Drilling signals analysis for tricone bit condition monitoring
2021-04-08HamedRafeziFerriHassani
Hamed Rafezi,Ferri Hassani
Department of Mining and Materials Engineering,McGill University,Montreal H3A 0G4,Canada
Keywords:Drilling Tricone bit Vibration Wear Condition monitoring Failure prediction
ABSTRACT This paper presents a novel approach to investigate the relations between drilling signals and bit wear condition in real world full-scale mining operations.This research addresses the increasing demand for automation in mining to increase the efficiency,safety,and ability to work in harsh environments.A crucial issue in fully autonomous unmanned drilling is to have a system to detect the bit wear condition through the drilling signals analysis in real time.In this work,based on extensive field studies,a novel qualitative method for tricone bit wear state classification is developed and introduced.The relations between drilling vibration as well as electric motor current signals and bit wear are investigated and bit failure vibration frequencies,regardless of the geological conditions,are introduced.Bit failure frequencies are experimentally investigated and analytically calculated.Finally,the effect of bit design parameters on the failure frequencies is presented for the application of bit wear condition monitoring and bit failure prediction.
1.Introduction
Drilling and blasting are two primary tasks in mining and these two operations together,constitute over 15% of the total cost in surface mining [1].Understanding the drill bit wear status has been a challenging issue in drilling,especially when tricone bits are used.Currently,this task is assigned to the operators,therefore,it is affected by the operator experience,judgment,and accuracy.Therefore,there is no practical approach for a consistent bit replacement action (Fig.1).In order to achieve fully autonomous drilling,it is essential to have a condition monitoring system to determine the bit wear status in real time.Furthermore,changing the bit before its working life finished would increase the total drilling cost.Excessive bit wear will lead to bit failure and catastrophic bit failure results in losing bit parts down the hole.When this happens,the operator will try to recover the detached bit parts from the hole.This procedure is costly,time consuming,and delays production and if the bit parts cannot be recovered,they will remain in the hole.Eventually,they may mechanically damage the rock crusher,and this will result in significant costs and delay in production.
Drilling is a type of mechanical excavation and blasting is a traditional type of rock fragmentation used to break down formations into practical particle sizes [2].The applications of drilling in the mining industry include blastholes,raise boring,coring,exploration,and support installations (e.g.rock bolts).Mechanical drilling is divided into two primary methods:rotary drilling and percussion drilling.In rotary drilling,the rotational motion is supplied by an electric or hydraulic driven gearbox known as the rotary head.Another feed motor moves the rotary head and drill string up and down.This motor generates the pulldown force to provide adequate weight on bit(WOB).Compressed air is also conducted to the cutting area through nozzles placed on the bit.The compressed air is used primarily to flush out drilled rock cuttings from the hole and clean the cutting area so that the bit can continue penetrating the rock.The air also cools down the cutting area and may contain particles to lubricate the bit bearings (i.e.when using tricone bits with open bearings).Percussion drilling uses hammer energy in addition to rotation to penetrate the rock.In the top hammer percussion method,the hammer energy is applied to the drill string,whereas in the down the hole(DTH)method,the hammer energy is applied directly on the bit.Therefore,the DTH technique is more suitable for deeper holes.There is no solid boundary to determine the best drilling method for a given operation.However,the top hammer is generally preferred for drilling holes less than 15.24 cm (6 in) in diameter.For hard formations(unconfined compressive strength >100 MPa),DTH drilling usually provides a better rate of penetration (ROP).DTH drilling is limited by the pressurized air supply.For example,a 20.32 cm (8 in) DTH bit is designed to receive 2500 kPa air pressure to provide enough impact energy.Therefore,rotary drilling with tricone bits is the most cost-effective method for larger hole diameters and generally suits a wider range of applications and hole sizes in terms of diameter and depth [3].

Fig.1.Two tricone bits labeled as worn-out bit.
Although assessing tricone bit wear condition using measurement while drilling (MWD) data can benefit the mining industry,researches have been limited by the complexities of conducting a comprehensive field study.MWD data analysis could cover a wide range of applications from blast fragmentation optimization[4]to process fault detection.One approach in the literature to study bit wear relied on measuring energy consumption during drilling.Bit wear will affect the amount of energy required:a dull tool tooth requires more penetration force.The energy required using a dull tool almost doubled to provide the same ROP in comparison with a sharp tool [5]while the WOB,rotational speed,and bit diameter were assumed to be constant.The challenge in the implementation of this approach would be dynamic working conditions and geological variations.
A second approach used a correlation between axial bit vibration spectra data and bit tooth wear(Fig.2)[6].In Fig.2,T0 represents no wear,whereas T8 corresponds to completely worn inserts.As the inserts become worn,the circumference of the cone decreases.Therefore,at a constant drill string rotational speed,the cone will rotate faster to cover the same path.Hence,in the bit vibration spectrum the frequency,peaks around 20 Hz move to around 30 Hz as the new bit teeth become totally worn.
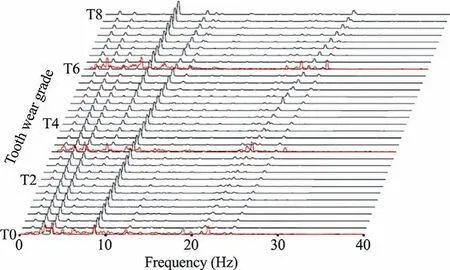
Fig.2.Axial vibration spectra for tricone at different tooth wear grades in a constant rock type [6].
Drilling vibration has also been offered as an input for the control system of a drill rig to keep the vibration levels at an acceptable level by adjusting drilling parameters [7].Researchers have also correlated the drill rod vibration with rock hardness in underground roof bolt drilling [8].Cooper proposed detecting bit tooth wear by comparing measured drilling performance with theoretical bit performance.In his approach,which requires knowledge of geological information,a model estimates a theoretical ROP from drilling parameters and rock strength data.The theoretical values are then compared with the ROP measured in the laboratory;any difference between the two indicates the bit wear state.Cooper also proposed a similar approach for rock strength measurement,assuming the driller has access to rock strength data from the drill log.As shown in Fig.3,the drill log estimation follows an incremental trend compared to the geological log estimations.The rock strength estimated from drill logs erroneously increases due to increasing wear on the bit teeth.Cooper’s earlier research was based on laboratory experiments,whereas his more recent work is based on real lithological data and synthetic drilling data.The author emphasizes that precise estimation of ROP based on rock type—or vice versa—is very challenging in practice because of the large number of parameters involved [9,10].
Sheppard and Lesage [11]measured the load distribution between the rows of new and half-worn bits (T0 and T3 states)in controlled laboratory tests and concluded that the load distribution is sensitive to tooth wear.A total force of 8 kN was distributed between the outer and inner rows as 6 and 2 kN,respectively,for the T0 bit and 5 and 3 kN,respectively,for the T3 bit (i.e.for T0:outer/inner=3 and for T3:outer/inner=1.66).Therefore,the outer/inner row force distribution ratio decreased as the bit wear increased to the T3 level.Applying these results to actual operations is limited by the fact that tooth wear is not uniform within the same row or among different rows [11].Other research has suggested a method for tricone bit performance evaluation using MWD data.The degradation of production and the initial and final ROP (before the bit change) was studied in an operating mine in Sweden by Ghosh et al.[12].Production degradation was assumed to be caused by wear progress on the bit.The rock strength variations in the mine were assumed to be negligible.
In the present work,in order to generate a deep understanding of the relationship between bit wear and drilling signals,an extensive MWD data analysis is done.Drill rigs were equipped in two participating mines in Canada to collect real-world,full-scale drilling data in a variety of geological conditions.The drill bit wear condition was visually inspected during the field measurement to label the collected data accordingly and a novel qualitative wear grading method for tricone bits is proposed.The MWD data were analyzed in time and frequency domains.The rotary motor current and axial vibration signals were determined to be bit wear sensitive.Bit vibration fault frequencies were mathematically and experimentally investigated and are introduced for tricone bit wear monitoring.
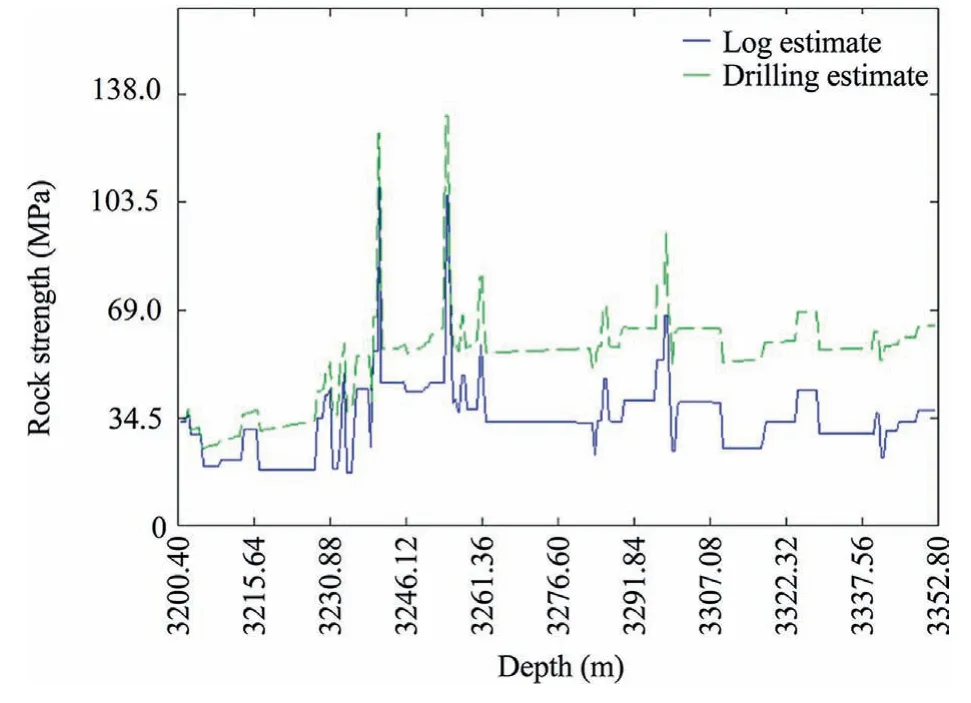
Fig.3.Rock compressive strength from geological logs and drill logs versus depth[10].
2.Bit wear
During the drilling process,generating rock cuttings as a result of the contact between the tool and rock causes changes to tool external and internal components.These changes are known as bit wear.
The industry standard to measure the insert/tooth wear of tricone bits is introduced by the international association of drilling contractors(IADC)[13].Based on this grading,tooth wear is graded into eighths or increments of 1/8 of the insert missing height(from 0 to 8)as shown in Fig.4.Therefore,a new bit tooth would have a grade of zero,a bit with half worn insert would have a grade of four,and a worn-out bit with no teeth would have a grade of eight.
The possible wear mechanisms for tricone bits include[1]:wear on the gauge row inserts that usually occurs when drilling in softmedium but very abrasive formations,uniform wear on all teeth,heavy wear on the shirttail that can occur when drilling with a bent pipe that results in very high side thrust on the bit,broken inserts on the gauge row,broken lug,worn-out teeth on the surface of cone that touched the bottom of the drilled hole due to locked cone,and loss of one or more cones in the hole due to bearing failure.
The IADC recognizes bearing failure as the dominant failure mode for tricone bits.The bit must be pulled when there is a good reason to suspect bearing failure.Premature bearing failure(before the anticipated bit lifespan)can occur due to unsuitable operation setpoints,incorrect cutting structure selection,and excessive axial or torsional vibrations[14].If the bearing failure is not detected in time,the chance of cone detachment is high.Risks associated with leaving detached bit cones in the hole are serious and will lead to costly ‘‘fishing”efforts.
The lifetime and wear mechanism of tricone bits differ depending on bit design and working conditions.For example,a tricone with sealed bearings will last much longer than the open bearing type in hard formations.The seal does not allow dust and rock particles to enter the rotational structure,which extends the bearing life significantly.In soft ground conditions,however,bearing type does not make the same significant difference.Sealed bearing tricone bits usually experience cone wear when working in hard formations.Continued drilling with a bit with worn cones exerts excessive forces on the bearing elements and ultimately results in bearing failure.
Rolling elements comprise the connection between cones and lugs in tricones and bit catastrophic failure happens as a result of progressive wear on the bearing elements.Tricone bits are usually designed in a way that the middle ball bearing holds the cone connected to the lug structure.Therefore,middle ball bearing failure could result in separation of the cone.Based on the extensive fieldwork,studying the operators experiences and inspection of worn tricone bits in scrap yards at several mine sites,a novel grading method is introduced as an alternative to the T0 to T8 method for tricone bits.This classification approach focuses on the rotational structure condition qualitatively to grade the bit wear.This grading method addresses the dominant failure mode and divides the bit lifespan into five stages as follows:(1) Class 1:new bit,(2)Class 2:appearance of slight wear on teeth tips and cone edges,(3)Class 3:bearing(s) beginning to loosen because of damaged outer roller bearing,progressive tooth wear,and missing teeth,(4)Class 4:deterioration stage—loose bearings because of the damaged outer roller and ball bearing,accelerated bearing,and tooth wear,and(5)Class 5:failure stage—excessive bearing looseness because of severe damage to the ball bearing;bit change is required to avoid catastrophic failure.
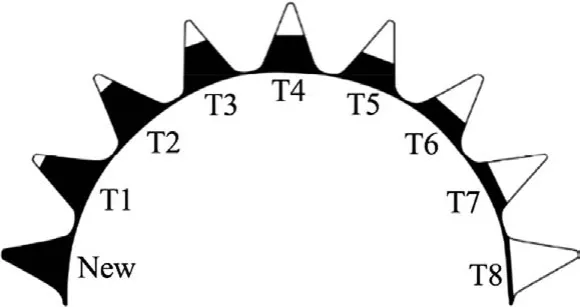
Fig.4.IADC bit tooth wear grading [13].
The field data in this research were labeled according to this novel grading method.
3.Drilling vibration
Vibration always exists in drilling operations.High vibration levels can be detrimental to the operation,causing premature bit failure,early failure of drill string components,additional wear and tear to the rotary head and hoist motor,and reduction in the ROP.There are various sources of vibration in drilling operations.The overall vibration on the drill string depends on the frequency,amplitude,distance of the excitation source,and the system damping [15].If the excitation frequency is close to the drill string natural frequency,drill string resonance will occur,and fatigue loading will result in damage to the system and catastrophic failure[16].Drill string vibration comprises torsional,lateral,and axial vibration [17].
Torsional vibration is excited by the frictional torque applied on the bit or drill string inside the hole.It will manifest as accelerations and decelerations in string rotary motion,resulting in a non-uniform rotation of the bit down the hole.The stick-slip phenomenon is an extreme case of torsional vibration and is usually a concern in long drill strings used in the oil and gas industry.Early models to investigate the torsional behavior of drill strings used a torsional pendulum and assumed the pipe inertia to be negligible[18].Later studies investigated the effect of the bit-rock interaction on the stick-slip phenomenon—a jerking motion when two objects slide against each other[19],but are limited by simplifications and assumptions [20].Stick-slip vibration frequency in the drill string is usually between 0.05 and 0.50 Hz [21].
Lateral vibration will cause the bit and drill string to rotate around an axis other than the string geometrical center,causing the bit to repeatedly strike the hole wall.The extreme case of lateral vibration is bit whirling or walk of the bit around the hole.Whirling mostly occurs with polycrystalline diamond compact(PDC)drill bits,which are broadly applied in the oil and gas drilling industry.Lateral vibration is usually damped along the drill pipe and would not be seen on the surface.However,due to interactions with the hole wall,high amounts of whirling will cause surface detectable torsional and axial vibration [22].Depending on the string rotational speed and the number of cutters on the PDC bit,whirling ranges between 5 and 100 Hz [21].
Axial vibration occurs as a result of bit-rock interactions.Bit bouncing occurs when the WOB lifts the bit off the hole bottom and then the bit drops repeatedly.This phenomenon is usually associated with tricone bit drilling.Bit bouncing can generate an excitation three times the tricone bit rotational speed.The frequency of axial vibration is usually 1-10 Hz.Bit bouncing can be sensed at the surface when drilling at shallow depths [21].This interaction adds a dynamic part to the axial load and causes fluctuations in the actual WOB [23].
Indentions formed in the rock by bit teeth are also a source of axial vibration.Laboratory tests by Ma and Azar to determine the contact condition on roller cone bit teeth down the hole and tooth velocity and position showed that the relationship between the depth of penetration (DOP) and bit rotation exhibits a repeated step shape(Fig.5).A series of craters are formed under the bit after a given number of rotations,then the bit suddenly drops and begins creating a new series of indentions.
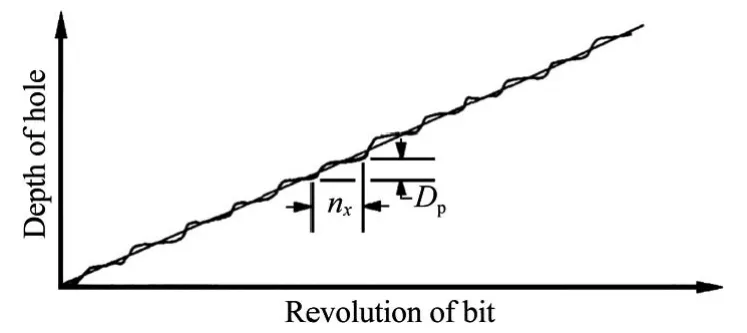
Fig.5.DOP versus revolutions of bit [24].
The step height (Dp) is the mean depth of the craters down the hole and is calculated as [24]

where ROP is the rate of penetration in m/min;nxthe number of rotations;and N the bit rotational speed in rpm.
In a simplified model of tricone bit-rock interactions,Sheppard and Lesage assumed that at an instant,only one tooth from each row of a cone is in contact with the rock and the bit load is equally distributed among all rows of the cone [11].Their laboratory tests measuring the torque and forces on every row of an instrumented tricone bit showed that the rotational speed of the cones around the bearing axis is 1.25-1.31 times that of the bit [11].Hardage used these results to define a periodic behavior for tricone bits[25].
The axial forces on the tooth rows of a tricone bit can be approximated by Eqs.(2)-(4) [17].

where F(t) is the periodic axial forces;Fmand F0the mean and dynamic forces,respectively;ωrowthe cone angular velocity;and Fmaxand Fminthe maximum and minimum amounts of force applied on a row of the bit,respectively.
In 2012,Naganawa derived an equation of motion for tricone bit vertical displacement during the drilling from the equilibrium of forces (WOB and tooth forces interacting with rock (Fr,ijk)) exerted on the bit rigid body[6].The suffix ijk represents the k tooth on the row j of bit cone i.Assuming the bit as an elastic model with one degree of freedom and a spring constant of Ks,the WOB consists of a static weight (W0) and a dynamic component (Fig.6).Having zbas the axial motion of the bit and settingas the equilibrium position when the dynamic force is not applied,the equation of motion is stated as [6]
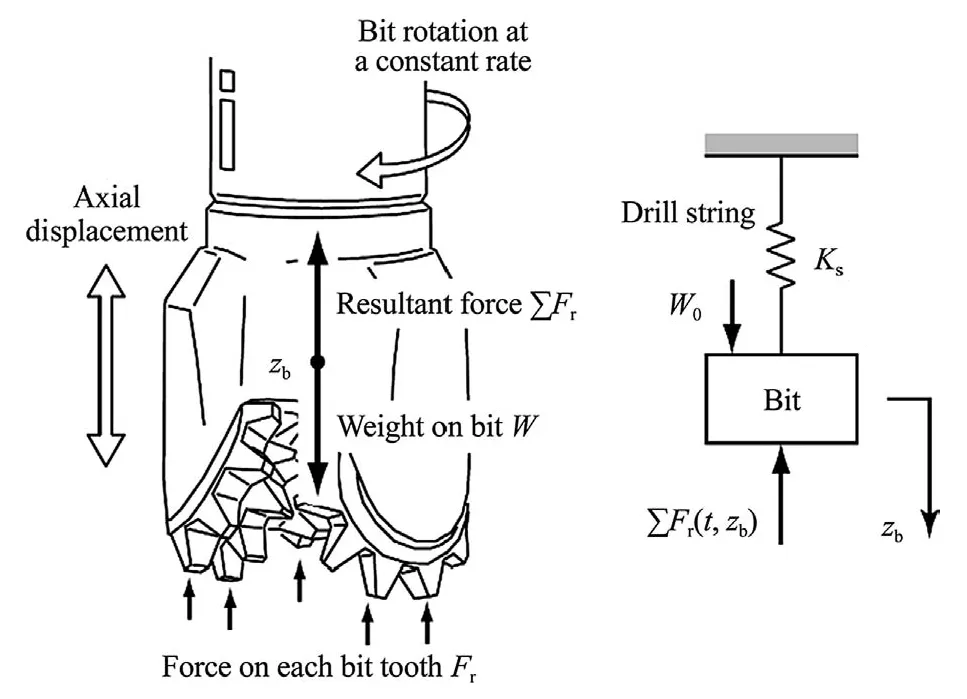
Fig.6.Dynamic model of a tricone bit [6].

Since the tooth forces change with bit penetration,in a realistic representation of bit dynamics,the force needs to be formulated as a function of time.
4.Method and experiments
The main goal of this study was to determine if a relationship existed between drilling signal behavior and bit wear by analyzing the vast MWD dataset from several benches at two mines.Wearlabeled data obtained from frequent inspection of bit wear grade during the operation was used to correlate signal trends with bit changes over time.To achieve a deeper understanding of the signals and obtain signal features,time domain statistical analysis,and frequency spectrum analysis were applied to the signals.Signals were exported to MATLAB software for analysis.
MWD signals were preliminarily studied in the time domain.To analyze MWD data as random signals statistically,moments of the random variable were extracted,and their trends were assessed during the bit lifespan.The probability distribution of X as a random discrete signal is characterized by determining the probabilities that random variable X=xifor every data point (xi).The probability distribution of a random discrete variable X is described by P[X=xi].Four moments of random signal i.e.mean,variance,skewness,and kurtosis were calculated as signal descriptive features.In addition,to study the frequency spectrum of vibration signals and to provide insights regarding the signs of bit wear,fast Fourier transform (FFT) was applied to transform the signals from the time to frequency domain.
The sensors,data acquisition,signal processing,and decisionmaking units are the components of a condition monitoring (CM)system(Fig.7).The type and number of sensors depend on the nature of the process and the target of the CM system.Sensors include a wide range of instruments (e.g.thermometers,accelerometers,and acoustic emission transducers).
In this research,Bucyrus 49 HR drill rigs(Fig.8)were used(currently recognized under the name CAT MD6640).The machine can provide up to 64000 kg of pulldown bit load and covers a range of blasthole diameters from 244 to 406 mm(9.6 to 16.0 in).This rig is capable of angle hole drilling up to 25°in increments of 5°.In blasthole drilling,however,vertical hole drilling is more common.The rig unit can drill to a depth of 21.3 m in single-pass and up to 85.3 m in multiple passes [26].
The rigs were equipped with two DATAQ Model DI-718Bx-S units installed inside the control cabinet.Each unit has 16 signal conditioned analog inputs and a sampling frequency up to 14400 Hz to record the digitized signal on a memory card.
The MWD data recorded using the DATAQ units include:hoist motor current,rotary motor current,head encoder,bailing air pressure (set-point),hoist voltage (set-point),rotary voltage (setpoint),lower-mast vibration,and upper-mast vibration signals.
The hoist voltage request and rotary voltage request determine the WOB and rotational speed,respectively.The vibration is sensed using the two accelerometers installed at approximately 2/3 the drill mast height as well as the mast base (Fig.9).
At a preliminary phase,constant setpoints (i.e.WOB and rotational speed) were applied on the bits in a bench with relatively uniform geology.The four configurations are given in Table 1.

Fig.7.Bit CM diagram.

Fig.8.Bucyrus 49 HR drill rig at Bloom Lake mine.

Fig.9.Accelerometer on the mast base with the protective cover.
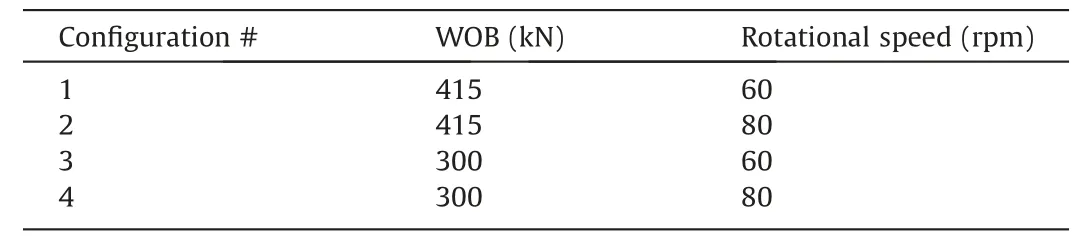
Table 1 Drilling configurations at the preliminary phase.
In the next phase,in comprehensive fieldwork,the normal operation of the Bucyrus 49 HR drill on several patterns yielded more than 16600 m of blastholes and drilling signals corresponding to the entire life cycle of five tricone bits.Working at different benches provided drilling data in a wide variety of working conditions and geology formations.Bit wear condition corresponding to the MWD signals was assessed and recorded for data labeling.
The first bit in operation was aSandvik sealed-bearing tricone bit (Fig.10a).It drilled a total length of 7158 m and failed after 157.9 h of operation.In the last few shifts of operation before the failure,the heel and gauge inserts were missing and eventually bearing failure occurred on all three cones.
The second Sandvik bit was a trimming bit with a diameter of.It drilled a total of 3435 m in 76.6 h of operation.It began losing inserts from the center row of the cones and during the subsequent two shifts,the bit bearings failed catastrophically,losing the three cones (Fig.10b).
Overall,the dominant failure mode in the field was bearing failure;even when other wear mechanisms were happening,the bit usually experienced bearing failure if it was not pulled by the operator.Over-usage of a bit will result in direct production losses including lower rates of penetration,decreased hole finishing precision,and long-term costs for the operation(i.e.maintenance and downtime).
5.Results and discussions
5.1.MWD analysis
The MWD data were labeled by frequent inspection and according to the novel tricone wear grading method introduced in Section 2 in order to relate signal trends with bit changes over time.The preliminary signal to discuss was the ROP,followed by the rotary electric motor current and the drilling vibration.
5.2.ROP analysis
The effect of WOB and rotational speed on the ROP was evaluated based on the test configurations used (Table 1) and data collected in the preliminary fieldwork.The ROP trends presented in Fig.11 correspond to a new Rotacan tricone bit drilling on a relatively uniform bench.Therefore,the ROP variation is assumed to solely result from WOB and rotation speed values.By having healthy bit nozzles and enough air bailing pressure and volume,the perfect cleaning condition is assumed to be valid.
The ROP was increased by increasing the WOB and rotation speed as illustrated in Fig.11.Increasing the WOB from 310 to 420 kN at 60 rpm increased the average ROP by 32%.By comparison,increasing the rotational speed from 60 to 80 rpm at 310 kN increased the average ROP by <15%.
Field data under controlled working conditions showed that the average ROP differed little(<4%)between drilling with Class 1 versus Class 3 bits.However,the average ROP was 22% lower for the Class 5 bit than the Class 1 at a uniform geological condition(Fig.12).
In a routine mining operation,however,at a dynamic subsurface medium,the ROP is dominated by the geological condition and a decremental trend in ROP as a result of bit wear is not identified (Fig.13).

Fig.10.Tricone bits in various conditions.
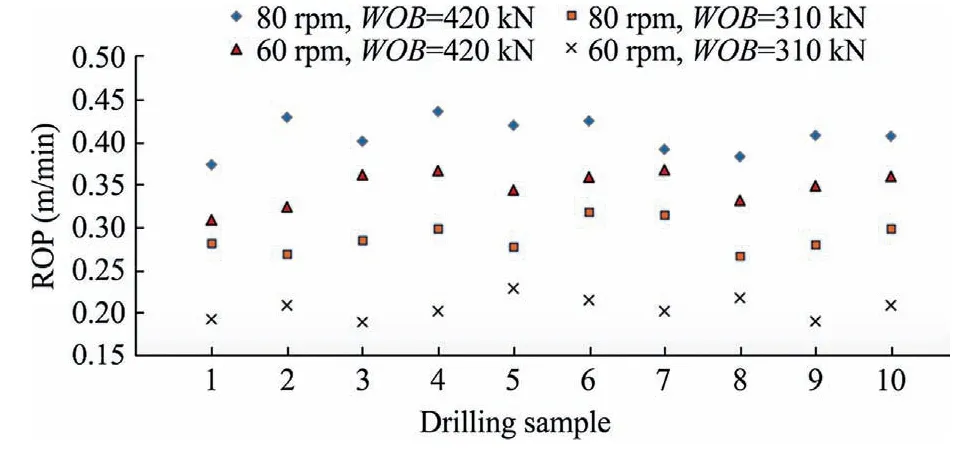
Fig.11.ROP at different setpoints at a uniform geological condition.
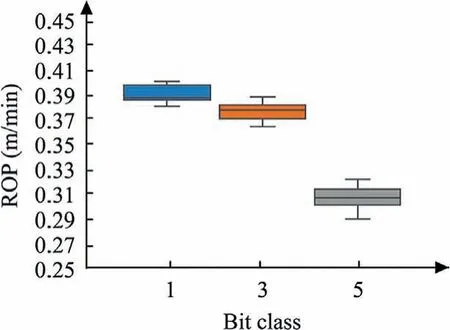
Fig.12.Measured ROP at maximum setpoint values(WOB=420 kN,N=80 rpm)for Class 1,Class 3,and Class 5 bits.
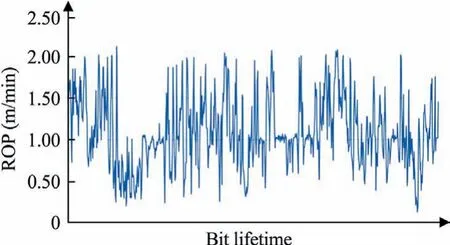
Fig.13.ROP trend during the lifetime of a tricone bit.
5.3.Motor electric current analysis
Analysis of the preliminary field data on electric current signals of rotary and hoist motors found that the rotary motor current was sensitive to bit wear in uniform geological conditions.As bit wear increased,the current signal scattered and fluctuated compared to the signal generated when drilling with a healthy bit (Fig.14).
A similar pattern with a higher intensity was observed for the progressively wearing bit.To quantify this behavior,the trend in signal statistical features was analyzed.Among these features,the root mean square (RMS) and the variance of the rotary motor current signal demonstrated meaningful trends during the bit lifespan,as shown in Fig.15a and b,respectively.The RMS showed an incremental trend in the initial wear stages (15% increase from Class 1 to 3) and in the bearing wear failure zone,a significant jump in RMS was observed(76%increase from Class 1 to 5)as plotted in Fig.15a.The defective bearings affected by the progressive wear,require more torque to maintain a stationary rotational speed.Progressive wear in the rolling elements resulted in a substantial increase in the signal variance (over 1300% increase from Class 3 to 5) as plotted in Fig.15b.These trends in rotary motor current signal features are potential tools for implementation in a tricone bit wear monitoring system.
Eq.(6) explains the relationship between electric current and torque in the electric rotary motor where more current is required to maintain a constant rotational speed at a higher torque.

where T is the torque in N·m;I the current in A;V the applied voltage in V;Efthe motor efficiency;and N the rotational speed in rpm.
5.4.Vibration analysis
Vibration data collected from the accelerometers were analyzed in the frequency spectrum to assess the effects of bit condition on frequency components in different working conditions.Fast Fourier transform (FFT) was applied to transform the signals and analyze the signs of bit wear and failure in the frequency domain.
5.4.1.Drill pipe natural frequency
The drill string—including the pipe(s) and the tricone bit model—built in SolidWorks software was imported to ANSYS for modal analysis.In the study,the drill strings consisted of two pipes.However,shorter and longer strings were also analyzed to determine their natural frequency.The first and second frequency modes of axial vibration in three types of boundary conditions for a string consisting of one,two,and three pipes are presented in Tables 2 and 3,respectively.For a drilling depth of approximately 15 m,two drill pipes are required.The rotational speed range is 60 to 120 rpm which is equal to 1-2 Hz.Therefore,the axial vibration fundamental frequencies of the drill string in all the three boundary conditions are well above the pipe rotation frequency.

Fig.14.Time domain signal of the rotary motor current signal for a Class 1 and Class 3 bit.
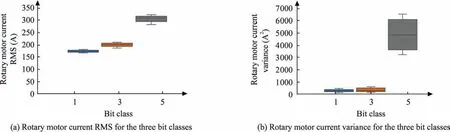
Fig.15.RMS and variance of rotary motor current for the three bit classes.

Table 2 First fundamental frequency (Hz) for drill string consisting of one,two,and three pipes.

Table 3 Second fundamental frequency (Hz) for drill string consisting of one,two,and three pipes.
5.4.2.Drilling vibration frequency spectrum analysis
Analysis of vibration signals collected during the lifespans of bits in the frequency domain using FFT showed that the amplitudes of some frequency bands were affected by bit wear condition changes.These vibration excitations occurred as bit wear approached the worn condition (or potential catastrophic failure)regardless of changes in geology and working conditions.In addition,low-frequency vibration was sensitive to geology and working condition.
Vibration signals in the lateral and axial directions from the accelerometers were analyzed in the frequency domain to locate the signal frequency bands sensitive to bit wear.Results from the preliminary fieldwork showed that tooth wear,which is geometrical changes on the teeth and tooth breakage,results in a nonuniform distribution of cutting forces exerted on each cone.This phenomenon unbalances the rotation and excites the 1x rpm in the axial vibration frequency spectrum.Therefore,the wear progresses to Class 2 and increases this frequency component.This conclusion,however,is based on a uniform contact force distribution,which cannot be generalized to geological conditions in blasthole drilling.Therefore,application of this frequency component to wear detection is not practical.
Based on the comprehensive field data collected in a variety of geological conditions,the axial vibration 3x rpm frequency peak or tricone bit bouncing frequency was determined to be the formation drillability indicator.At a constant bit wear level and the same drilling setpoints (WOB and rpm),a decrease in the ROP resulted from hitting harder rock formations.It was observed that drilling in harder formations would excite the 3x rpm component in the axial vibration spectrum.
A series of harmonics of the cone rotational speed (CRS) was found in the axial vibration frequency as the bit reached Class 3 wear.These peaks start from 2x CRS and were detectable up to approximately 70 Hz.In addition,the frequency band ranging from 40 to 60 Hz was strongly excited by a worn bit starting at Class 3(Fig.16a).This frequency range followed an incremental trend as the bit reached Class 4 wear and increased up to 300% when the bit reached Class 5 wear (Fig.16b).
5.4.3.Tricone bit vibration frequencies
Bearings comprise the connection between cones and lugs in tricone bits.The names of these bearings as used in this paper are introduced in Fig.17.Each bearing has unique fundamental frequencies based on its design,geometry,and speed of operation.These frequencies are calculated using Eqs.(7)-(10) [27].
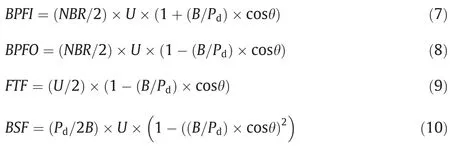

Fig.16.Bit axial frequency spectrum for a Class 3 and Class 5 bit.
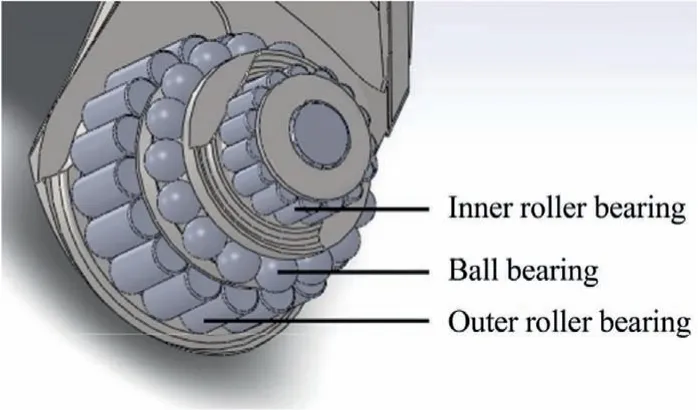
Fig.17.Bit rotational structure:the outer and inner roller bearings as well as the ball bearing.
where BPFI is the ball/roller pass frequency of inner race in Hz;NBR the number of balls/rollers;U the rotational speed difference between outer and inner race in Hz;B the ball diameter in mm;Pdthe pitch diameter in mm;θ the bearing contact angle;BPFO the ball/roller pass frequency of outer race in Hz;FTF the fundamental train frequency in Hz;and BSF the ball/roller spin frequency in Hz.
During the drilling operation,as a bit reaches Class 3 condition,damage occurs to the cone and lug edges.Therefore,the outer raceway of the outer roller bearings on each cone is initially prone to damage.Field data analysis shows that in a Class 3 bit,due to damage to the outer race on the outer roller bearing,the harmonics of BPFO of the outer roller bearing are excited and the 5x harmonic can be clearly sensed on the drill mast.This frequency component is the named outer roller bearing failure frequency (ORBF).
As the operation continues,the loose bearings with higher clearance allow dust and tiny rock chips to penetrate the bearings mechanism.Even tricone bits with sealed bearings experience sealing breakage and are not safe from bearing deterioration.As the fault reaches the middle ball bearing in a Class 4 bit,the harmonics of BPFO of the ball bearing are excited and the 5×harmonic is detectable on the mast and this frequency is named the middle ball bearing failure frequency (MBBF).Excessive wear on a ball bearing leads to Class 5 wear.Failure of the middle ball bearing will result in bit catastrophic failure and possibly detachment of the cone.
Eqs.(11) and (12) are proposed to calculate tricone bit failure frequencies.

where ORBF is the outer roller bearing failure frequency in Hz;NR the number of rollers;CRSR the cone to bit rotational speed ratio;R the roller diameter in mm;PRB the roller bearing pitch diameter in mm;θ the bearing contact angle;MBBF the middle ball bearing failure frequency in Hz;NB the number of balls;and PBB the ball bearing pitch diameter in mm.
Failure frequencies of a Class 5 bit at a rotational speed of 60 rpm and 260 kN of operating force are illustrated in Fig.18.
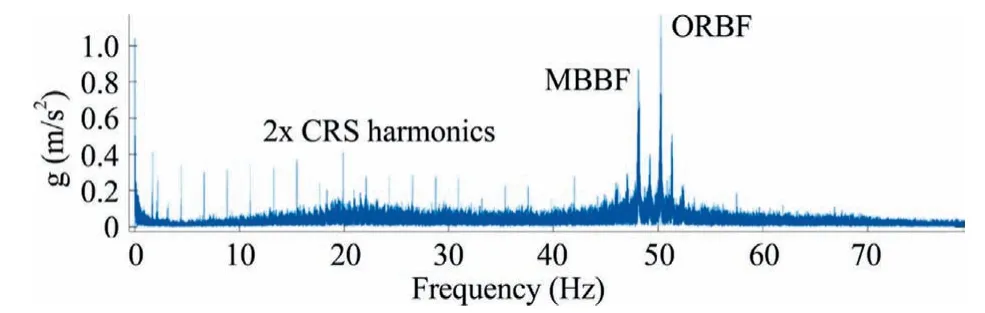
Fig.18.Class 5 bit vibration frequency spectrum at 60 rpm and 260 kN of force.
According to Eqs.(11) and (12),bit design parameters have a minor effect on the fault frequencies and scaling the size of the bit components (e.g.balls or rollers) and pitch diameter does not shift the failure frequencies.Depending on the bit geometrical design,the CRSR usually ranges from 1.25 to 1.31,which is equivalent to a maximum 5% potential growth in the frequency value.The most influential parameter on bit fault frequencies is bit rotational speed,which can range from 50 to 150 rpm in soft formations like siltstone and 40 to 80 rpm for extremely hard formations like hematite and quartzite.In practice,the most commonly used rotational speed range is 60-90 rpm [3].Taking both rpm and CRSR ranges into consideration,tricone failure frequencies range from 45 to 77 Hz.Fig.19 shows the growing trend of the bit failure frequencies based on the bit rotational speed at two extreme values of CRSR based on the bit design at a fixed contact angle equal to 30°.
Because of complex loading conditions in bearings,accurate measurement of the contact angle is not feasible.However,some theoretical approaches have been developed to study the contact mechanism.The relationship between contact angle and parameters including axial force,rotational speed,and friction coefficient in the bearing for various applications has been a topic of interest for researchers [28].
To address the uncertainty related to contact angle,the entire range of 5° to 45° was considered in the tricone bit bearing failure analysis.Fig.20 shows the effects of contact angle variation at its extreme limits on bit failure frequencies.The ORBF and MBBF are affected by less than 7% and 2%,respectively.Consequently,the failure frequency range does not exceed 54 and 60 Hz,respectively.
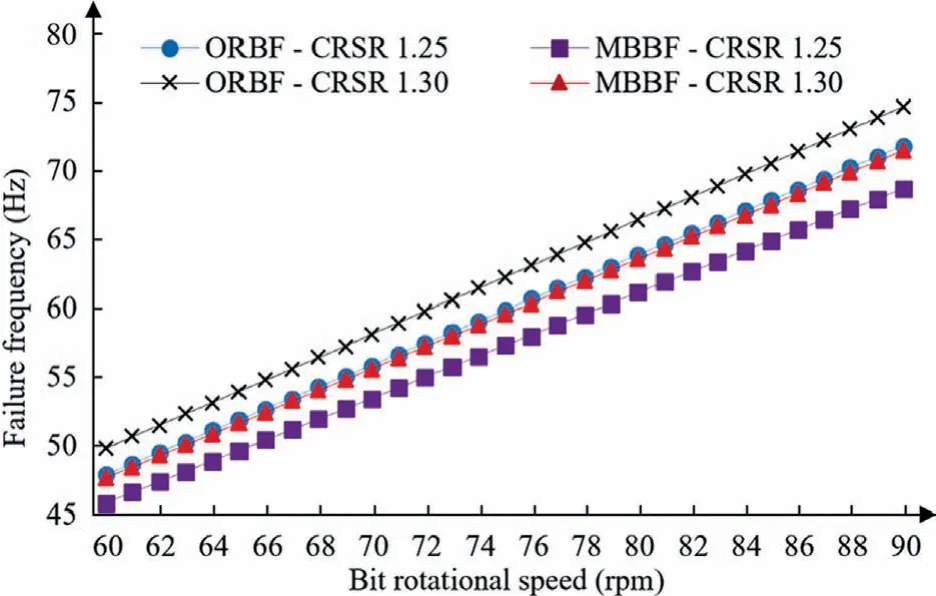
Fig.19.Failure frequencies trend based on bit rotational speed and CRSR.
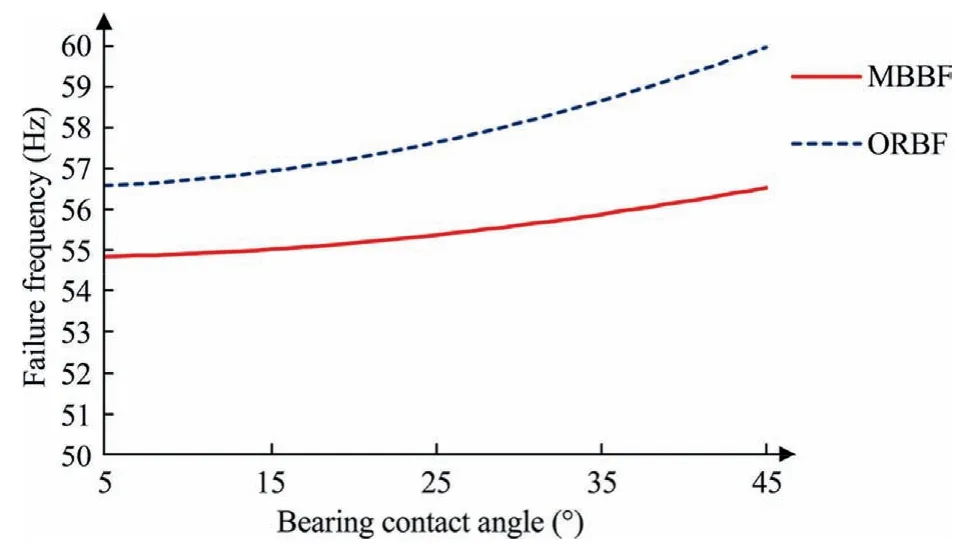
Fig.20.Effect of bearing contact angle on ORBF and MBBF at 70 rpm rotational speed and a CRSR of 1.3.
6.Conclusions
The goal of the present paper is to study the drilling signal for the purpose of tricone bit wear detection in mining industry applications.The analysis is based on real-world drilling data collected from two Canadian mine sites.This paper reviews previous works towards an understanding of bit wear condition from drilling signals and drilling vibration analysis.The accomplishments of this work are summarized as:
(1) From the two fieldworks,an extensive bit wear-labeled drilling dataset was generated,including multi-spot highfrequency vibration.
(2) In the preliminary fieldwork,a drill rig in an iron ore mine was equipped with a data acquisition unit and accelerometers on several spots of the machine.Drilling signals were measured during drilling with tricone bits at three levels of wear condition.(3) A comprehensive fieldwork was conducted in a copper mine.Two heavy-duty high-frequency accelerometers were installed on the drill rig in over 16 km of blasthole drilling.Bit wear condition over the complete lifecycle of tricone bits was inspected and documented during the entire MWD.
(4) A novel qualitative wear grading method for tricone bits is introduced.The method focuses on bit catastrophic failure caused by bit internal bearing failure.This method classifies a new bit as Class 1 and a worn-out bit as Class 5.
(5) Rotary motor current signal statistical features are found to be sensitive to bit wear.Rotary motor current RMS follows an incremental trend with the progress of the wear and the variance is sensitive to bearing deterioration.52% of increase in RMS and about 1300% growth in variance are measured as the bit reaches Class 5 from Class 3 condition in uniform geological condition.
(6) In axial vibration,frequency bands sensitive to bit wear and drillability are identified.Bit failure frequencies are introduced independent from the geological conditions.Mathematical equations are proposed to calculate the failure frequencies based on bit design parameters.
The results of this study support the development of bit condition monitoring systems in drilling that could be implemented in blasthole drill rigs by mining operations and rig manufacturers.
Acknowledgements
The authors appreciate generous supports from Canada Natural Sciences and Engineering Research Council (NSERC -CRD grant#461514,NSERC-I2I grant#516232),McGill University Engine Centre as well as Teck Resources,ArcelorMittal and Rotacan companies.
杂志排行

矿业科学技术学报的其它文章
- Development of ensemble learning models to evaluate the strength of coal-grout materials
- An updated empirical model for ground control in U.S.multiseam coal mines
- Study on seepage and deformation characteristics of coal microstructure by 3D reconstruction of CT images at high temperatures
- The influence of borehole arrangement of soundless cracking demolition agents (SCDAs) on weakening the hard rock
- Numerical assessment of the influence of former mining activities and plasticity of rock mass on deformations of terrain surface
- A hybrid tubular standing support for underground mines:Compressive behaviour