N-甲基乙酰胺萃取精馏回收稀醋酸工艺的模拟与实验研究
2021-04-28李瑞端刘玉佩戴传波
李瑞端 刘玉佩 戴传波
(1.吉林化工学院石油化工学院;2.嘉应学院化学与环境学院)
醋酸,也称乙酸,可与水和常用的有机溶剂(如乙醇、乙醚及四氯化碳等)混溶,也能够溶解大多数树脂和精油,但不溶于高级脂肪烃和二硫化碳,在化学品工业、医用药业、染料产品及香料助剂等行业广泛应用。 据统计,在工业上所消耗或者生成的乙酸有很多随废水排出,这不仅会白白浪费有用的乙酸,还会增加环境负担。 因此,从含乙酸废水中回收乙酸并重新利用,不仅可以提高乙酸的利用价值,增加产品附加值,而且也利于保护环境。
国内外许多学者对醋酸稀溶液体系的分离回收工艺进行了研究, 回收精制工艺有很多种,常见的工艺有传统精馏法。 由于醋酸与水二元相图存在夹点,使用传统精馏法很难得到高纯度醋酸产品。因此多采用共沸/萃取精馏、溶剂萃取、超临界流体萃取或氧化、吸附、中和、生物化学、酯化等方法以及它们的结合使用等[1~7]。 笔者以N-甲基乙酰胺为夹带剂,利用萃取精馏法回收废液中的醋酸。 利用Aspen Plus工程模拟软件对连续萃取精馏过程进行模拟, 选用NRTL-HOC热力学方程, 并采用灵敏度分析找到合适的回流比、进料比和进料位置,以获得最佳设计条件与操作条件,为进一步实现工业化提供理论基础。
1 流程模拟与优化
N-甲基乙酰胺作夹带剂连续分离水和醋酸物系的工艺流程如图1所示。
图1中涉及的设备与操作参数见表1。
1.1 回流比对分离效果的影响
精馏塔的回流比是精馏操作中的重要操作参数。 精馏塔回流比的变化直接影响精馏塔的热负荷,影响精馏塔塔底重组分、塔顶轻组分质量分数。 在能保证分离要求的基础上,选择最小的回流比是能耗最小的。 萃取精馏塔理论塔板数与回流比之间的关系曲线如图2所示。 图3是精馏塔回流比与醋酸纯度的关系曲线, 图4是精馏塔回流比与热负荷的关系曲线。 从图3可以看出,随着回流比的增大,醋酸纯度提高,但当回流比增大到一定数值后,即回流比值大于2.4以后,再增加回流比对于醋酸纯度的影响基本不变。 从图4可以看出,随着回流比的增加,热负荷会一直直线上升。 因此笔者选取回流比为2.4,这样既能满足对醋酸的分离要求又不消耗过高的热能。

图1 N-甲基乙酰胺作夹带剂连续分离水和醋酸物系的工艺流程

图2 精馏塔理论塔板数与回流比之间的关系曲线
1.2 原料与夹带剂进料位置对分离效果的影响
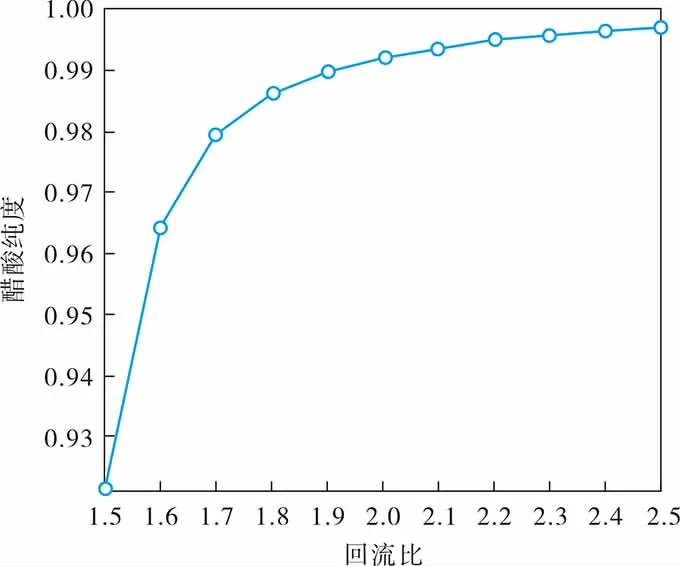
图3 精馏塔回流比对塔顶醋酸纯度的影响
在其他条件相同只改变原料进料位置时,会有不同的分离效果, 要想获得最佳的醋酸纯度,需选择一个最佳原料进料位置。 原料进料位置越低塔釜中轻组分含量越多;而原料进料位置越高其馏出液中重组分含量越多。 图5是其他条件相同,只改变原料进料位置时,醋酸纯度随着原料进料位置的变化曲线,可以看出,当原料进料位置由第20块板变化至第38块板时,醋酸纯度变化不大,在第38块板后急剧下降。 图6是其他条件相同,只改变夹带剂进料位置时,醋酸纯度随着夹带剂进料位置的变化曲线,可以看出,随着夹带剂进料位置的增加醋酸纯度一直上升,只是在第13块板后增长速度缓慢并逐渐趋于不变。 综合考虑,原料进料位置选择第26块板、夹带剂进料位置选择第13块板,此时分离效果最佳。
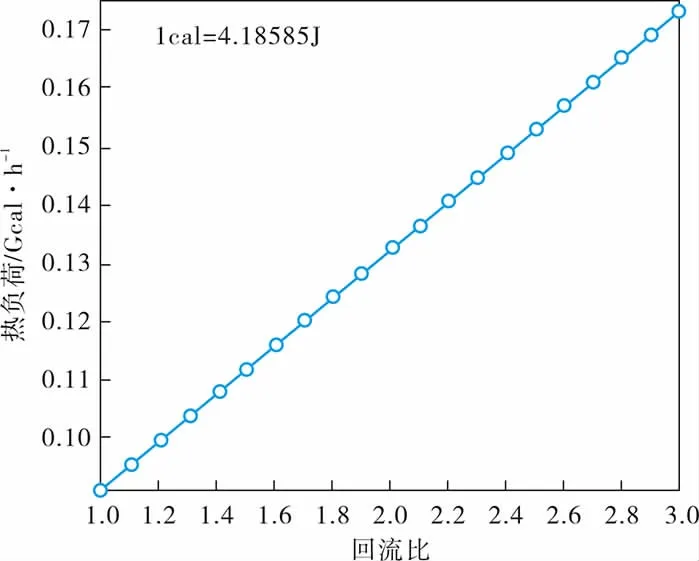
图4 回流比对热负荷的影响

图5 原料进料位置对醋酸纯度的影响
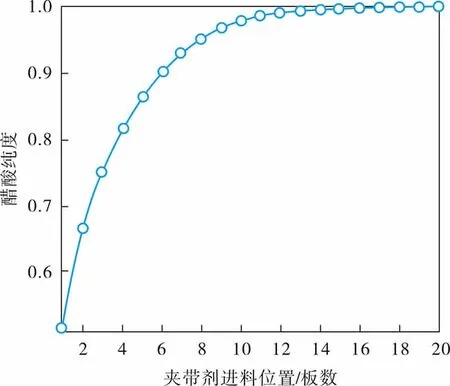
图6 夹带剂进料位置对醋酸纯度的影响
2 实验研究
2.1 实验药品与仪器
以N-甲基乙酰胺为萃取精馏的溶剂,对质量分数为25%的醋酸水溶液进行萃取精馏实验。实验所用试剂及规格见表2。

表2 实验试剂及规格
间歇萃取精馏的实验装置示意图如图7所示。
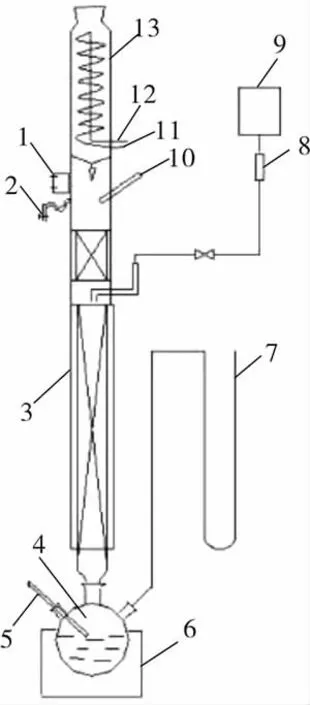
图7 间歇萃取精馏的实验装置示意图
2.2 理论塔板数测定
通过测定填料塔在全回流条件下某物系的塔顶和塔底组成, 根据Fenske公式来推测该塔在该体系下的全回流理论塔板数。 根据Fenske公式可计算理论塔板数如下:


式中 Nmin——全回流时的最小理论塔板数 (不含再沸器);
xD——精馏塔全回流稳定后塔顶轻组分浓度;
xW——精馏塔全回流稳定后塔釜轻组分浓度;
α——塔顶塔釜水-醋酸的几何平均相对挥发度;
αD——塔顶温度下的相对挥发度;
αW——塔釜温度下的相对挥发度。
理论塔板数测定结果见表3。

表3 理论塔板数测定结果
2.3 实验结果与讨论
用一个塔完成间歇性分离,首先将水从塔顶蒸出,待没有水从塔顶蒸出后,开始第2步精馏,将夹带剂N-甲基乙酰胺中的轻组分醋酸从塔顶蒸出,最后将N-甲基乙酰胺从塔釜接出。 实验主要测定不同回流比和进料比下塔顶醋酸的质量分数,进而确定适宜的回流比和进料比,以达到最佳的分离效果。
2.3.1 回流比
不同回流比下塔顶醋酸的质量分数如图8所示。 可以看出,当回流比为4时分离效果最好,此时醋酸的质量分数已经很接近纯醋酸的含量,所以可以判断此时蒸出的醋酸已接近纯醋酸。

图8 不同回流比下塔顶醋酸的质量分数
2.3.2 进料比
在回流比为4时,考察不同进料比(醋酸水溶液与N-甲基乙酰胺之比)下醋酸的质量分数(图9)。 从图9可以看出,当进料比为1.0时,塔顶蒸出的醋酸的质量分数较高,分离效果较好。

图9 不同进料比下塔顶醋酸的质量分数

图10 醋酸质量分数随时间变化曲线
确定好最佳的回流比与进料比后,考察精馏时间对醋酸质量分数的影响。 如图10所示,实验的前半段时间塔顶醋酸浓度为零,这是因为实验刚开始塔顶蒸出的是水, 水蒸出之后才是醋酸;之后随着时间的推移, 塔顶醋酸浓度逐渐上升,在蒸馏时间达到400min时,达到了醋酸的分离要求96%。
3 结论
3.1 通过Aspen Plus软件模拟找到了连续萃取精馏时合适的进料比和回流比以及原料和夹带剂的进料塔板数。 当回流比为2.4、进料比为1.0、原料在第26块塔板处进料、夹带剂在第13块塔板处进料时,能将水和醋酸分离,并达到最好的分离效果。
3.2 经过精馏塔严格模拟计算,确定了萃取精馏稀醋酸过程中主要操作参数的影响因素,对稀醋酸回收的研究具有一定意义。
3.3 通过间歇萃取精馏, 在选用N-甲基乙酰胺作夹带剂进行实验时,找到了合适的回流比和进料比。 在回流比为4、进料比为1.0时,水和醋酸的分离效果最好,在蒸馏400min时,达到分离要求。
3.4 与普通精馏相比, 萃取精馏工艺具有能耗低、废酸排放量少的优点,具有长远的经济效益。
