PET在油茶壳炭C-SO3H基固体酸催化剂下的液化行为研究
2021-04-20刘润清邢明明黄继明
刘润清,邢明明,黄继明*
(铜仁学院,贵州铜仁554300)
0 前言
PET 是由对苯二甲酸二甲酯和乙二醇或对苯二甲酸和乙二醇为原料聚合而成的饱和聚酯[1]。PET 具有其它饱和聚酯不具备的优点,比如透明度高、刚度好、强度高、有韧性、摩擦系数小、尺寸稳定性高,耐稀酸、稀碱、无毒、无味等优点,被广泛使用于食品、药品、无毒无菌的包装材料、汽车配件、体育用品等领域[2]。虽然PET 这种废弃的高分子材料无毒,质量轻,体积大,难降解,这给环境带来巨大的挑战,而且资源也被浪费[3]。目前PET 的回收方法有化学和物理方法,物理方法仅仅是机械的粉碎掩埋并没有从根本上解决问题,而化学降解可以得到低分子产物,是PET再资源化利用和根治白色污染的有效途径[4]。PET 的化学解聚反应最重要的是催化剂,研究者致力于通过开发合适的催化剂,绿色无污染地降解PET。目前,PET 醇解最常用的催化剂是金属醋酸盐类催化剂[5],此外,碱金属盐、Na2CO3和NaHCO3、冰醋酸、LiOH、硫酸盐等这些物质代替醋酸锌作为PET 降解的催化剂[6]。醋酸盐类、KOH 和Na2CO3这些催化剂都是均相催化剂等,这些催化剂都极易溶于水且无法回收,只能一次性使用,且排放后会对水体产生二次污染。因此,探索PET 醇解反应的非均相催化剂是必要的[7-9]。
我国是农业大国,生物质种类繁多。油茶是贵州,湖南等地的重要的油科作物,近年来种植面积日益扩大,高达数十万亩[10],然而其在加工的过程中产生会产生大量的副产品油茶壳,油茶壳大约占整个茶果鲜重的一般半,因此油茶壳资源非常丰富。然而,目前对于油茶壳这么大量的生物质资源不但没有得到合理的利用,而且被丢弃到环境中,对水源和生态环境造成严重威胁[11-13]。近年来,生物质材料走入大家的视眼,科学家们经过化学改性方法制备了多种低廉和高效的炭基固体酸催化[14-15]。因此,本文以废弃油茶壳生物质为原料,通过采用硫酸活化,制备油茶壳生物质炭固体催化剂应用于废弃PET醇解反应,以此达到油茶壳生物质资源和PET废弃资源的再利用。此外,文中对催化剂、催化工艺、催化降解产物进行表征,对催化机理以及催化动力学进行探讨。
1 实验部分
1.1 主要原料
废弃聚酯,自制,取自市售250 mL 废弃农夫山泉矿泉水瓶;
乙二醇,分析纯,天津福成试剂有限公司;
硫酸,分析纯,天津福成试剂有限公司;
油茶壳,取自贵州省黔东南农户。
1.2 主要设备及仪器
管式炉,JZGL-1200,长城科工贸有限公司;
循环水式多用真空泵,SHZ-EIII,长城科工贸有限公司;
集热式恒温加热磁力搅拌器,98-11-C,长城科工贸有限公司;
分析天平,BL204,上海奥豪斯仪器有限公司;
电热恒温鼓风干燥箱,DEG-9053A,上海奥豪斯仪器有限公司;
X射线衍射仪(XRD),Smartlab9kW,日本Rigaku公司;
红外光谱仪(FTIR),iS5,德国Nicolet公司;
核磁共振波谱仪(1H-NMR),JNM-ECP60,日本电子株式会社;
扫描电子显微镜(SEM),FEI Nova400,日本Hitachi 公司。
1.3 样品制备
(1)催化剂制备流程:将油茶壳冲洗去尘,烘干,粉碎后过筛后,在不同浓度的硫酸溶液中浸渍72 h,过滤后在100 ℃下烘干备用;称取2.0 g上述烘干的油茶壳在N2气氛下,200 ℃预碳化2 h,然后以5 ℃/min 升温至一定温度,炭化3 h 后得到油茶壳生物质炭;以制备的油茶壳炭粉为载体,负载磺酸基,具体过程为:称取1 g 炭粉,末加5 mL、98%浓硫酸置于反应釜中,200 ℃下磺化5 h;冷却后稀释过滤,至滤液中检测不到硫酸根离子为止,然后在100 ℃,烘干12 h制得油茶壳C-SO3H催化剂;
(2)催化PET 醇解反应:将塑料剪碎剪成边长0.4 cm×0.4 cm 的小方块状PET 片,封装;称取PET片约5.0 g,油茶壳改性磺酸炭催化剂1.0 %(占PET片质量分数),PET∶EG 质量比为1∶4 于三口瓶中,缓慢升温至乙二醇沸点下反应5 h,待反应完毕后趁热过滤并将滤液旋转蒸发至100 mL,置于冰箱里过夜得到醇解产物聚对苯二甲酸二乙二醇酯(BHET),PET 转化率(R,%)和BHET的回收率(W,%)分别按式(1)~(3)计算,PET醇解反应方程式如图1所示。
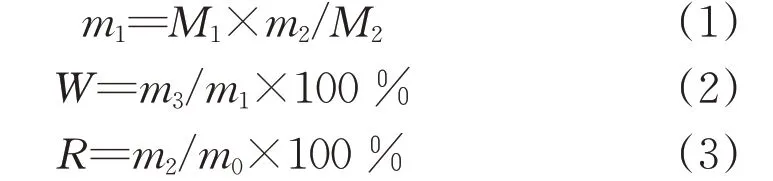
式中 m1——BHET的理论质量,g
m2——参加反应的PET质量,g
m3——BHET的实际质量,g
M1——BHET的相对摩尔质量,mol/g
M2——PET重复单元的相对摩尔质量,mol/g

图1 PET 醇解反应方程式Fig.1 Equation for the alcoholysis of PET
1.4 性能测试与结构表征
XRD 分析:油茶壳C-SO3H 催化剂的粉末衍射采用XRD 对催化剂微结构进行表征,Cu-Kα 辐射源,波长为15.405 6 nm,加速电压为40.0 kV,管电流为150.0 mA,扫描角2θ 的范围为10°~60°,扫描速率为5(°)/min;
FTIR 分析:催化剂和醇解产物采用FTIR 记录波数400~4 000 cm-1范围内的谱图,样品采用KBr压片;
1H-NMR分析:观测频率为600.172 3 MHz;
SEM 分析:原始油茶壳经烘干、粉碎处理后和油茶壳C-SO3H催化剂分别在SEM下观察。
2 结果与讨论
2.1 油茶壳C-SO3H催化剂的FTIR分析
如图2 所示,3 336、2 887、1 689 cm-1处分别为—OH、—C—H、—C=O 特征峰。改性后羟基强度变的更尖锐,说明在油茶壳经过硫酸的化学处理后,油茶壳C-SO3H 催化剂中羟基含量增大[16]。在约1 240、1 020 cm-1处的伸缩峰分别对应O=S=O 和—SO3,表明成功将磺酸基负载到载体油茶壳炭上[17-18]。

图2 催化剂的FTIR谱图Fig.2 FTIR spectra of the catalyst
2.2 油茶壳C-SO3H催化剂的XRD表征
油茶壳C-SO3H 催化剂的XRD 表征如图3 所示,可以看出,催化剂呈现无定形炭结构,在约22°特征峰归属于炭晶面(002),而在45°附近的(100)晶面和52°附近的(004)晶面的特征峰并没有出现[16-19]。
2.3 油茶壳C-SO3H催化剂的SEM表征
图4 所示为原始油茶壳经烘干、粉碎处理后和油茶壳C-SO3H 催化剂的SEM,对比改性前后的形貌可知,原始油茶结构较为松散和无序,呈现长短不一的长方体棒状结构,如图3(a)所示,而油茶壳炭固体酸催化剂打破了短棒状的形状,形成紧密结合,孔隙明显的有序结构,如图3(b)所示。通过SEM 对比分析,经过处理后制备的油茶壳C-SO3H 催化剂空隙结构明显,利于形成大的比表面积,从而促进催化反应。

图3 催化剂的XRD谱图Fig.3 XRD pattern of the catalyst

图4 催化剂的SEM照片Fig.4 SEM pictures of the catalyst
2.4 油茶壳C-SO3H催化工艺条件探索
(1)浸渍比例对催化效率的影响
将硫酸和油茶壳粉按图5 中所示的浸渍比例,600 ℃、浸渍6 h,当浸渍液浓度为1 mol/L、炭化时间为1 h 时,从图上可知,催化效率和浸渍比的呈现正相关。浸渍比例的不同,原材料和硫酸接触到几率不同,导致单位时间内油茶壳炭粉化学键破坏程度有差异,从而油茶壳生物质粉的热解速度不同,表现出不同的催化性能。因此,浸渍比例是影响催化活性的重要影响因素。

图5 浸渍比对催化剂催化性能影响Fig.5 Influence of impregnation ratio on catalyst properties
(2)酸浸渍液浓度对催化效率的影响
图6 是浸渍液浓度对催化效率的影响。浸渍比1∶1,600 ℃下,炭化2 h 时,催化效率随着浸渍液浓度的升高呈现增大趋势,这与浸渍比对生物质炭的作用类似。因此,浸渍比不同材料表现出的催化性能同样不同。由于浸渍液浓度为2.0、2.5 mol/L时,催化效率略有提高,考虑到给水环境带来压力,所以适宜的浸渍液浓度选取2.0 mol/L。
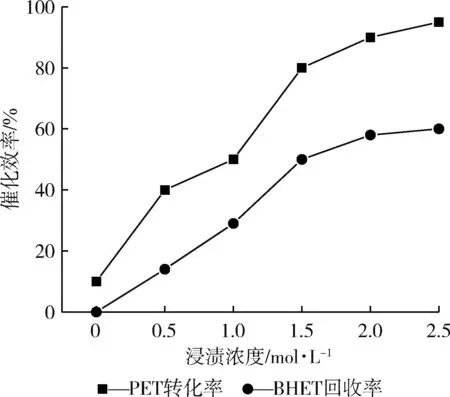
图6 浸渍液浓度对催化剂催化性能影响Fig.6 Influence of impregnation concentration on catalyst properties
(3)炭化温度对催化活性的影响
图7 为炭化温度对催化活性的影响。400~700 ℃内,PET 转化率和BHET 回收率表现出不同的趋势,在炭化温度为700 ℃二者收率都达到最大,当炭化温度升高到800 ℃,PET 转化率基本保持不变,BHET 回收率则降低。综合以上得到:在此炭化温度为700 ℃下制备的油茶固体酸催化剂表现出较强的催化活性。

图7 炭化温度对催化剂催化性能影响Fig.7 Influence of carbonization temperature on catalyst properties
(4)磺化温度对催化效率的影响
图8是磺化温度对催化剂的影响,随着磺化温度的升高,PET降解率和BHET回收收率,呈现出不相同的趋势,在磺化温度为160 ℃下,二者达到最大值。如果磺化温度过高,炭材料被氧化严重从而会造成催化剂活性下降[19],因此选择160 ℃为适宜的磺化温度。
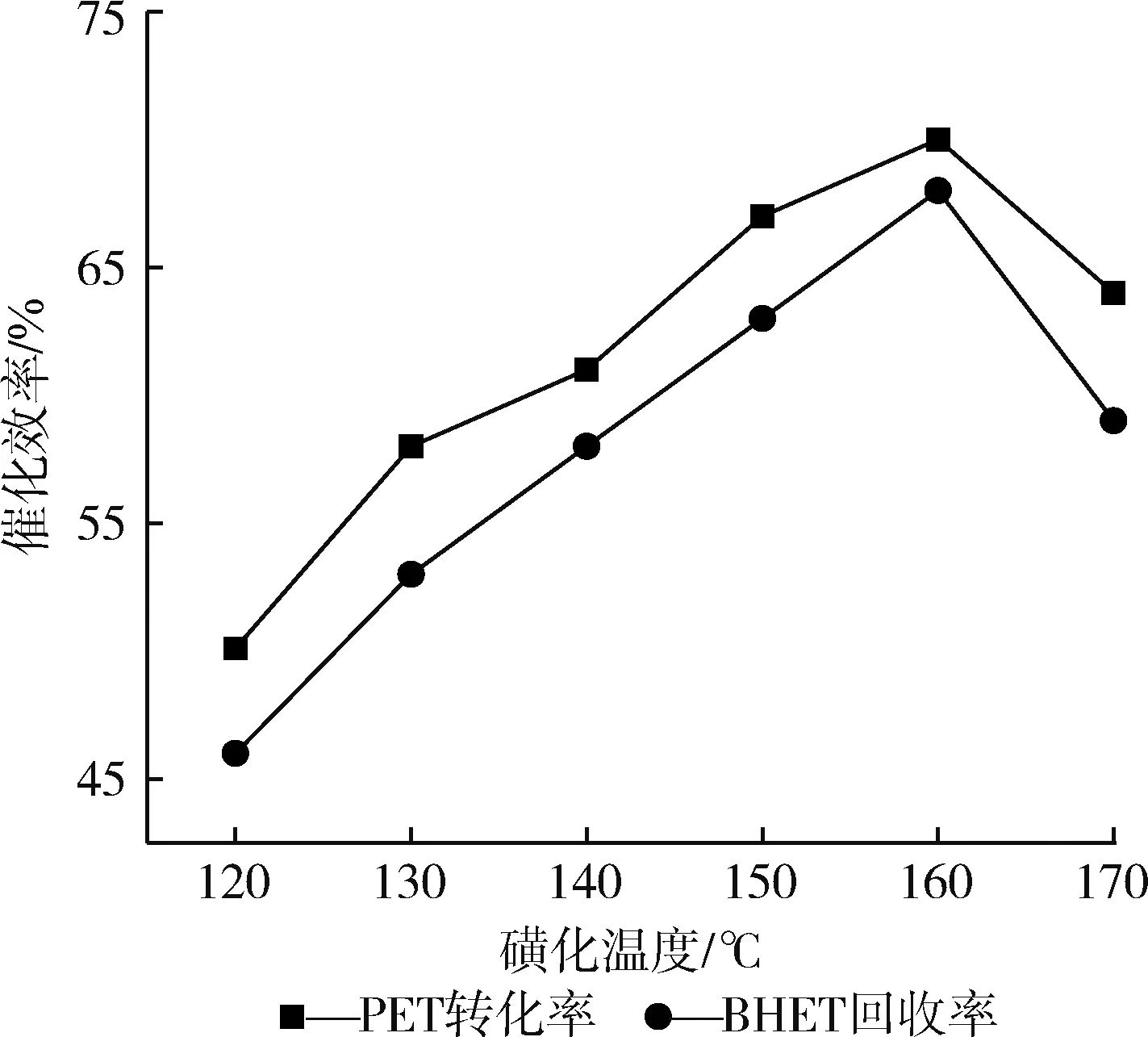
图8 磺化温度对催化剂催化性能影响Fig.8 Influence of sulfonation temperature on catalyst properties
2.5 产物表征
(1)FTIR分析
图9 是降解产物的FTIR 谱图,位于3 460、1 697、1 300、1 088、875 cm-1处较强的吸收谱带是分别归属于O—H、—C=O、苯环C=C、苯环—C—O伸缩振动,以及苯环的C—H 面外弯曲。说明反应后的产物中含有羟基、羰基、苯环等基团[20-22]。
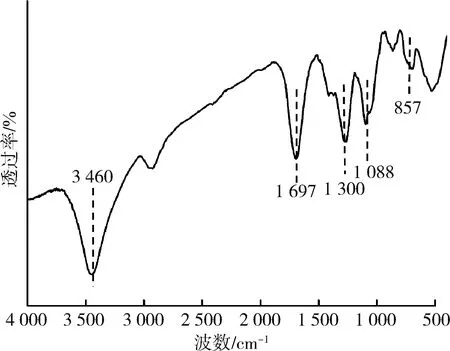
图9 BHET的FTIR谱图Fig.9 FTIR spectrum of BHET
(2)醇解产物H1-NMR分析
图10是产物的核磁图谱,可以观察到化学位移(δ)=2.99 为 溶 剂DMSO,δ=8.13(s,4H,C6H6),δ=5.20(s,1H,OH),δ=4. 33(t,2H,COOCH2),δ=4.00(m,2H,CH2OH)。综合以上分析可以得出降解产物BHET[12,23]。

图10 BHET的1H-NMR谱图Fig.10 1H-NMR spectrum of BHET
2.6 油茶壳C-SO3H催化剂降解PET过程初探
根据催化剂在溶剂体系中的分布状态,大致可分为均相催化体系和非均相催化体系2 种。本文的油茶壳固体酸催化剂,不溶于溶剂乙二醇,所以该反应体系属于非均相体系。PET属于聚酯,酯基可以在酸性,碱性条件下进行解聚反应。乙二醇环境中,固体酸催化剂中负载的磺酸基及羟基中的H 在乙二醇环境中被电离生成H+,使反应环境呈现酸性,酯基中羰基的π电子与H+结合生成羟基,而原来羰基的碳因为π 电子与氢离子结合,呈现出缺电子带正电,所以易被亲核试剂(比如乙二醇)进攻,发生反应,酯键断裂,使得PET 长链分子变短,逐步解聚变成为BHET 单体[24]。但是因为油茶壳基磺酸催化剂中的负载的磺酸基和羟基含量有限,无法达到很好的催化活性,导致PET降解速率很慢,不能完全降解为单体[25-26]。
2.7 油茶壳C-SO3H催化动力学研究
PET 降解反应认为是一级反应。反应速率和反应物乙二醇浓度,PET 的重复单元成正相关,反应速率方程为:

由于乙二醇是过量的,且在反应中[EG]≫[PET],因此乙二醇的浓度可以认为是一个常数,对于上式,k[EG]可以写成k′,速率方程化简为:

d[PET]是PET 重 复 单 元 的 浓 度,[PET]=[PET]0(1-x),k′[PET]0可以写成k′ ,速率方程可写为:

k′是伪一级速率方程的速率常数[18]。对反应速率方程进行积分化简得:

方程化简为一级反应速率方程,图11 为反应温度对PET 转换率的影响,图12 为一级反应的动力学表示,由图可知,186、196 ℃反应速率为2 条直,其斜率分别为0.018 19 min-1(k1)、0.024 56 min-1(k2),根据Arrhenius[26]方程:

求 得 活 化 能Ea为57.78 kJ/mol(R 取 值8.314 J/(mol·K))。

图11 反应时间不同对PET转化率的影响Fig.11 Influence of reaction time on conversion of PET
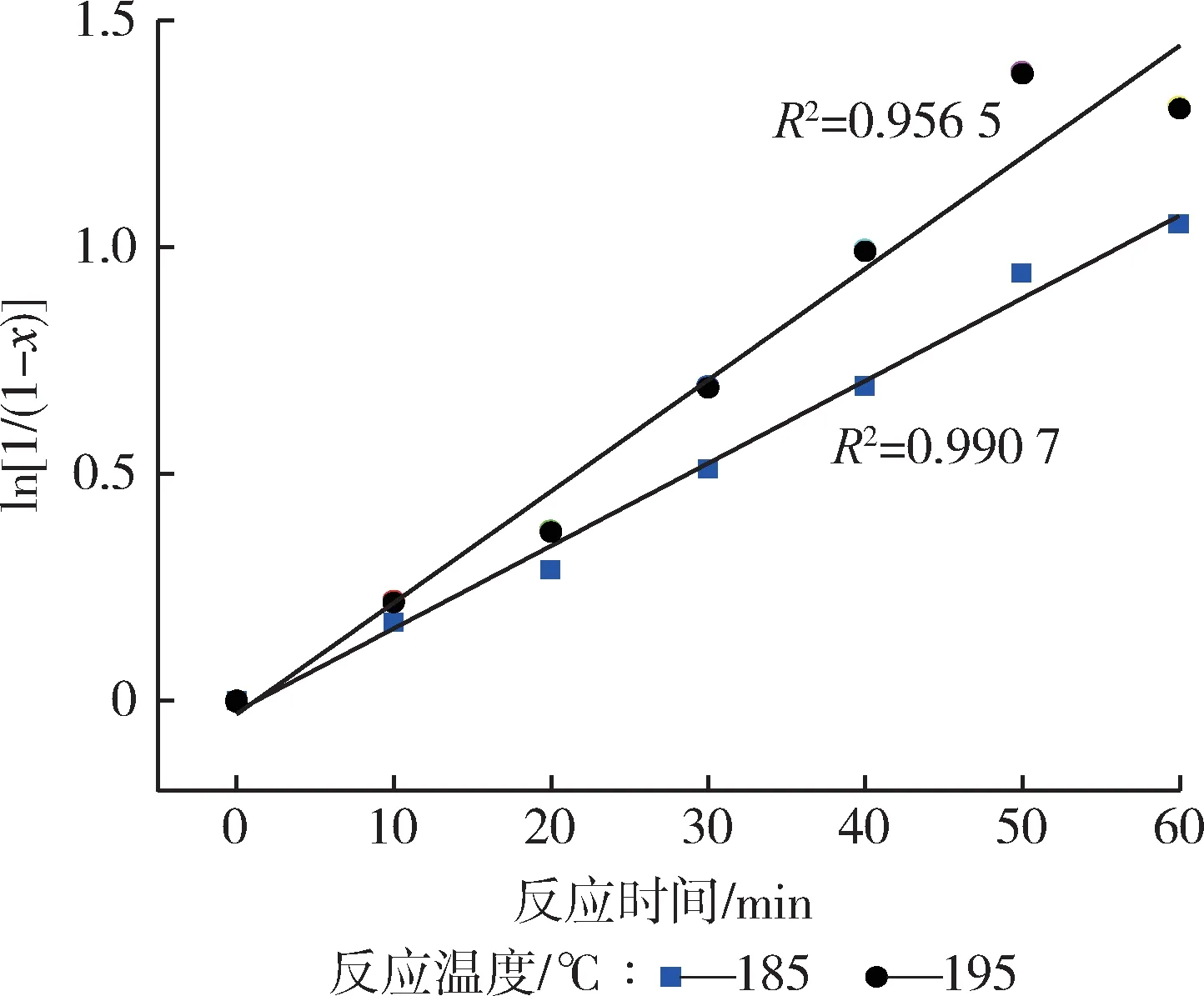
图12 PET转化率的动力学表示Fig.12 Kinetic expression for conversion of PET
3 结论
(1)以废弃生物质油茶壳为炭源,负载磺酸基制备油茶壳炭C-SO3H 催化剂,以其催化PET 醇解反应作为探针反应;通过单因素探索得到最佳催化剂制备条件是:浸渍比1∶1、浸渍浓度2 mol/L、炭化温度700 ℃、磺化温度160 ℃,最大的PET 转化率和BHET 回收率分别为95%和68%;
(2)油茶壳炭C-SO3H 催化剂微观呈现无定型炭的状态,含有大量的羟基,具有大的比表面积;PET 醇解产物为单体BHET,降解反应为伪一级反应,反应活化能Ea=57.78 kJ/mol,油茶壳生物质炭催化剂加入降低了反应的活化能。