并罐炉顶要料信号及倒罐控制程序的设计与应用
2021-04-28邹建唐博
邹 建 唐 博
(1.中冶赛迪重庆信息技术有限公司;2.中冶赛迪上海工程技术有限公司)
目前国内的炼铁高炉大多采用串罐或者并罐的无料钟炉顶, 其中串罐式炉顶设备结构简单、布料稳定,是无料钟炉顶的主要设计型式[1];并罐无料钟炉顶系统虽然所占比例较串罐式炉顶设备小,但在国内不少大中型高炉上也有应用[2]。对于两种炉顶系统而言,炉顶要料信号都是一个重要信号, 其编程与设计难度较高且复杂。相对于串罐炉顶系统而言,并罐炉顶系统要料信号的设计难度更高,并且还多了一项炉顶倒罐程序的设计。
1 工艺流程
炼铁高炉并罐无料钟炉顶系统的工艺流程如图1 所示,其中矿焦槽系统无中间斗。 该系统主要由上料主皮带、炉顶上部溜槽(翻板)、罐1上密封阀、罐1 下密封阀、罐1 下料闸、罐1 的均排压系统,罐2 上密封阀、罐2 下密封阀、罐2 下料闸、罐2 的均排压系统、传动齿轮箱、布料溜槽和探尺构成[3]。

图1 并罐无料钟炉顶系统的工艺流程
炉顶上部溜槽是切换上料主皮带的料往哪个罐放的设备。 矿焦槽系统直接控制矿石和焦炭称量斗将原料放在矿石主皮带,再送至上料主皮带,通过炉顶上部溜槽,把料送进罐1 或罐2,再通过下密封阀、下料闸和布料溜槽,将料放入高炉内。当料批的料头到达OK 点位置时,若炉顶应该受料的料罐没空或者上密封阀未开,则上料主皮带停。
2 并罐炉顶要料信号的设计
炉顶罐1 和罐2 可以各存放一整罐料,其中一个罐的下料闸打开,开始向炉内布料,延时后发出要料信号,让矿焦槽放料到皮带上。 当炉顶有料罐空、上部溜槽处于空料罐位置、上密封阀打开后,如果皮带上的料未到料头OK 点,那么上料主皮带就不会停。 理论上,上料主皮带(图1 中的矿石主皮带和上料主皮带可以看作是一条上料主皮带)、炉顶罐1 和罐2,最多只能存在2 个整罐的料或者少于3 个整罐的料(即1 个整罐料和2 个非整罐料)。
由以上分析可知,不倒罐时的并罐炉顶要料信号控制程序的设计要点如下[3]:
a. 皮带、料罐总共小于2 罐料,发出要料信号,但需留够连续放2 罐料的间隔时间;
b. 皮带、料罐总共2 罐料,料罐开始布料后延迟一定时间发出要料信号;
c. 皮带、 料罐总共有3 罐或者3 罐以上料时,不发出要料信号。
高炉上料一般采用C↓O↓(C 代表焦炭,O代表矿石)料制或C↓O↓Os↓料制(Os 代表小粒矿),如果采用C↓O↓料制,就容易出现其中一个罐一直装焦炭, 另外一个罐一直装矿石的情况。 为了防止并罐的罐1 和罐2 总是装同一种料(例如罐1 一直装焦炭,罐2 一直装矿石)导致设备磨损程度不同, 需设计炉顶倒罐功能, 使罐1装矿石,罐2 装焦炭。 加了倒罐功能之后,炉顶要料信号的设计就更加复杂。 假如在布料罐数(Dump 号)为50 时倒罐,倒罐和要料信号设计原理如下:
a. 先不考虑皮带上有料的情况, 罐1 装满(Dump 号为48)且没放料,罐2 满(Dump 号为49) 且没放料,nDump 后倒罐=3, 此时总罐数为2,没有要料信号。
b. 罐1 下料闸开一定时间后,炉顶发出要料信号, 这时矿焦槽开始往皮带放料 (Dump 号为50),矿焦槽开始放料后要料信号消失。 此时皮带和料罐总罐数为3。 等罐1 空之后,nDump 后倒罐=2。
c. 皮带上的料往罐1 装(Dump 号为50),此时罐2 下料闸开,开始放料,由于nDump 后倒罐=2 的条件, 罐2 下料闸开一定时间后不发要料信号,必须要等罐2 空了之后(nDump 后倒罐=1,总罐数为1)才发出要料信号,此时罐1 满(Dump 号为50),矿焦槽向皮带上放料(Dump 号为51),总罐数为2。
d. 此时罐1 满(Dump 号为50),罐2 空,皮带上有料(Dump 号为51),nDump 后倒罐=1。罐1 下料闸打开一定时间后再次发出要料信号。 这个要料信号要等到皮带上有一整罐料, 并且满足皮带上2 罐料最短时间间隔才能放, 放的料Dump 号为52。
e. 罐1 空了之后,nDump 后倒罐=1, 皮带上的料 (Dump 号为51) 往罐1 装, 后续的原料(Dump 号为52)往罐2 装。
综上所述,罐1 连装两次料(Dump 号为50、51),罐2 装Dump 号为49、52 的料,完成倒罐功能。
在nDump 后倒罐=2 时的要料信号比正常要料信号晚发出去,并且罐1 在布Dump 号为50 的料,皮带上Dump 号为51 的料时,罐1 设备不能出问题,放料时间也不能过长,否则就有可能导致皮带上Dump 为51 的料到料头OK 点时,罐1还没有准备好而导致皮带停。 同时也说明倒罐功能对上料速度影响较大,基本上比正常放料时少放一罐。
笔者设计的并罐炉顶要料信号的程序如图2所示。
3 实际应用
炼铁高炉并罐无料钟炉顶系统在某钢铁厂炼铁高炉实际应用后,其高炉并罐炉顶主界面截图如图3 所示,罐1 或罐2 开始布料5s 后发出要料信号,倒罐罐数界面可设置或取消,项目投产至今运行正常。

图2 并罐炉顶要料信号程序
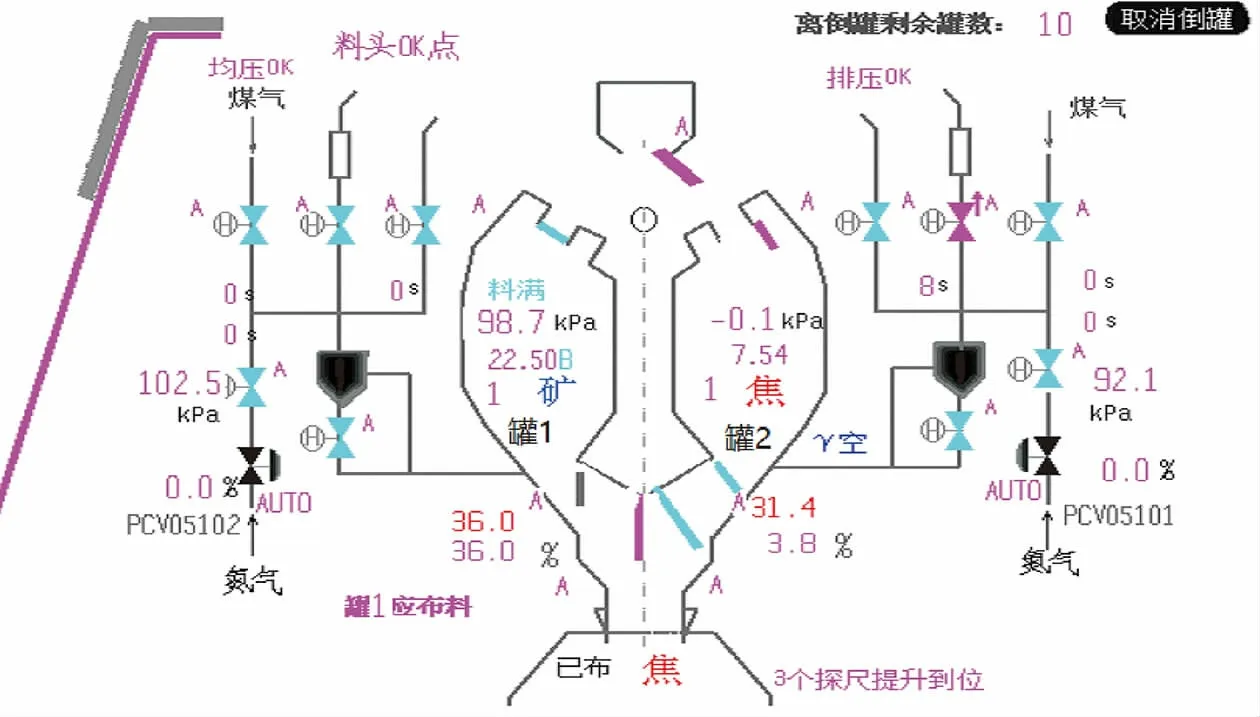
图3 高炉并罐炉顶主界面
4 结束语
炼铁高炉并罐炉顶工艺流程比串罐炉顶复杂,要料信号多了倒罐功能,其设计难度更高,要料信号能否正确发出,关系到高炉能否顺利生产。笔者设计的并罐炉顶要料信号和倒罐功能的控制程序运行稳定可靠,经受住了实际工程的检验。
