精密轴承磨削金刚滚轮修整工艺优化研究
2021-04-07迟玉伦顾佳健
迟玉伦,顾佳健
(上海理工大学,上海 200093)
轴承套圈是滚动轴承的重要零件,由于套圈加工工序多、工艺复杂、加工精度要求高,因此套圈的加工质量对轴承的精度、使用寿命和性能有着重要的影响[1]。轴承在加工过程中对其表面质量有着很高的要求,一旦不合格,就不会被允许进入装配环节[2]。因此,轴承套圈的质量显得尤为重要。磨削是轴承套圈最重要的加工工序,决定着轴承套圈的加工精度和运转性能,套圈磨削受到工具、材料、机床、环境、人员等众多状态参数的影响,从而产生机理复杂的磨削现象,最终形成轴承套圈的工作表面质量[3]。要想加工出符合质量要求的轴承套圈,砂轮修整技术是整个磨削过程中的关键所在。在修整过程中,由于轴承套圈滚道具有多个沟曲率,因此利用金刚笔修整砂轮时要回转多个沟曲率,这对金刚笔回转的主轴性能提出了较高的要求,通常主轴回转精度难以满足其修整表面质量要求[4-5]。由于传统的单点金刚笔修整法难以加工复杂表面的工件,而金刚滚轮修整可以更有效地保证加工工件表面质量[6],所以采用金刚滚轮修整法。但是在实际的加工中,修整过程难度较大,如何合理地选择修整参数进行加工是修整过程中急需解决的问题。
对于砂轮修整过程,国内外学者对其进行了大量研究。陈志军等[7]在推力角接触球轴承外圈沟道磨削中发现,降低砂轮修整速度,将砂轮双程修整改为单程修整,使金刚笔从外圈非基面侧抬起,有助于消除沟道边缘的直线段,而修整时降低金刚笔下落速度是消除沟道边缘直线段的关键因素。李海林[8]介绍了数控轴承磨床三位修整器的调试方法,利用3 支金刚笔来进行砂轮修整。这种三位凹度修整机构结构简单、调整方便,提高了整体的工作效率。A. A. Torrance等[9]基于砂砾脆性断裂的统计数据以及砂砾和修整工具之间的几何作用,提出了金刚滚轮和金刚笔修整的新模型,该模型可以成功预测不同方式修整后的砂轮形貌及磨削工件表面粗糙度。虽然金刚笔硬度高,并且可以重复利用,但是其效率较低,而且当加工工件表面复杂时,用金刚笔修整砂轮不能满足最终工件表面质量要求,所以当加工轴承套圈这类对加工精度要求较高的工件时,应该采用金刚滚轮修整砂轮。杨摩西等[10]证明了金刚石滚轮修整法可以用于复杂结构轴承滚道磨削,尤其适用于多滚道磨削加工的砂轮修整,在进行金刚滚轮修整后,滚道之间的位置精度和修整效率均有明显提高。J. L. Jiang 等[11]基于磨削接触区中晶粒与工件之间的微观相互作用机理,建立了二维和三维的表面形貌模型,更稳定地预测表面粗糙度,验证了修整比的选择对表面形貌产生很大的影响。Sun Ho Kim 等[12]通过涡流传感器和激光位移传感器分别测量滚轮表面负荷和砂轮表面形貌,以此来确定修整滚轮的合适修整间隔和最佳修整深度。用金刚滚轮进行修整,虽然加工效率大大提升,但是很难保证磨削工件表面质量。因此,吴贵生等[13]利用实验研究了在磨削过程中修整参数对砂轮表面的影响。孙春霞等[14]利用合适的工艺参数进行金刚滚轮修整来保证加工表面的形状位置精度,从而加工出合格的轮毂轴承内圈。李焕峰等[15]研究了不同修整深度和轴向速度对磨削工件表面质量的影响,并肯定了金刚石滚轮修整的优越性。上述几篇文献虽然都提到了修整参数对修整过程及磨削工件表面质量的重要影响,但是未提出一套完整且简洁的方法来确定修整参数。
轴承套圈磨削过程中金刚滚轮的修整对后续加工工件表面质量有很大的影响,所以修整参数的确定在这一过程中至关重要。本文提出了一种修整参数的确定方法,其步骤如下:首先,为了消除主轴振动对修整过程的影响,用力锤敲击主轴得到主轴的频响函数,根据频响函数曲线图找出最优的一组频率,再换算成主轴转速;然后,根据砂轮与滚轮的轨迹方程和曲率半径来确定砂轮与滚轮的转速比;再引入干涉角作为修整的综合物理量,将前面得出的主轴转速代入干涉角来确定进给速度;最后,根据磨削力来优化修整过程。由于磨削力很难直接测得,但是磨削功率可以通过功率传感器测得,建立磨削力和磨削功率的数学模型,将测得的磨削功率换算成磨削力。
1 轴承磨削金刚滚轮修整原理
Malkin 提出的砂轮修整过程包括结合剂的断裂和磨粒的破碎,其中磨粒破碎又可分为磨粒的宏观破碎和微观破碎[16]。在外力作用下,磨粒与磨粒之间的结合剂产生断裂,已经磨钝的磨粒从砂轮表面脱落,与钝化磨粒相连的尖锐磨粒因此能露出来,开始参加磨削过程。磨粒的宏观破碎指在修整力的作用下,磨粒沿晶面穿晶破裂,而磨粒的微观破碎则是由于磨粒本身的易碎性,使磨粒在修整工具的作用下表面微观破碎产生微切削刃[17]。砂轮表面的大致形貌是由磨粒的宏观破碎和磨粒与磨粒之间的结合剂所决定的,而砂轮表面的微切削刃状态则由磨粒的微观破碎决定,这直接影响砂轮的磨削效果。相关机理见图1。

图1 砂轮修整过程中磨粒和结合剂的破碎机理Fig.1 Crushing mechanism of abrasive grains and bond during grinding wheel dressing
根据砂轮修整机理,磨料表面材料的去除方式主要依靠磨粒与磨粒之间结合剂的破裂从而使磨粒脱落。不同的修整参数使得砂轮表面形貌不同,对后续的磨削加工起着重要的作用。图2a 和图2b 分别表示粗修整和精修整之后的砂轮形貌及对工件表面形貌的影响。
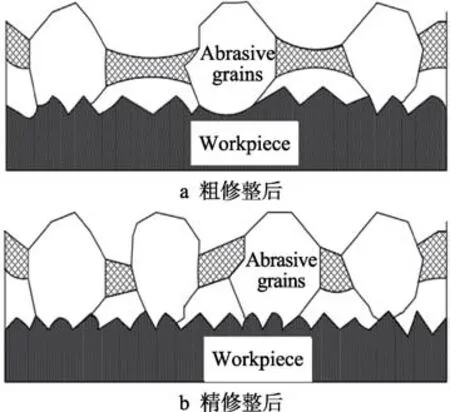
图2 砂轮表面对工件表面形貌的影响Fig.2 Influence of the surface of the grinding wheel on the surface of the workpiece: (a) after rough dressing, (b) after fine dressing
砂轮形貌及工件表面质量在很大程度上受金刚滚轮修整参数的影响[18],而在实际修整过程中,金刚滚轮和砂轮的修整速比、滚轮进给速度及砂轮主轴转速都很难确定。所以,要给出一套完整的理论来确定各个参数,并根据加工情况进行参数优化,从而保证工件表面质量。
2 金刚滚轮修整参数的确定
在实际磨削过程中,修整参数的确定对磨削工件表面质量的影响至关重要,而如何确定修整参数是修整过程的一个难点。下文先基于频响函数确定主轴转速,找出使主轴振动最小的转速;再通过砂轮与滚轮的运动轨迹方程求出曲率半径,根据曲率半径找出使磨削表面质量相对最好的修整速比;接着引入干涉角这个物理量,确定修整进给速度;最后根据磨削力来进行修整参数的优化,进而优化工件表面质量。
2.1 基于频响函数确定主轴转速
主轴是磨床中重要的组成部分,主轴的振动会对修整过程及工件表面加工质量产生重要影响,所以对主轴进行动态分析,确定适当的转速,尽可能避免主轴振动对后续加工过程产生影响。图3 为砂轮修整过程中的系统简化模型。

图3 修整过程的系统简化模型Fig.3 Simplified model of the system for the dressing process


式中:i 为第i 阶次;M0为质量矩阵M 原值;K0为刚度矩阵K 原值; u0为模态向量u 原值;K1为刚度矩阵K 的变化值。为保证主轴在修整过程中产生的振动较小,其固有频率应尽可能偏离修整系统的固有频率。图4 为频响函数示意图,在修整过程中,主轴上下和前后方向最易影响后续加工。如图4 所示,最佳频率一般在c 到f 之间取得,在这之间取一个频率值,则3 个方向都有一个对应的幅值,按照式(5)计算使得k 最小的横坐标即为最佳频率,再乘60 得到最佳主轴转速。

式中:M 为主轴上下方向该频率所对应的幅值;N 为主轴前后方向该频率所对应的幅值;P 为主轴左右方向该频率所对应的幅值。

图4 频响函数示意图Fig.4 Schematic diagram of frequency response function
2.2 基于修整轨迹确定修整速比
图5a 为金刚石滚轮的修整示意图[19]。将滚轮修整模拟成外圆切入磨削。当砂轮以某一个转速旋转时,可以将砂轮看作静止状态,而滚轮在自身旋转的同时,又以砂轮为中心旋转。现考虑滚轮上某一金刚石颗粒A 相对砂轮的运动轨迹。
图5b 为顺修时单颗金刚石颗粒相对砂轮的运动轨迹。根据式(6)—(7),可得单颗金刚石颗粒顺修时的轨迹方程见式(8)。
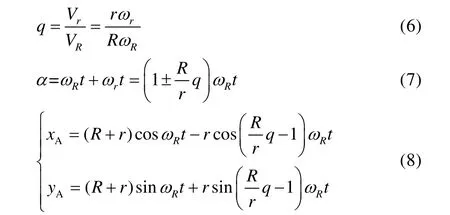
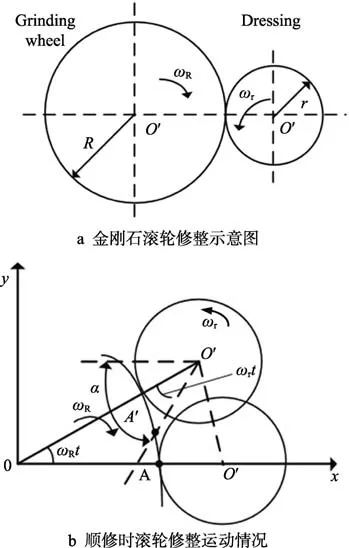
图5 金刚石滚轮修整及运动状况示意图Fig.5 Diagram of diamond wheel dressing and movement:(a) schematic diagram of diamond wheel dressing, (b) movement of wheel dressing in the course of repair
式中:q 为滚轮与砂轮线速度之比;Vr为滚轮线速度; VR为砂轮线速度; rω 为滚轮角速度; Rω 为砂轮角速度;α 为滚轮相对于砂轮转动的角度。砂轮的形貌对磨削工件表面质量有一定的影响,而砂轮修整速比与修整出的砂轮表面形貌有很大联系,不同的修整速比修整出的砂轮表面形貌不同,影响其后续的磨削过程。对金刚石A 在X 方向和Y 方向的运动轨迹进行二次求导,并进行转换得到曲率半径,因此曲率半径的公式为:

ρ 的曲线形状如图6 所示,分别令分子为0,分母无限趋近于0,得出曲率半径函数,4 个极值点1、–1、q3、q4,并分别求出4 个极值点对应的极值。无论ρ >0 还是ρ<0 ,在ρ 的绝对值很大的情况下,砂轮表面的粗糙度较小。所以,需要一个极大值点,因为为顺修,所以取 q3,即要使顺修时砂轮表面粗糙度较小,砂轮修整速比为:


图6 ρ-q 关系图Fig.6 ρ-q relationship graph

砂轮表面粗糙度较小容易引起烧伤现象,所以后续需要根据工件实际表面质量利用磨削力进行参数的优化。磨削工件表面质量不仅与修整速比有关,还与修整进给量和进给速度等修整参数有关,所以需要引入一个物理量能包含所需的参数,以便分析整个修整过程。
2.3 基于干涉角σ确定滚轮进给速度
金刚石滚轮修整砂轮时,砂轮磨料的变形和破碎程度与金刚石切入修整表面的深度有关[20],但它不能作为一个综合修整参数来衡量修整状况。需要一个包含所需参数的物理量来作为一个综合指标,因此采用金刚石滚轮与砂轮的干涉角作为一个综合参数。干涉角σ 是金刚石滚轮相对于砂轮的运动轨迹与砂轮圆周表面间的夹角,即:

根据经验,为保证磨削工件表面质量的稳定性,干涉角的范围控制在c 到d 之间。式(12)中, vfrd表示金刚石滚轮径向进给速度, vsd表示修整时的砂轮表面线速度, vrd表示修整时的滚轮表面线速度。在后文3.2.1 节可确定砂轮主轴转速,金刚滚轮的进给速度则可表示为:


图7 金刚石滚轮与砂轮干涉角σFig.7 Interference angle σ between the diamond wheel and the grinding wheel

图8 参数确定流程图Fig.8 Flow chart of parameter determination
2.4 数学模型的建立及参数优化
在磨削加工时,磨削力增大,容易产生工件烧伤现象,但是磨削力过小,工件表面粗糙度会增大。因为在工厂实际生产线环境下,机床磨削过程中砂轮轴和工件轴都在转动,力传感器难以安装,所以本文采用功率传感器间接测量磨削力。因此,可以测出磨削功率来间接得知磨削力的大小。磨削力和磨削功率的关系为:

式中: kc为磨削力系数;F 为磨削力(N);P 为磨削功率(W);t 为时间(s);v 为磨削速度(m/s),本文不做考虑,为已知量。加工完成后,对工件进行检验,观察是否符合质量要求,若不满足要求,则对产生的问题提供相应的优化措施。若工件表面产生振纹或测得磨削力偏大,则要重新选择主轴转速。根据公式(5),在相应的范围内找出使k 最小的频率,若产生质量问题,则应该考虑使k 值略大的相应的主轴频率,进行下一次加工。若工件表面存在烧伤或粗糙度问题,则根据式(11)重新选择砂轮或滚轮的规格来改变修整速比,在改变过程中,根据经验数值,要始终在a~b 范围内;若存在外观或者圆度问题,则要针对进给速度进行优化。2.3 节提到干涉角的范围控制在c~d 之间,在范围内重新选择一个干涉角,代入式(13)中,求得优化后的进给速度,再进行加工。这样根据不同的质量问题,优化对应的修整参数,使得工件表面质量在优化中不断提高,最终达到要求。
3 实验验证
3.1 实验设计
本文使用振动传感器、功率传感器相结合的方法对砂轮修整状态进行监测,以弥补单一传感器信号易受各种外因干扰的缺点。实验机床为3MZ1410 数控磨床,机床用于加工6006 的轴承套圈,工件材料为轴承钢GCr15。实验采用金刚滚轮顺修的修整方式,砂轮直径为40 mm,宽度为7 mm,滚轮直径为110 mm。振动传感器为三向振动传感器,传感器的频率范围为5~3 kHz,测量范围为0~50 g,该传感器本身具有很强的磁性,将其吸附在金刚滚轮轴外壳上,使其上表面平行于水平面,用来测量修整过程中金刚滚轮轴外壳3 个方向的振动情况,振动传感器的安装位置如图9 所示,修整过程如图10 所示。

图9 传感器安装位置图Fig.9 Sensor installation location diagram
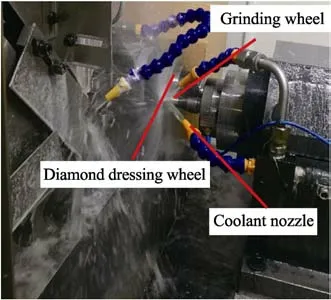
图10 砂轮修整过程图Fig.10 Grinding wheel dressing process diagram
在本次实验中,用功率传感器测得主轴电机的功率来间接判断磨削力的大小,该功率传感器频率范围为10 MHz~18 GHz,功率范围为1 μW~100 mW,功率传感器的测试原理图如图11 所示。将功率传感器接入主轴电机,同时电源给功率传感器供电,再将传感器与采集卡通过BNC 相连,最后将采集卡与电脑通过USB 接口相连,实现加工状态下主轴功率信号的实时显示。
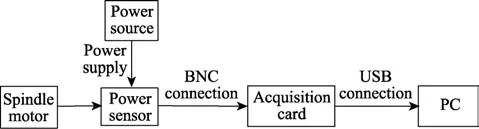
图11 功率传感器测试原理图Fig.11 Schematic diagram of power sensor test
3.2 实验验证
3.2.1 主轴动态分析确定主轴转速
为了避免主轴振动对磨削过程产生的影响,在加工前需要选择一个最佳的转速使得加工过程中产生的振动最小[22]。因此,对主轴进行动态分析,根据频响函数图找出最佳转速。实验采用动态信号分析仪、力锤、加速度传感器来获取频响函数曲线图,所需仪器的型号及规格如表1 所示。用力锤敲击主轴,将振动信号通过加速度传感器传入动态信号分析仪并显示,由此得出测点3 个方向的频响函数曲线,实验测量如图12 所示。

表1 实验所需仪器Tab.1 Table of instruments required for the experiment

图12 主轴实验测量图Fig.12 Measurement diagram of spindle
图13 为在主轴用力锤敲击得出的频响函数曲线图,其中蓝色曲线为x 方向,红色曲线为y 方向,黄绿色曲线为z 方向。在表2 确定的频率范围(338~600 Hz)内,每增加2 Hz 即对相应3 个方向的幅值利用公式(5)进行计算,求出相应的k 值,利用该方法将区间内所有k 值计算出,分析k 值在整个区间内的大小分布情况,发现在整个频率范围内,350~550 Hz对应的k 值相对于区间内其他频率所对应的k值最小,即350~550 Hz 为最佳频率范围。根据计算,在350~550 Hz 内,k 值最小的频率在399 Hz 附近,即最佳转速为23 940 r/min 左右。

图13 主轴频响曲线图Fig.13 Frequency response curve of spindle
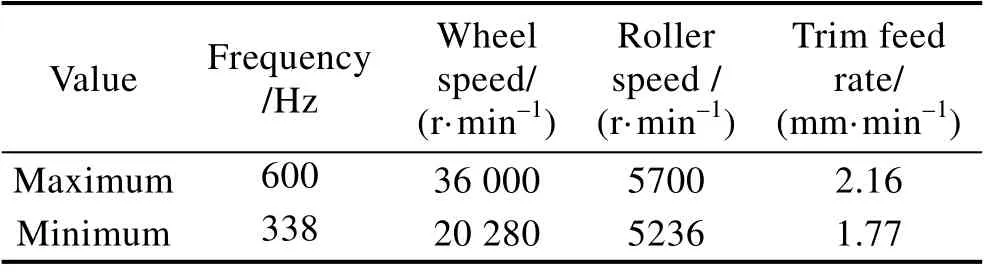
表2 参数最值Tab.2 Parameter limits
3.2.2 优化修整参数
在磨削加工中,磨削力过大容易产生烧伤现象,但是磨削力过小,工件表面粗糙度达不到要求[23]。根据上述理论模型,磨削力和工件表面粗糙度都与修整参数有关,所以需要优化修整参数,在保证粗糙度的情况下使磨削力最小,从而避免烧伤现象。图14 为粗糙度测量图,此实验选用德国马尔 Marsurf CD 120粗糙度仪,其测量范围为0~10 μm,本次实验要求的粗糙度Ra 为0.35 μm。加工完的工件经过如图14 所示的测量来确定粗糙度是否满足要求。本次实验中,根据磨床本身固有的参数设定,砂轮最高转速为36 000 r/min,滚轮最高转速为5700 r/min,本次实验采用的修整深度为0.01 mm。根据参考文献,设定在修整时允许的修整比范围为0.4~0.7[24],干涉角范围为(9×10–5)°~(1.1×10–4)°[25],则砂轮线速度、滚轮线速度、修整进给速度范围如表2 所示。

图14 粗糙度测试现场图Fig.14 Roughness test site diagram
表3 为优化前后部分磨削参数和磨削表面质量对比,可知优化前后粗糙度都满足要求,但是优化前存在烧伤现象且沟形不合格。酸洗法是国内外轴承制造业中广泛运用的磨削烧伤判别方法。由于不同显微组织的耐腐蚀性不同,酸洗后呈现的颜色也不同,因而可根据磨削表面经酸腐蚀后的颜色变化来判断有无烧伤。对优化前后磨削工件进行酸洗,表面质量如图15 所示,图15a 为烧伤工件表面,图中工件表面呈现暗灰色且出现了斑点;图15b 为合格工件表面,经酸洗后表面呈现灰色且没有出现斑点。进行优化后,最终确定了磨削参数,包含了磨削过程中各阶段的磨削进给量和进给速度、砂轮尺寸及主轴转速,如表4 所示。

表3 优化前后对比Tab.3 Comparison table of parameters before and after optimization

图15 磨削表面质量图Fig.15 Grinding surface quality diagram: (a) burn product diagram, (b) qualified product diagram

表4 优化后磨削参数Tab.4 Grinding parameters after optimization
图16 为优化前后砂轮表面显微镜微观图。参数优化前,切屑较多,如图16a 中黑点部分所示,容易造成砂轮表面堵塞,使得磨削力过大,影响磨削加工表面质量;优化后,磨削砂轮表面切屑较少,如图16b 所示,修整出的磨粒切削刃更锋利,有利于提高磨削加工质量。图17 为加工后合格产品金相图,可见表面金相组织未出现黄、褐、紫、青等烧伤色,且未出现裂纹现象。

图16 优化前后砂轮表面形貌Fig.16 Surface of grinding wheel before and after optimization: (a) before optimization, (b) after optimization

图17 合格产品金相图Fig.17 Qualified product metallography

图18 改变参数前后磨削力对比图Fig.18 Comparison diagram of grinding force before and after changing parameters: (a) grinding force before parameter optimization, (b) grinding force after parameter optimization
根据功率传感器测得磨削加工功率,再根据式(14)进行磨削力换算,得到磨削力曲线图,如图18所示。原始参数为工厂机床中初始数据,磨削力最大值达到59 N,加工产品有烧伤缺陷,如图15a 所示。进行优化后,由于修整比的增加,磨削力明显减小,从原来的59 N 减小到37.2 N,如图15b 所示,加工产品没有烧伤问题。
刮色球法是检查深沟轴承沟形的一种方法,先在待检查的轴承沟道里涂上红色的印泥,然后用符合沟道尺寸要求的钢球刮去轴承沟道里的印泥,如果刮完后沟道两边有淡红色,沟底较干净,那么工件沟形就合格,否则沟形就不合格。
将红色印泥分别涂在优化前后工件的沟道上,再用钢珠刮去,可以发现图19a 中红色印泥在沟底留下较多,没有刮干净,所以为不合格产品,而图19b 沟底刮得较干净,只有沟道两边有少量红色,所以为合格产品。经过工件沟形对比,参数优化后加工出的产品沟形较优化前的更符合生产标准。

图19 优化前后沟形变化图Fig.19 Diagram of groove shape before and after optimization:(a) unqualified product, (b) qualified product
4 结论
1)根据修整原理及力学原理,建立修整过程系统简化模型,根据模型求出系统固有频率。通过力锤敲击主轴获得主轴的频响函数曲线图,经过计算找出最佳频率,换算为主轴转速,使得在修整过程中主轴振动对修整的影响最小。
2)根据砂轮与滚轮的修整轨迹方程,导出修整轨迹与曲率半径的关系,根据曲率半径计算出使得砂轮表面粗糙度较小的修整速比;再引入砂轮与滚轮的干涉角这一物理量,作为修整过程的综合参数,将计算所得的参数代入到干涉角中,确定修整滚轮进给速度。
3)根据加工出的表面质量进行参数优化。若工件表面有振纹或磨削力偏大时,则重新选定主轴转速;若存在烧伤或粗糙度问题时,则重新确定修整速比;若存在外观或圆度问题,则重新确定进给速度。通过这一方法进行优化修整参数,可在加工过程中获得符合质量要求的产品。
