UASB启动及厌氧氨化作用研究
2021-04-22刘兴
刘 兴
(栗田工业(苏州)水处理有限公司,江苏 苏州 215122)
随着经济的快速发展以及工业化进程的加快,各种化工废水、印染废水、制药废水以及生活污水、养殖废水等大量排放,多种形态的含氮污染物随之进入水环境,造成了严重的水体污染和生态破坏[1-2]。随着太湖蓝藻事件的发生,中国环境关注的焦点由有机污染物转向了氮及磷污染方面,并近一步促使废水排放标准的提高[3]。目前,含氮有机污染物的排放以及有机氮去除效率不高等成为污水厂出水总氮难以达标的主要影响因素。尤其是出水对总氮的要求,使水中有机氮的去除受到了越来越多的重视[4]。
氨纶,学名聚氨基甲酸酯弹性纤维,其生产废水主要污染为DMAC,具有高有机氮、成分复杂、水质水量波动大等特点。当污染物进入废水系统,有机氮发生生物氧化,分解为NH3-N,而造成污水排放氨氮超标,氨纶废水降有机氮的转化及氨氮处理是该类废水处理的难点和重点[5-6]。
本文以某氨纶企业废水处理工艺中的厌氧反应器为研究对象,对其在整个处理系统运行中所具有的厌氧氨化作用进行详细分析和总结。
1 工艺流程
某氨纶生产企业废水处理工艺流程见图1。

图1 废水处理工艺流程
由于氨纶生产废水种类多,因此根据废水水质情况首先在综合调节池,之后由提升泵将废水提升至水解酸化池。水解酸化是一种介于好氧和厌氧之间的方法,可以将难降解的有机物转化为易生物降解的小分子物质,从而提高废水生化性,缩短处理时间并提高处理效果[7]。水解酸化池出水自流进入中间水池,该池内设有蒸汽加热系统,将废水温度控制在35 ℃左右,以利于厌氧系统的运行。中间水池内废水由提升泵提升进入UASB。在厌氧条件下,废水中的有机氮经厌氧氨化作用转化为氨氮,使氨氮浓度上升,同时去除大部分有机物[8]。经过UASB处理过的废水进入AO生化系统,通过混合液回流及污泥回流,利用系统内硝化及反硝化细菌去除废水中的氨氮,之后废水经过二沉池泥水分离后进入反硝化滤池,进一步确保氨氮稳定达标。废水经过处理后,最终出水达到国家GB8978-1996污水综合排放标准一级标准要求。UASB进水水质见表1。

表1 UASB进水水质
其中,UASB有效反应容积277 m3,容积负荷2.3 kg COD/(m3·d),运行进水量300 m3/d,HRT约为22 h。
2 UASB的启动
厌氧氨化是一个多种群微生物协同作用、共同实现复杂有机化合物链式降解及有机氮氨化反应的过程。氨纶废水中的氮素主要以有机氮DMAC和氨氮形式存在,因此高效的厌氧氨化作用是后续A/O脱氮工艺的保障[9]。
为了使系统尽快启动,采用接种污泥法。UASB接种污泥为嘉兴市某污水厂脱水后的消化污泥,含水率在80%左右,接种量约为80 m3。直接用处理废水对接种污泥进行培养、驯化。首先采用低浓度的氨纶废水对污泥进行活化,使污泥适应废水水质,采用低负荷启动,以确保生长缓慢的微生物不会过负荷,促进絮状、颗粒状污泥生长[10]。由于项目的特殊性,原水水质较稳定且废水浓度调节有困难,因此之后通过控制进水量逐步提高进水负荷。UASB启动过程中的进水负荷参数见表2。
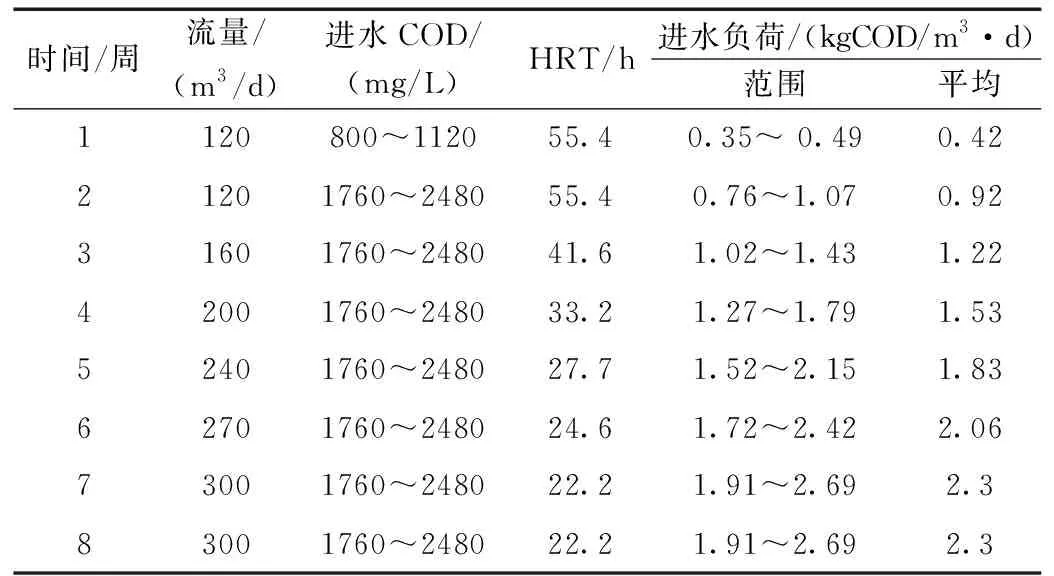
表2 UASB启动过程中进水负荷
在调试运行过程中,控制pH在7~8,水温30~35 ℃范围内,每天取样检测UASB进出水水质情况,当出水各项指标符合以下条件:COD去除率>60%,氨氮转化率>90%,产气状况良好,并且稳定运行1周,则从第二周开始按照表2的方案提高负荷,直至UASB达到设计负荷。在启动初期,为了提高污泥的生长速率,缩短启动时间,向UASB内投加葡萄糖等营养元素,同时开启内循环泵,控制厌氧池内上升流速在0.5 m/h,以便系统内污泥同废水充分混合。
3 运行效果分析
3.1 COD去除效果
UASB反应器正式进水后,每天取中间水池内废水及厌氧出水进行检测分析。UASB反应器进出水COD浓度及COD去除率的变化如图2所示。

图2 UASB进出水COD浓度变化
由于新接种的污泥还未完全适应新的废水水质,因此系统开始启动时采取低负荷进水。第1周进水流量5 m3/h,由于负荷较低,且厌氧污泥还处于适应阶段,因此开始对COD的去除率较低,但呈直线上升阶段。到第3天,COD去除率达到80%以上,系统开始产气,说明厌氧微生物已经开始增殖,已经适应了氨纶废水的水质,到第5天,COD去除率达到95%以上,且产气量很大,开始逐步提高负荷。随着进水流量的提高,对有机物的去除率均是出现先下降再回升的波动,但COD去除率基本维持在70%以上,说明UASB反应器具有一定的抗冲击负荷能力。
在系统启动运行的第7周,COD去除率从82%逐步下降到60%左右,且厌氧池顶部出现跑泥现象。经分析系统在第7周,系统进水量达到300 m3/d,流量的增大,对系统造成了一定的冲击。废水在反应器内HRT为22 h,反应停留时间减少,且在高氨氮的条件下,有机物的去除效果受到很大影响,但产气量正常。持续运行观察一段时间后,系统趋于稳定。
经过8周的提负荷运行,系统进水负荷达到2.3 kgCOD/(m3·d),COD去除率稳定在60%以上,厌氧系统启动完成。由调试结果可看出,系统停留时间对COD的去除具有较大影响。
3.2 厌氧氨化效果
虽然部分研究认为污水氨化作用并非处理限值因素,但对于氨纶废水处理工程,厌氧氨化池作为该工艺的核心,其良好的氨化反应是后续脱氮过程的前提和保证[11]。

图3 UASB进出水氨氮浓度变化
由图3可知,调试启动期间,UASB进水氨氮浓度基本维持在100~150 mg/L范围,出水中氨氮浓度比进水的浓度有大幅度提高,这是因为氨纶废水中含有DMAC、DMF,经过厌氧氨化菌的作用将有机氮转化为氨氮[12]。
系统采用生活污水处理厂的硝化污泥,其中含有的硝化及反硝化细菌,为系统的快速启动提供了条件。自启动初期,系统便有较高的氨化率,且氨化效果稳定,随着进水流量的提高,对有机氮的氨化效果同样出现先下降再回升的波动,但出水氨氮始终维持在350左右,说明系统氨化反应并未受到进水条件的太大影响。反应器在系统启动运行的第7周,为了减小后续系统的脱氮压力,对企业车间排水进行了优化,降低了一股浓水的排入量,控制废水总氮在300 mg/L以下,因此,废水经过厌氧氨化反应后,出水氨氮维持在250 mg/L左右,为最终排水的氨氮达标提供了保证。
4 结 论
(1)氨纶废水主要污染物为DMAC,具有高COD、高TN的特点,而TN主要以有机氮形式存在,因此该废水在厌氧条件下,有机氮经厌氧氨化作用会转化为氨氮,使出水氨氮浓度升高;
(2)UASB启动过程中,控制进水pH为中性,水温35 ℃,在反应器出水COD、氨化效果及产气等指标正常并且稳定运行1周基础上,按计划逐步提高进水负荷,直至UASB达到满负荷运行;
(3)历经8周的启动,UASB进水负荷达到2.3 kgCOD/(m3·d)。在废水停留时间22 h的条件下,COD去除率稳定在60%以上,不仅具有良好的COD去除率,且为后续反硝化保留了优质碳源;
(4)自UASB启动之初,系统便具有良好的氨化效果,说明该UASB具有足够的氨化反应时间。经过厌氧氨化作用,UASB出水氨氮维持在250 mg/L左右,氨化较彻底,为后续脱氮提供了保证。
