浅谈 GRC 幕墙施工技术管控
2021-04-30尹素洁上海建科工程咨询有限公司上海200032
尹素洁(上海建科工程咨询有限公司, 上海 200032)
1 GRC 幕墙工程概况
广西壮族自治区柳州市柳东新区文化广场项目(以下简称“本项目”)玻璃纤维增强混凝土(Glass fiber Reinforced Concrete,GRC)幕墙包含外倾、垂直以及内倾三种形式,其中以内倾面为主,内倾 GRC 幕墙与内倾玻璃幕墙成条带状间隔分布,造型复杂。GRC 幕墙主龙骨采用 100 mm×200 mm×10 mm 钢方通,次龙骨采用 50 mm×70 mm×2 mm 钢方通; GRC 板块厚度为15 mm,GRC 板面层喷涂氟碳漆罩面,并在氟碳漆表面喷涂光触媒以达到自清洁效果;GRC 板块与龙骨之间设置了100 mm 厚的保温棉、1.5 mm 厚的镀锌铁皮和 1.5 mm 厚的自粘防水卷材。
2 BIM 技术的应用
对于造型复杂的幕墙工程,使用传统的 CAD 软件难以指导现场施工,需要借用 BIM 软件对其建立三维模型、深化各个板块及构件,用于指导现场施工及管理、解决幕墙工程与其他专业的碰撞问题等。BIM 技术在本项目中的应用主要是深化设计和指导现场安装两个方面。
2.1 深化设计
(1)梳理图纸中的碰撞问题。本工程幕墙造型复杂,各专业和系统间的交接和空间关系错综复杂,设计过程中存在错漏碰撞的可能性较大。若将幕墙模型与建筑、结构、机电等专业的模型整合到一起,则可快速检查碰撞问题,导出相应的图纸与报告,会同相关单位共同协调处理,避免现场出现大量的整改工作。
(2)部分构件加工图实现自动出图工作。按照1∶1的比例,运用 Rhino 和 Grasshopper 软件搭建幕墙构件的精细化模型,并且通过三维扫描与现场结构相匹配,可直接进行施工;运用 Grasshopper 软件进行模块化编程,可快速导出面板、龙骨的加工数据和下单图纸、构件安装定位图纸,直接指导工厂生产和现场施工。
(3)列出加工图,提高加工效率。通过表格形式罗列出外立面龙骨加工图和牛腿加工图,以提高加工效率。由于项目结构呈不规则造型,幕墙与结构连接牛腿尺寸各不相同,以表格形式输出牛腿加工图的数据,可大大提高加工效率,从而缩短工期、确保加工质量。
(4)指导材料下单。在材料下单过程中,GRC 板全部从 BIM 模型中提取出图进行加工,确保面材下单合格率达到 100%。龙骨及其他主要钢构件在模型中根据表皮放样及现场实测数据比对,合理排布避让,提前发现问题及时修正,确保构件加工准确率,避免出现二次切割。
2.2 指导现场安装
(1)优化放线方案。通过研究,结合项目特点和实际情况,多次转换关键控制点,不仅方便了工人操作,还节约了大量的放线工作。
(2)坐标点提取,指导现场安装。在模型中提取龙骨和 GRC 板的坐标点,用于指导现场施工;对比分析模型数据与现场数据,调整坐标点后再进行安装,减少了轴线偏差,避免了错缝等质量缺陷。
(3)测量复核。运用三维激光扫描仪快速测量现场结构施工尺寸,在 Rhino 软件中实施剖切点云及逆向生成几何图形,快速复核现场施工偏差,形成相应的校核报告并准确还原现场实际尺寸,从而更好地指导现场开展施工作业。通过全站仪结合三维激光扫描仪对龙骨进行测量,对比分析实测数据与模型数据,确保龙骨安装精度,避免后期材料无法安装。
(4)GRC 生产动态跟踪。将幕墙模型导入 EBIM 平台中,将模型量化的同时保留了幕墙构件的几何与非几何信息(尺寸定位、配置等)。使用低配置电脑或手机 App 都可以查看模型,同时,基于二维码技术的物料跟踪可以快速追踪材料的下单、加工、到场、安装及验收状态,可更好地对现场材料进行部署,对安装进度进行对比分析。
3 GRC 板生产工艺及质量控制
3.1 GRC 板生产工艺控制
3.1.1 GRC 板生产流程
GRC 板生产流程为:模具制造→模具检测→GRC 生产→脱模前静养护→脱模→打磨抛光→涂料喷涂→包装运输。
3.1.2 GRC 板生产
(1)配料。严格控制配料计量,误差应控制在±2%以内;校正所用的材料计量器具,每次配料应留有书面记录。本项目设计对 GRC 原材成分要求(按重量分布)如下:40% 水泥、40% 硅砂、4.0%~5.5% 耐碱玻璃纤维、13% 水、1% 添加剂。设计配合比(已水泥为基准),即水泥∶砂∶水∶外加剂∶纤维=1∶1∶0.325∶0.025∶0.1~0.14;实际施工配合比,即白水泥∶砂∶水∶外加剂∶纤维=1∶1∶0.36∶0.02∶0.13。本项目 GRC 水胶比为 0.36,砂胶比为 1.0,纤维占固体含量为 6.5%。
(2)面层。面层总厚度控制在 3 mm~4mm 之间,分两次喷射,在第一次喷射初凝后再进行第二次喷射;喷射压力为 0.8 MPa;喷射翻边应控制好时间,以免喷射过早导致面料坍塌、喷射过晚影响粘结性。
(3)结构层。根据设计或规范所规定的配合比进行配料,控制误差并做好记录。搅拌时间以 105 s 为宜,不可遗漏搅拌桶底部和边缘角落,若未搅拌均匀则继续搅拌30 s,确保浆料完全搅拌开。结构层分 2~3 次喷射,喷射前确保面层达到初凝状态,保证辊压时面层不被破坏;第一层喷射完成后安装背附钢架,背附钢架就位后进行第二次喷射,锚筋部位应按要求加厚;最后喷水泥砂浆收光。辊压时应将作用力垂直作用于结构材料,并且对模具的每个部位都充分进行辊压,辊压次数应 ≥2 次,横竖交叉进行辊压;控制力度以确保结构层之间无空洞、气孔,不可破坏面层为宜。收光时应控制背面平整光滑,无毛边和毛刺。
3.2 GRC 板加工质量控制
3.2.1 深化设计
(1)通过 BIM 模型对 GRC 幕墙板块进行分隔,确定板块尺寸。
(2)对板背附钢架固定点和锚固点进行优化。
(3)由于幕墙造型复杂,不同部位 GRC 板,其坐标和曲率不一致,通过模型对板块进行编号,可以提供精确的板块坐标。
3.2.2 模具质量控制
(1)模具精度是影响板块精度的最主要因素,在生产过程中使用全站仪进行定位放线,使用三维激光扫描仪对复杂板、异型板的模具进行复核,以确保模具尺寸的精度。
(2)模具应有足够的刚度和稳定性,避免在喷射过程中因模具变形而导致 GRC 板变形;应确保模具表面平整光滑和不吸水。
(3)在投入使用前应对模具进行验收,并涂刷隔离剂。
3.2.3 预埋件与背附钢架
(1)每块 GRC 板锚筋锚固间距和长度均应一致。
(2)根据板块大小对背附钢架进行深化并经原设计单位认可,通过准确验算,确保在背附钢架满足安全性能的基础上,尽量优化以减少结构负荷,因而 GRC 板块背附钢架不尽统一。
3.2.4 原材料质量控制
(1)对背附钢架钢材和白水泥等原材料进行见证取样送检。
(2)把控源头质量,严格审查涉及玻璃纤维材料的相关资料,确保耐碱玻璃纤维满足氧化锆含量 ≥16% 的要求,以满足其在高碱度水泥中仍保持高强度的特性。
3.2.5 脱模养护表面处理质量控制
(1)GRC 浆料初凝后应静置养护,不含丙烯酸乳液的GRC 构件应采取保湿措施,养护温度不宜低于 10℃。
(2)GRC 构件应达到设计强度的 50% 以上方可脱模,脱模时不应采用局部应力过于集中的方法。当构件特殊或尺寸太大无法进行人工脱模时,应在构件中埋入专用脱模套管或套环,借助起吊设备以及脱模辅助装置进行操作。
(3)硅酸盐水泥基 GRC 构件脱模后养护时间不应低于 7 d,铝酸盐水泥基 GRC 构件脱模后养护时间不应低于3 d。若低于标准养护温度,则养护时间可适当延长。
(4)GRC 板脱模养护结束后,对其表面进行打磨处理并喷涂底漆,对表面进行第一道保护。
3.2.6 验收与检验
(1)外观质量。除了特殊表面装饰效果要求以外,GRC 构件不应有严重缺陷,板边缘应整齐,外观不应有缺棱掉角(非明显部位缺棱掉角允许修补);侧面防水缝部位不应有孔洞,一般部位孔洞的直径应 ≤5 mm,深度应≤3 mm,每平方米 GRC 板上孔洞应 ≤3 处;对于一般缺陷,应在厂内修复后方能出厂。
(2)尺寸偏差。GRC 构件尺寸允许偏差应符合 JC/T 1057—2007《玻璃纤维增强水泥外墙板》的规定(见表1)。
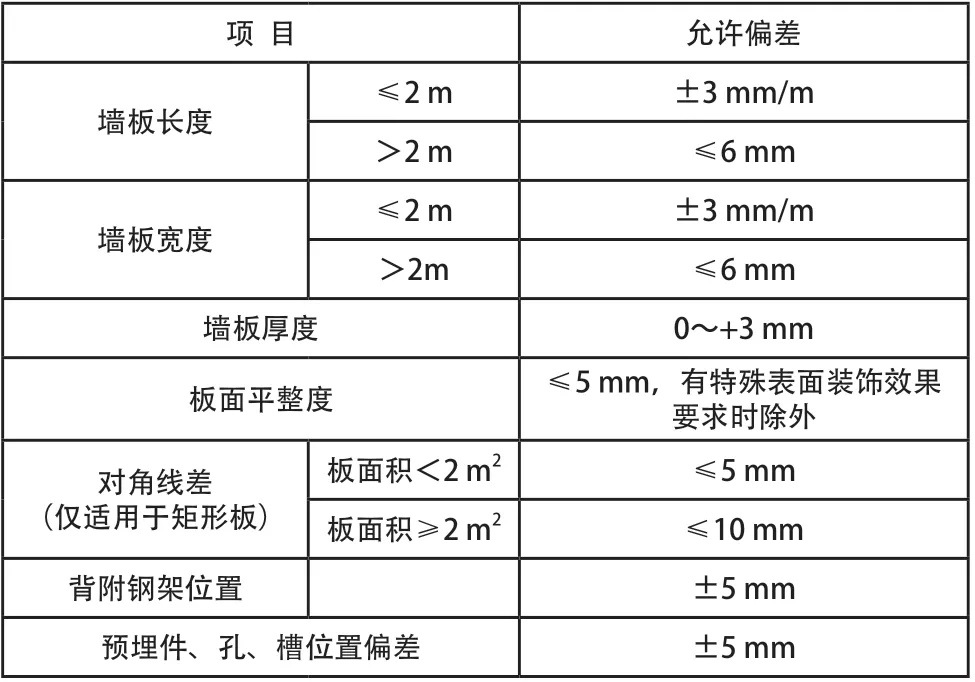
表1 GRC 板尺寸偏差
(3)物理力学性能。GRC 板的物理性能参数指标应符合 JC/T 1057—2007《玻璃纤维增强水泥外墙板》的规定和设计要求(见表2)。
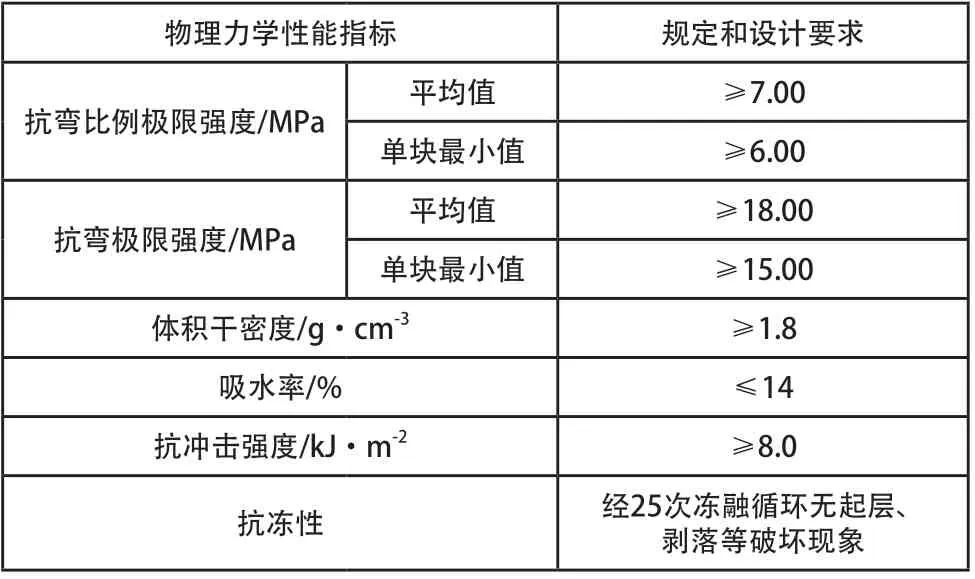
表2 GRC 结构层物理力学性能指标
3.2.7 搬运和堆放
(1)搬运 GRC 构件时,应根据产品的形状、尺寸和重心,采取合理的搬运措施,确保搬运次数最少。本项目采用特制钢架进行板块运输,运输过程中板块受损率极小。
(2)搬运期间,构件应避免因受到震动、碰撞和挤压而导致局部应力集中。
(3)搬运过程中,应采取必要措施确保人身安全和产品安全,对特殊产品应采取专门的质量安全措施。
(4)为避免 GRC 构件产生变形、破损和开裂,应根据其造型特点,按位置顺序堆放。
(5)堆放场地应平整和坚实,并且留有足够的中转空间和运输通道。
(6)对于存放在成品区的 GRC 构件,应采取必要的包装保护措施,避免淋雨或与土、油、侵蚀性气体、焦油或烟雾直接接触。
(7)遇到雨季和寒冷天气,应加强防雨和防雪措施。
4 GRC 幕墙安装质量控制
4.1 GRC 幕墙节点安装工艺
4.1.1 安装流程
本项目 GRC 幕墙系统在大面积施工前进行多次试装之后,决定采用以下施工工艺流程:主龙骨放线定位→主龙骨安装→次龙骨安装→镀锌铁皮覆盖→防水卷材施工→U槽钢件安装→GRC 背附钢架入槽→面板调节限位→面板安装完成。
4.1.2 安装辅助措施
本项目所用 GRC 板块体积大、重量重,为保证板块顺利吊装,需要在板块背附钢架上预留吊装用支点。对于垂直板块和外倾板块,应根据板块大小,通过计算确定吊装用支点预留孔的位置;吊装用支点可直接在 GRC 板块背附钢架上预开 φ12 圆孔,在圆孔内安装定制吊环,采用尼龙吊带吊装。由于内倾板块和屋面板块在吊装过程中必须保持板面朝上,必须使用定制专用吊架来辅助完成安装,根据板块大小,计算确定板块两条长边上两个吊点位置,再用尼龙绑带将吊点与吊架连接,通过转换钢架吊装来完成板块的安装。
4.2 质量控制要点
4.2.1 材料进场验收要求
(1)检查 GRC 构件的产品合格证,钢构件、连接件的材质证明及合格证,安装密封胶合格证等文件资料。
(2)按规范要求对 GRC 构件进行见证取样送检,同一项目、同一厂家的材料构配件至少见证取样送检1次。
(3)密封胶应满足设计和规范要求,且要有密封胶与GRC材料的相容性复试检测报告。
(4)对进场的 GRC 构件进行外观、包装和尺寸抽查,抽查比例不应小于件数或面积的 1%。
4.2.2 安装准备控制要点
(1)对结构和墙体的尺寸、墙面平整度和标高等进行测量并复核。
(2)检查结构与墙体是否存在蜂窝、孔洞、裂缝、夹层、凹凸和抹灰空鼓等缺陷。
(3)检查门窗部位、保温层和防水构造等与构件安装部位有关的状况。
(4)检查水电通信进户线管、落水管、预留孔洞和沉降缝伸缩缝等状况。
4.2.3 安装过程控制要点
(1)精度控制。安装板块时,必须严格按照 BIM 模型中提取的数据,对板块的每一个安装定位进行校准。板块背附钢架安装时,必须谨慎操作,防止过大扰动板块,造成不可逆的变形,同时运用 BIM 模型导出的数据更加精细地进行多重校核。
(2)板拼缝控制。安装基层龙骨、GRC 板块时,必须严格按照 BIM 模型中提取的定位数据进行校准,避免接缝部位出现高低差。阶段性使用三维激光扫描仪测量 GRC 的安装偏差,提前预判 GRC 板块的形状走势,以免因累计误差而破坏外立面造型。
(3)GRC 构件就位后,待测量确定三维方向的位置和角度都在允许误差范围内后,方可固定。
(4)每个 GRC 构件都应独立与主体结构或支承结构连接,不得承受上部或邻近 GRC 构件的荷载。
4.2.4 安装偏差控制要求
(1)建筑平面内,GRC 构件与建筑轴线的距离偏差应≤12 mm。
(2)立面 3 m 高度 GRC 构件立面垂直度偏差应 ≤5 mm;立面 15 m 高度 GRC 构件立面垂直度偏差应 ≤10 mm;立面30 m 高度立面垂直度偏差应 ≤20 mm。
(3)单个 GRC 构件顶部标高与设计标高偏差应≤10 mm,相邻构件顶部标高偏差应 ≤5 mm。
(4)当 GRC 构件长度 ≤6 m 时,接缝宽度与设计宽度偏差应 ≤5 mm;GRC 构件长度 >6 m 时,接缝宽度与设计宽度偏差应 ≤10 mm。
(5)相邻 GRC 构件面内错台偏差应 ≤5 mm。
(6)与主体结构相连接的连接件定位偏差应 ≤5 mm。
4.3 存在的问题及处理方法
4.3.1 板块安装过程中存在盲装点
受节点做法和施工工艺的限制,GRC 板与防水层间仅有 10 cm~15 cm 的空隙,在板块安装过程中存在两个盲装点,作业人员无法对相邻板块拼接部位进行加固,在施工过程中必须确保盲装点背附钢架置于 U 槽内。
4.3.2 GRC 板安装拼缝高低差
由于存在盲装点,在板块安装时调节困难,板块拼缝和平整度控制难度大,每块板安装时均依赖全站仪进行坐标点控制。由此可见,只有精确控制坐标点,才能确保板块安装达到规范和设计所要求的平整度和拼缝直线度。
4.3.3 GRC 板块裂缝
施工过程中有时会发现 GRC 板块表面上有裂缝,且大多发生在大板块上,以竖向裂缝为主,横向裂缝几乎不存在。各参建单位会同生产厂家共同讨论分析认为,出现表面裂缝的原因可能是脱模时间偏早、养护时间不足、运输过程中出现震动等导致应力集中所致。收集到的有关资料表明,GRC 裂缝与断裂能(常数)有关。经过 GRC 断裂研究试验,得出如下结论。
(1)假设玻璃纤维掺量相同,玻璃纤维长度在 6 mm~35 mm 范围内,随着玻璃纤维长度的增加,GRC 的断裂能先增大后减小;当玻璃纤维长度为 20 mm 时,GRC 具有较高的断裂能。究其原因,在于玻璃纤维长度的增加使得玻璃纤维从水泥基质中拔出所消耗的能量也随之增加,GRC的断裂能也相应增大,但过长的玻璃纤维与水泥基质结合紧密,当 GRC 受弯破坏时,表现为脆性断裂而较少拔出,从而降低了 GRC 的断裂能。此外,过长的玻璃纤维会弯曲且易受损伤,也降低了 GRC 的断裂能。
(2)若玻璃纤维的含量占固体质量的 0.5%~3.0%,则 GRC 的断裂能随着玻璃纤维掺量的增加而大幅增大,近似呈直线关系;掺入少量的玻璃纤维可显著提升 GRC 的断裂能。
(3)若水胶比在 0.32~0.50 之间,则 GRC 的断裂能与其抗弯强度没有呈现正相关性,在 GRC 中采用低水胶比可以提高 GRC 的抗弯强度,但对增韧不利。低水胶比时,水泥基质结构致密,与玻璃纤维结合牢固,此时玻璃纤维难以从水泥基质中拔出,主要表现为脆性断裂破坏;高水胶比时,水泥基质内有较多孔隙,影响了水泥基质与玻璃纤维的结合,在弯曲荷载作用下,部分玻璃纤维拔出,从而提高了 GRC 的韧性,但抗弯强度变小。
