机器人滚边工艺浅析
2021-04-29李俊峰张东强张辰
李俊峰,张东强,张辰
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
0 引言
随着汽车市场进入红海,各大车企纷纷投放大量新车型以提高竞争力。这时,每款车型是否能及时上市,上市后是否能及时更新换代就成为一款车型是否成功的一个重要因素。为此,各大车企采用柔性化线体对多种车型在同一条生产线体上进行生产。以五门一盖的包边工艺为例,传统一般使用液压机通过包边模进行包边,但在柔性线体上,由于液压机占用空间大,车型切换困难,在多车型共线时无法满足车型切换需求。如今已被切换方便、使用空间小、调试周期短的机器人滚边工艺所替代。
1 滚边工艺
滚边工艺即机器人滚边工艺(Robot Hemming Process),是一种依靠程序控制机器人,带动机器人上的辊边工具,对其放置在胎模上的车门、机盖等制件进行包边的工艺[1]。其中,辊边工具、胎模及胎模上的夹具是滚边工艺的重点和难点。
2 滚边工具
滚边工具是连接在机器人端头的机构,主要由连杆、滚轴、滚轮这三部分组成(图1),是实现机器人滚边的重要组成部分。
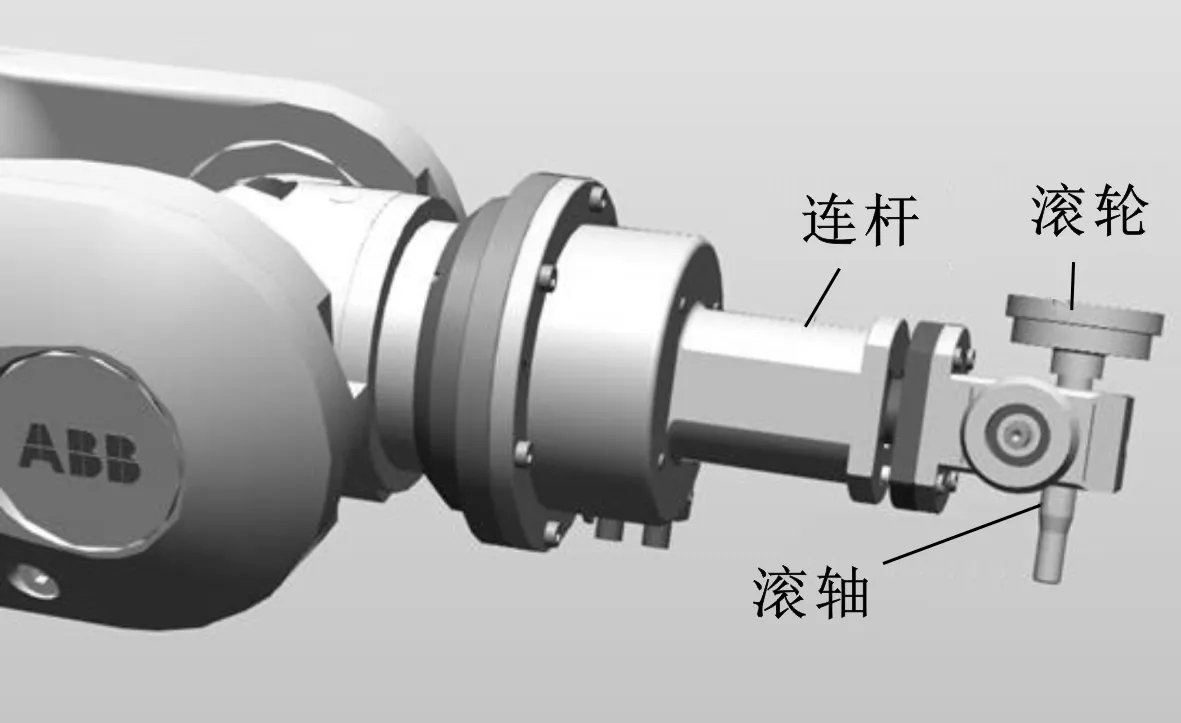
图1 滚边工具
2.1 连杆
连杆是将滚轴与机器人连接起来的部分,是力量传输和控制的关键部件。按结构形式主要分为刚性结构(图2)、弹簧式结构(图3)和气控式结构(图4)。刚性结构在实际应用时,由于周围没有管线、轨迹调试灵活,适用于空间狭小、轨迹复杂的滚边。但由于是刚性接触,滚头在接触胎模或制件时力量很大,对滚边工具的寿命和机器人的精度都有很大的影响。弹簧式结构是在刚性结构的基础上,在内部增加弹簧,以保证滚轮在刚性接触时有一个缓冲力。这种结构的滚边力源为弹簧力,弹簧的压缩量靠装配精度来保证,装配精度直接影响着力源大小,导致滚边压力不可控,调试困难。最后一种为气控式结构,它是在弹簧式结构的基础上,将弹簧更换成气缸,由可编程序控制器(Progammable Logic Controller,PLC)系统控制比例阀,通过比例阀更改气压的大小来控制滚边压力。这样因滚压力引起品质问题时可不更改轨迹,通过更改输入气压来解决,缩短调试周期。且滚边力是由气缸控制,只要气压恒定,对其装配精度要求不高。因此,气控式结构被广泛应用。

图2 刚性结构 图3 弹簧式结构
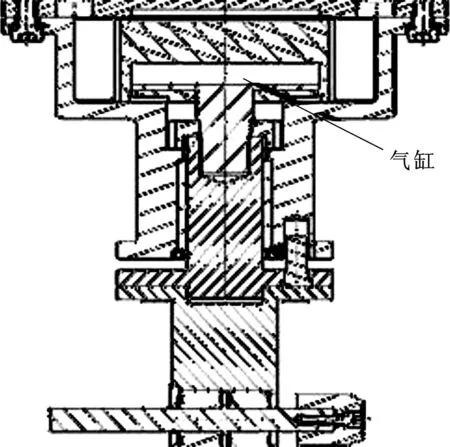
图4 气控式结构
2.2 滚轴
滚轴在使用过程中冲击力大,因此,对材料的韧性和抗疲劳强度要求都很高,通过各种材质性能对比和实际生产验证。42CrMo具有高强度的韧性,抗疲劳极限和抗多次冲击能力强,可用于滚轴。
2.3 滚轮
滚轮是直接接触制件的部位,它的精度直接影响着产品质量。在实际生产过程中,滚轮与板件摩擦,当生产一定数量后,滚轮开始磨损变小,接触面偏移,产品质量下降。因此,在量产时,每生产5 000台份后,需要对滚轮直径进行测量,当磨损量大于0.2 mm时,就需要更换新的滚轮,以保证产品质量。
3 夹具定位
滚边是由机器人完成机盖内外板包合的工艺,在滚边之前,内外板是分开的,因此,在夹具定位设计时,内外板需要分别进行控制定位。
3.1 内板定位及夹紧
通常内板采用孔定位的方式进行定位,为保证最终车门总成精度,减少公差累计,选取的内板定位孔需与内板检具、焊装内板总成夹具和总成检具的定位孔保持一致。而在冲压生产制件时,定位孔的孔精度会比其他孔的孔位精度高一些,故内板定位孔直接沿用前工序的定位孔即可。
为保证在滚边过程中内板位置不会窜动,需在夹具上增加压紧装置。常用的压紧方式如图5—7所示。

图5 气缸压紧方式 图6 定位抓手压紧方式

图7 翻板机构压紧方式
气缸压紧方式是在产品周围安装6~8个翻转气缸,采用压块对其内板进行压紧。这种方式结构简单成本低,维护保养方便。但在机器人滚边过程中压紧臂需随机器人滚头而打开防止干涉,对节拍影响较大。
定位抓手压紧方式是将压紧点分布在抓手上,待制件放到位后由机器人将抓手放至内板上[2],再由2~3个气缸压紧抓手,使内板固定。这种方式较气缸压紧方式来说压紧更牢固,稳定性高。但由于机器人滚边过程中需要避开气缸压紧位置,导致轨迹避让点多,滚边程序复杂,影响节拍。
翻板机构压紧方式是在抓手定位压紧方式的基础上,将压紧气缸改为翻转气缸。不仅提高了压紧的稳定性,对机器人滚边轨迹调试限制少,可有效提升节拍时间,提高滚边质量[3]。
3.2 外板定位及夹紧
通常外板制件造型简单,很少甚至没有孔位,按内板的孔定位方式已无法实现。需采用边定位和吸盘相结合的方式进行外板定位。
常用的边定位方式有两种,分别是翻转导向块定位(图8)和弹簧块定位(图9)。翻转导向块是通过气缸将导向块翻转至外板边沿,在机器人滚边过程中,滚头经过时导向块需临时打开避免与滚头干涉。这种方式由于需要多次打开,外板定位精度相对较低。弹簧块定位是定位块由弹簧支撑安装在外板边沿,当机器人滚头经过时,定位块被滚轮压下,滚轮离开后,定位块通过弹簧弹力顶起[4]。相比翻转导向块定位,弹簧块定位结构简单、成本低,不影响节拍时间,被厂家广泛应用。
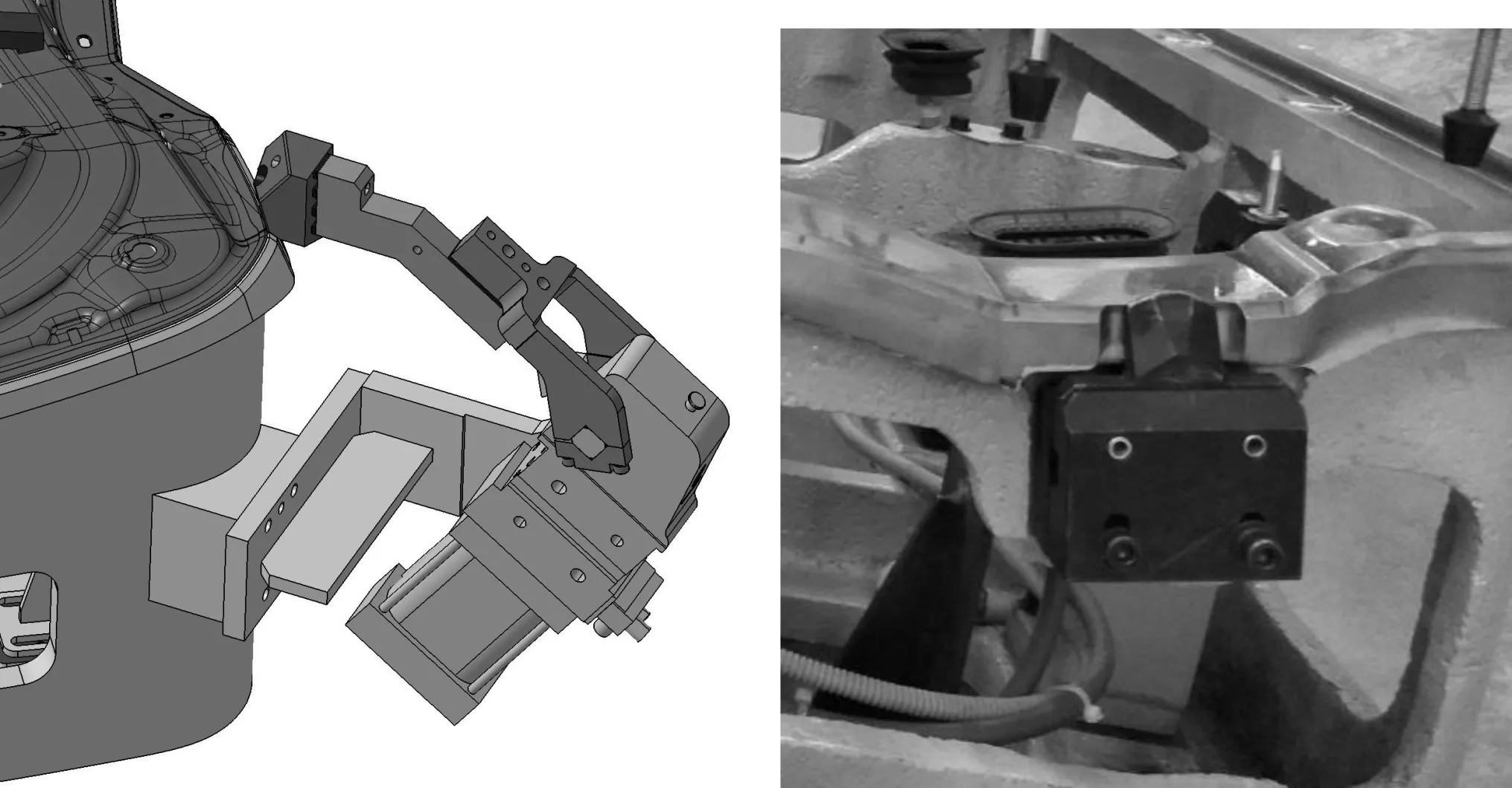
图8 翻转导向块定位 图9 弹簧块定位
均匀支撑结构如图10所示。
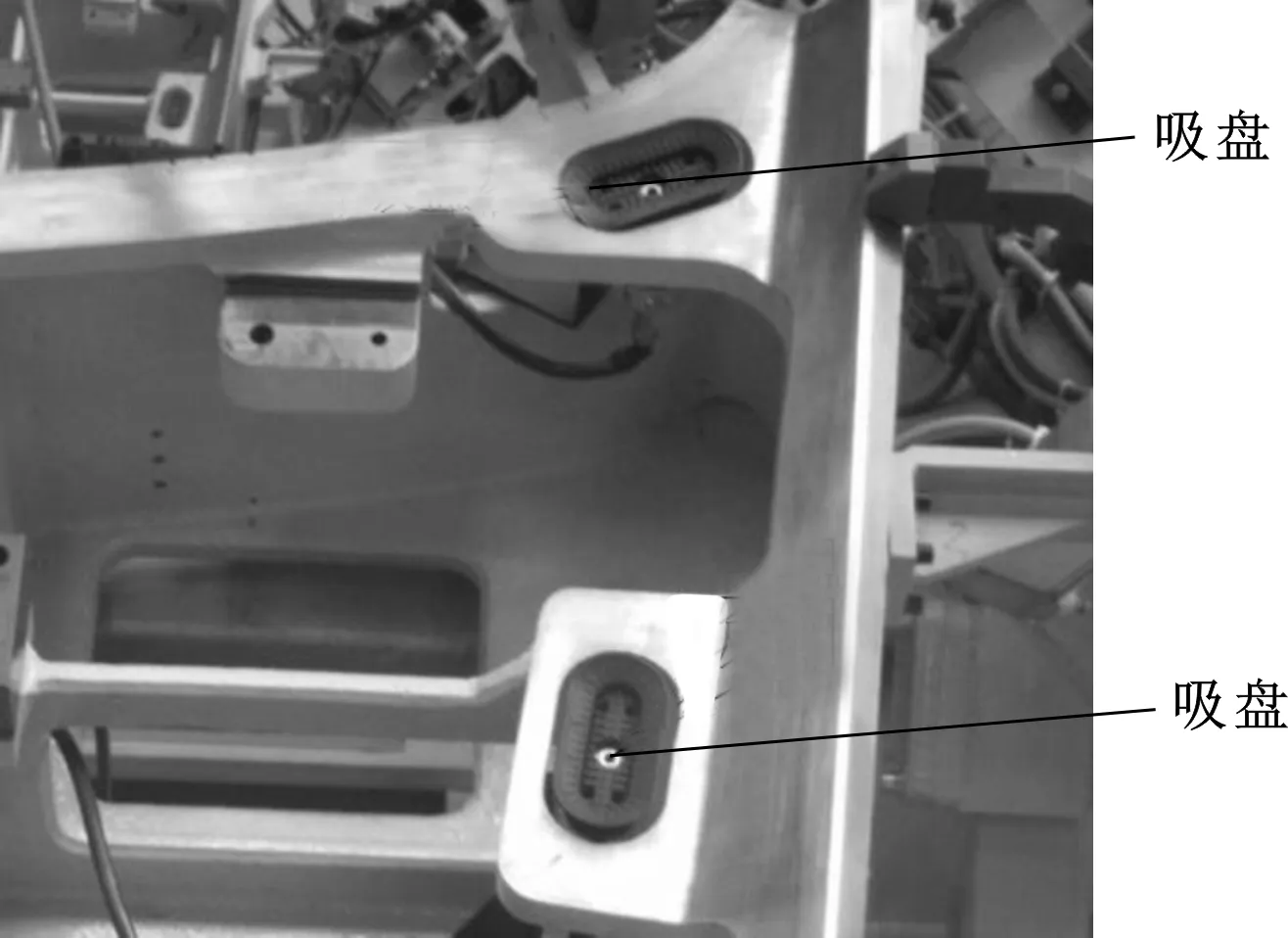
图10 均匀支撑结构
吸盘是外板定位的辅助机构。它是通过真空发生器将吸盘和外板形成的腔体抽成真空,通过真空吸附外板,达到固定的作用。一般会在吸盘周围设计支撑结构,当支撑不均匀时,吸盘吸力会造成外板倾斜,这样不仅会在外板制件上留下硌痕,也会造成制件与胎模不贴合,导致滚边质量下降[5]。因此,在吸盘位置设计时,需要在吸盘周围均匀设计支撑结构(图10)保证制件稳定。
4 胎模型面主要工作部位参数
滚边是依靠滚轮对外板进行2~4次压合,最终完成内外板滚边包合的工艺[6],在滚边过程中,胎模四周边沿是主要工作部分,其结构样式直接影响着滚边质量,经过多种车型验证和现场经验累积,将其参数标准化,为后期设计提供方便(图11)。
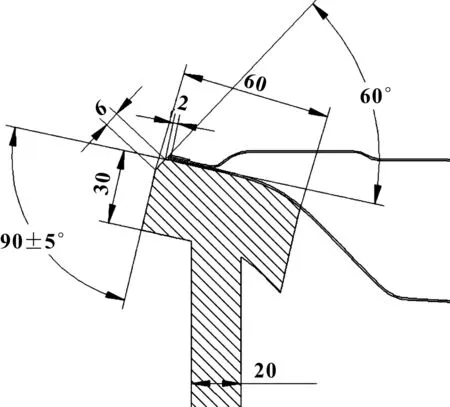
图11 胎模型面参数
5 结束语
滚边工艺已越来越多应用在各大车企中,为保证最终产品质量,需要对滚边工艺深入分析,对滚边工具、压紧定位方式以及胎模结构参数等进行总结,了解每种结构对滚边质量的影响。另外,内板法兰面的质量和外板的翻边高度等都对滚边质量有影响。这就需要在整改问题的同时不断分析总结,进而提升其工艺水平。
