,控制系统通过读取切片数据控制高能量源对基板上的粉末层进行扫描熔合,形成缸盖的第一层形状;(3)供粉缸向上移动一个截面层的高度,成形基板向下降一个截面层的高度;(4)上一层为基础,将后一层烧结在它的上面,如此往复逐层扫描累加直到发动机缸盖完成[14]。

图3 激光选区熔融技术原理Fig.3 Principle of selective laser melting
传统的铸造生产具有流程长、制造难度大的缺点,而利用选区激光熔融技术对单个发动机缸盖进行制造可以实现产品的近净成形。从三维建模到打印产品完成只需耗时7 天左右,在时间和成本方面远远低于传统的铸造成型技术的耗费。增材制造技术生产发动机缸盖简化了制造工艺,缩短了生产周期、降低了制造成本,为新产品的研发与制造提供了极大的帮助[12]。
2.2 发动机缸体
发动机缸体是发动机的关键零部件之一,一方面是因为缸体内部具有水套和水平孔等复杂的结构,另一方面是缸体的工作环境较恶劣、质量要求较高。缸套在缸体内做高速的往复运动,因此要求缸体要有较强的抗疲劳特性,为了保证活塞和曲轴的准确运动位置,缸体要有较高的制造精度,在高温、高压环境下工作缸体要有较佳的散热性。针对缸体这一复杂的零部件,传统的制造方法是采用砂型组芯重力浇注工艺[15],这一制造方法涉及到很多工序,如制芯、组芯以及造型等工序,每一步工序都要准确才能保证铸件整体的精度和质量。传统的缸体铸造工序如图4 所示。为了减少制造模具所消耗的时间,提高缸体铸件的精度和质量,部分企业开始利用增材制造技术直接打印出砂型进行缸体铸造。
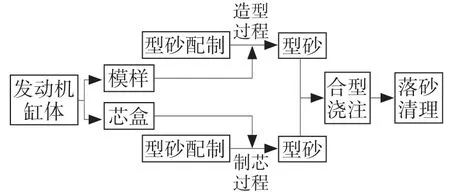
图4 铸造生产工序Fig.4 Process of casting
针对缸体砂芯的增材制造技术常采用激光选区烧结技术(Selected Laser Sintering,SLS),其技术原理如图5 所示。激光选区烧结技术是利用2 种熔点不同的成形粉末烧结制取,熔点较低的粉末作为粘结材料,熔点较高的粉末充当成结构材料[16],激光束以较快的速度扫描材料粉末,熔点较低的粉末迅速融化,形成的熔融液体在熔点较高的粉末颗粒间流动,使得高熔点的粉末颗粒之间发生重排、靠拢和转动等现象,熔化的低熔点粉末冷却凝固后,高熔点的粉末颗粒也相互粘结,即待成形部件完成烧结过程。但是激光选区烧结技术具有致密度低和力学性能较差的缺点,因此在激光选区烧结技术基础上提出了激光选区熔融技术[17]。

图5 激光选区烧结技术原理Fig.5 Principle of selected laser sintering
激光选区烧结技术与传统的铸造成型相结合可以制造出发动机缸体这一复杂的零部件,在保证了产品可靠性的同时,也降低了制造成本,缩短了制造的周期。
2.3 变速器壳体
变速器是汽车传动系统中较为重要的一部分,而变速器壳体又是构成变速器的基础件,因此,变速器壳体的加工质量与汽车传统系统的使用寿命有着密切的关系,在传统系统中扮演着举足轻重的角色。一方面,壳体支撑和固定着变速器关键零部件。在动力传递过程中,轴承上的扭矩和齿轮之间啮合的反作用力使得壳体承受着复杂的载荷;另一方面,壳体通过螺栓与发动机连接,当车辆在复杂的路面情况下行驶,会使得壳体不断遭受到冲击[18]。这样会对壳体造成疲劳损伤甚至是破坏,进而无法保证变速器内的关键零部件始终保持在可靠位置,因此,在制造变速器壳体时,要保证壳体具有足够的刚度,同时,也要提高壳体的加工质量,从而确保轴和齿轮等关键部件的相对位置[19]。
变速器壳体的制造和发动机缸体的制造均是采用铸造生产的方式,这里主要介绍的是使用增材制造技术打印型芯的方法增材制造打印型芯的工艺,主要有2 种,分别是激光选区烧结技术和三维喷印技术(Three-Dimensional Printing,3DP),两者均可以在无需开模的情况下快速打印砂芯,并且打印出的砂芯比传统铸造工艺得到的砂芯尺寸精度更高一些,得到的铸件在形位尺寸方面也较佳。两者的工作原理大致一样。激光选区烧结技术是利用激光使熔点较低的粉末颗粒融化充当粘结剂,而三维喷印技术是直接将粘结剂喷涂在原砂上层层累加得到砂芯[20]。三维喷印技术原理如图6 所示。从成本和生产速度两方面对两者进行比较,三维喷印技术会比激光烧结技术更优,因此从长远角度来讲,三维喷印技术会比激光烧结技术应用得更加广泛。
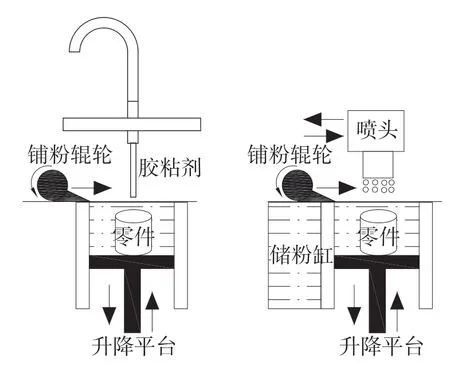
图6 三维喷印技术原理Fig.6 Principle of three-dimensional printing
2.4 涡轮叶片
涡轮叶片是航空发动机中较为关键的热端零部件,整机能否安全工作、能否高效推进很大程度上取决于涡轮叶片的制造水平的高低和叶片型面的优良。涡轮叶片是发动机中较为重要的组成部分,因为它的工作环境是发动机零部件中较为严苛的。涡轮叶片在发动机运行时要承受高速旋转的离心力,同时还要承受气流流场及温度场的作用力,承受的应力具有变化幅度大和变化频率高的特点。
涡轮叶片是典型的自由线型的薄壁件,就当前的制造水平,主要有高温铸造和锻造这两种方式。就锻造这一制造方式而言,经过锻造后的叶片毛坯在留有很多加工余量的同时,也要保证成品涡轮叶片的质量误差在±4 g 左右,最重要的一点是,要确保成品的重心没有发生偏移,因此,要求后续对叶片毛坯进行的铣、磨、切割、刨光等工序的设计尺寸要非常准确,对控制定位误差、尺寸精度方面都要进行严格推敲,从毛坯的锻造到后续繁琐的制造过程都要求准确,否则就会造成生产出的涡轮叶片精度低、质量不稳定以及废品率高的问题;而通过铸造的方式生产涡轮叶片时,需要进行蜡型压制、制壳、烧结、浇注、脱芯等一系列机械加工和手工完成的工艺过程,生产制造周期较长,精度也无法保证。
快速铸造技术是将增材制造技术中的光固化成型技术(Stereo Lithography,SLA)和精密铸造技术相结合,突破了精密铸造技术在模具制造上的短板,充分发挥了光固化成型技术加工精度高的优势[21-22]。快速铸造技术用来制造形状复杂且工作环境恶劣的涡轮叶片是一种非常合适的手段,与传统的铸造成形相比,快速铸造是利用光固化技术制作SLA 原型代替蜡模进行挂砂、制壳,再利用高温蒸汽使得高分子的SLA 原型受热分解,然后高温焙烧得到型壳。快速精密铸造技术流程图如图7 所示。

图7 涡轮叶片铸造流程图Fig.7 Flow chart of turbine blade casting
光固化技术具有表面精度、尺寸精度高和制造周期短的优势,克服了传统铸造工艺很难加工复杂零部件的困难。快速铸造结合了光固化成形和铸造工艺的优点,为复杂零部件的铸造生产提供了一个新的途径,具有广阔的发展前景和应用前景。
3 结语
增材制造技术具有缩短产品开发周期、降低成本等一系列优势,获得了业内的广泛关注和高度评价。客观来说,增材制造相较于传统制造工艺而言仍旧是一种新兴的制造方式,理论的研究和技术的成熟度远远不如切削、锻造、铸造等技术,甚至在一些方面还有未解决问题,例如,使用激光选区熔融技术制造大尺寸结构件时,会有严重的热应力等一些会造成构件失效的因素。增材制造技术的理论研究、装备设计以及成形材料创新仍旧任重道远,相信随着科学技术的发展和资金投入,增材制造技术会取得全方位的发展。
