一种新型回转式上料变位机
2019-10-21邢艳
邢艳
摘 要:焊接變位机是自动化焊接设备的辅助设备,本文针对立式焊头的搅拌摩擦焊设备的特点,设计了专用的配套变位机,由工件装夹和上料两部分组成,装夹部分使用伺服电机和气动卡盘实现工件的快速夹紧和旋转的功能;上料部分由支撑架及转盘送料机组合而成,实现工件的快速上料,整机满足使用要求。
关键词:变位机;回转;焊接;装夹;上料
随着科学技术的发展,越来越多的自动化机械设备和机器人应用到机械制造行业,为充分发挥自动化设备的优势,提高生产效率和产品质量,为自动化设备配置的工装也越来越“自动化”,比如:在焊接行业,焊接变位机是专用的焊接辅助设备,适用于回转工作的焊接变位,以得到理想的加工位置和焊接速度,可与操作机、焊机配套使用,组成自动焊接中心,也可用于手工作业时的工件变位。
焊接变位机作为自动化焊接设备工作站中不可缺少的组成部分,其设计研究是缩短焊接周期,促进制造业发展的重要手段。焊接变位机按其结构形式主要分为:(1)伸臂式焊接变位机,使用于轻小焊件的翻转变位,回转工作台安装在伸臂一端,伸臂一般相对于某倾斜轴成角度回转,而此倾斜轴的位置多是固定的,但有的也可小于100°的范围内上下倾斜,负载小于1吨;(2)座式焊接变位机,应用最为广泛,工作台有一个整体翻转的自由度,可以将工作翻转到理想的焊接位置进行焊接,另外工作台还有一个旋转的自由度,负载范围为1~5吨;(3)双座式焊接变位机,集翻转和回转功能于一身的变位机械,稳定性高,适用于大型和重型工件的翻转变位,负载大于50吨。
本文设计一种新型回转式上料、快速夹紧定位的变位机,配套于搅拌摩擦焊设备。
1 变位机的功能要求以及设计参数
焊接变位机是专用于导电管搅拌摩擦焊接的辅助设备,要求适用于Φ90~Φ160mm等外径尺寸的导电管焊接变位及装卡,一方面要求满足工件的快速上料,另一方面要满足工件的快速装夹和定位,对此,主要设计参数:
(1)卡盘夹紧力6吨;
(2)卡盘同心度0.05mm;
(3)外形尺寸:4.5m×1.1m×1.2m;
(4)输出转速1.5转/min。
2 变位机结构设计
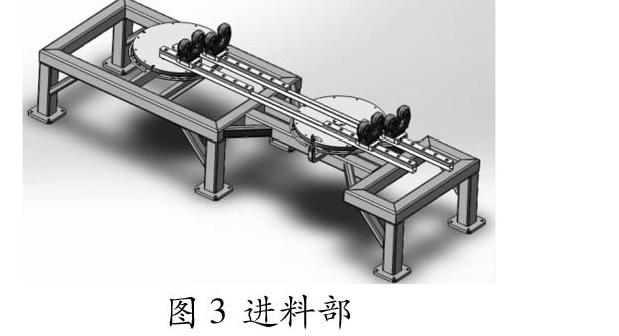
由于要设计的变位机是为搅拌摩擦焊设备配套的,搅拌摩擦焊的焊接原理是利用焊头的高速旋转使其与焊接工件材料摩擦实现焊接,立式焊头,且只有三个自由度,工件在焊接过程中配合焊接做圆周运动,因此在焊接导电管的过程中,需要两段导电管能够快速对中,要求同心度很高;同时由于导电管的壁厚不同,在卡盘夹紧力的设计上也有很高的要求,即不允许将导电管装夹变形,又不允许在焊接导电管的过程中导电管发生位置变化。设备主要构成:由气动装夹部、进料部组成,外形尺寸:长×宽×高:4.5m×1.1m×1.2m(装夹部分可根据机床调整高度);如图1所示:
2.1 气动装夹部
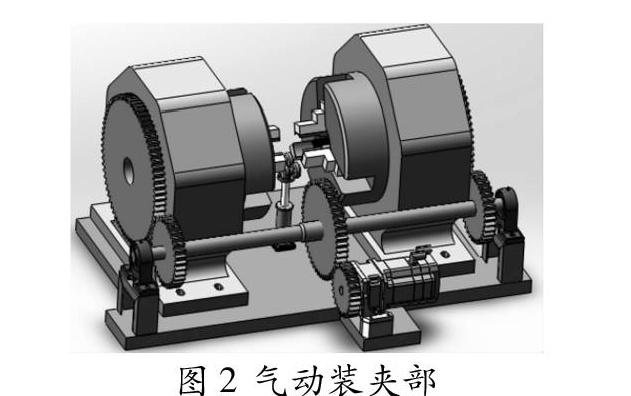
采用气动驱动卡盘卡紧,夹紧力可达6吨。如图2所示:气动卡盘回转通过一台伺服电机进行齿轮啮合传动,最终输出转速1.5转/min。装夹部整体底座尺寸参考焊接机床工作平台设计。
卡盘卡爪与工件夹紧部分镶有铜套,保护工件表面镀层。根据不同直径产品可更换相应型号卡爪匹配;支撑缸顶部为四轮架结构,在旋转同时避开飞边及高温区。
2.2 进料部
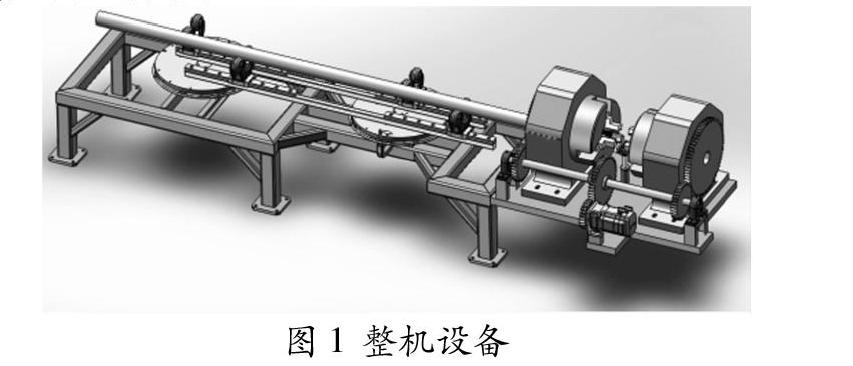
由支撑架及转盘送料机构组成。支撑架采用方管焊接制作,高度可调。箭头部分为直线导轨。两转盘中心孔距以及两轮架滚轮孔距可以调整,用以匹配不同长度不同直径的导电管。滚轮材质采用硬质PVC。
3 焊接工艺工作流程
工件由人工/吊装器上料后,旋转转盘,工件旋至中心时,用档杆手动锁死转盘,通过直线导轨将工件推进卡盘,到达指定位置后,系统自动对中夹紧。当卡盘夹紧力达到预设压力值后,支撑缸顶升,焊接机床开始工作,焊接过程中,变位机转速为系统中已输入的设定值,额度转速:1.5rpm;最大转速:2rpm。焊接过程中,支撑缸额度承受力为1t,气动卡盘夹紧力为6t。搅拌摩擦焊接钻头到达指定位置后,伺服电机启动,卡盘回转。回转指令由机床程序控制,伺服电机留有集成接口,焊接变位机工装与数控系统为兼容形式,可进行一体化控制,亦可进行独立操作。在一个导电管焊接完成后,由人工进行抽出导电管,并回转切换工装将下一组导电管回转至工作位置进行焊接,焊机工作同时,在转盘另一侧可填装待焊工件,节省装卡及吊装时间。
4 结语
本文针对回转式焊接变位机设计进行详细的阐述,确定工件装夹部分和上料部分的结构方案,装夹部分使用伺服电机和气动卡盘实现工件的快速夹紧和旋转的功能;上料部分由支撑架及转盘送料机组合而成,实现工件的快速上料,达到使用目的,同时通过此次设计变位机,为更多的智能化设计做好基础。
参考文献:
[1]杨景才.变位机的设计与应用[J].酒钢技术,2018(1):35-37.
[2]翟浩,孟国强,王彩凤.常用焊接变位机种类及其选用原则[J].工程机械与维修,2013(15):179.
[3]孙首雄,江山,周理华,郭飚.一种新型双回转变位机的研究[J].新技术新工艺,2011(7):86-88.
[4]王瑾,王玮.筒形焊接结构焊接用变为机械的设计[J].化工机械,2017(4):57-58.
