木质材料激光表面处理研究进展
2021-03-31李荣荣贺楚君陈莹静孟菲
李荣荣,贺楚君,陈莹静,孟菲
(南京林业大学家居与工业设计学院,南京 210037)
激光,由于其单色性、高能量以及方向性佳等优势,被用于材料的切削、表面处理、焊接等加工过程[1]。其中,激光表面处理是一种非接触式处理方法,即利用其高能量激光束作为热源,加热材料表面,瞬态提高材料局部温度,促使被加热区域成分、物化性质发生定向转化,进而达到表面改性的目的。通过改变激光类型及不同参数组合,可实现不同功能的表面处理工艺。
近年来,随着激光技术的不断发展,其应用范围也逐渐得以扩展。木质材料激光加工已从常规的激光切削、激光打孔、激光打标等类型,不断延伸到激光表面处理领域。木质材料激光表面处理技术,是一种从金属加工领域演化、发展而来的新型加工手段。常见表面处理类型有:木质材料表面微加工、热改性以及功能性改良等,最终实现木质材料表层选择性去除、外观纹理显现、表面润湿性调控、功能性防霉或功能性材料制备等新用途,进一步提高木质材料附加值。木质材料激光切削加工领域的研究已经较为成熟。但是,如何拓展激光应用范围,实现木质材料加工性能提升及功能性改性,促进木质材料提质增效是未来的发展方向。
1 木质材料激光表面处理的原理
激光束辐照木质材料后,会出现透射、反射等过程[2],激光能量被木质材料吸收、反射或透过损失。根据能量守恒法则,激光束能量守恒公式为:
E0=E吸收+E反射+E透过
(1)
式中:E0为激光发射器发出激光的初始能量;E吸收为激光束被木质材料各组分吸收的能量总和;E反射为激光束入射到木质材料表面后被反射出去的能量总和;E透过为激光束穿透木质材料后剩余的能量总和。
木质材料表面处理过程,激光仅作用于材料表层,厚度方向上未能穿透材料,能量交换仅发生在表层吸收和反射,因此,式(1)可简化为:
E0=E吸收+E反射
(2)
通过转化,式(2)可变换为:
(3)
激光入射到距离材料表面x距离处的激光强度I为[3]:
I=I0E-αx
(4)
式中:I0为入射到木质材料表面的激光强度。
由式(4)可知,随着激光入射到木质材料内部的深度增加,激光强度呈现指数级的能量衰减。且不同材料吸收系数不同,其数值越大,能量衰减越明显。因此,激光切削厚度较大材料的过程中,切口一般呈现“V”字形(图1),且随着切削厚度增加,“V”字形状更为明显[4-5]。
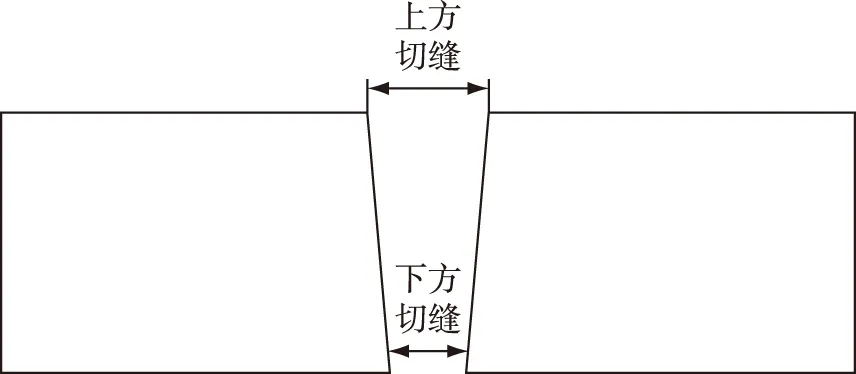
图1 木质材料激光切缝示意图Fig.1 Schematic diagram of laser slit in wooden material
当激光照射到木质材料表面时,不仅产生热作用,还伴随力作用和光作用[6]。激光光子被木质材料表面吸收的过程,即为激光能量向木质材料表层交换的过程,随后材料被加热。激光光子被木质材料吸收而产生的热效应即为激光的热作用。由于木质材料导热系数一般不高,激光辐照到材料表面对其进行改性时,瞬态产生的热量相当大,导致热量不能及时扩散传导。木质材料表面温度急剧升高促使材料熔化、气化、炭化以及木质材料内部水分气化,形成蒸汽而产生压力波,称为激光的力作用。在一定处理条件下,激光与气体物质也存在相互作用,可以促进各种新的化合物生成。如若激光光子的能量大于形成气体的原子键能,气体化学键会被打断,促使气体发生光反应进而形成新的特定物质,即为激光的光作用。木质材料激光表面处理是集热作用、力作用以及光作用共同存在的复杂反应过程,进而达到改变木质材料表、界面性能的作用。
激光与木质材料相互作用机制包括光化学、光热、光物理机制。在光化学作用中,电子激发直接导致材料组分化学键断裂;在光热作用中,光电子烧蚀发生在皮秒时间尺度内,热结合键可能发生断裂;在光物理作用中,热过程和非热过程都起着重要的作用,基态和电子激发态两种不同的键断裂能同时存在。
2 激光类型及其在木质材料表面处理中的应用
根据不同分类依据,激光类型包括:1)按激光脉冲的连续性分为连续激光、半连续激光和脉冲激光。其中,根据脉冲宽度,脉冲激光可以分为微秒级(10 μs)、纳秒(10 ns)、皮秒(10 ps)和飞秒(10 fs)激光。2)按工作介质分为气体激光、固体激光、半导体激光和液体染料激光。3)按输出波段可分为近红外激光、中红外激光、远红外激光以及紫外激光等。
现阶段,木质材料表面处理领域常用固体激光主要有Nd:YAG激光(掺钕钇铝石榴石)、红宝石激光等。其中,红宝石激光器主要发射脉冲激光(纳秒级);Nd:YAG激光器既可以发射脉冲激光(脉冲宽度100~10 ns,属纳秒级),亦可以发射连续激光。上述两种固体激光常用于木质材料表面微加工[7-9],如木材表面木毛刺修整,古建筑或古家具表面漆膜修复等。二氧化碳激光器作为一种常用气体激光,其波长约10.6 μm(远红外波长),属于连续性激光,主要用于木质材料表面热处理、功能性改良等,如木质材料表面颜色调控、基于激光辐照的木质材料防霉改性、木质材料表层激光诱导石墨烯制备及功能化应用等。
3 木质材料激光表面处理技术
木质材料激光表面处理,根据加工用途通常可分为:表面微切削加工、表面热改性、表面功能性材料构筑等。
3.1 表面微切削加工
激光加工按其加工尺度一般可分为:光刻(<1 μm)、微细加工(1 μm~1 mm)和宏观加工(>1 mm)3类[10]。木质材料表面微雕刻以及选择性消融一般切削量在1 μm~1 mm范围内,属于微细加工,主要用于木质材料表面材料选择性去除,以达到降低粗糙度或清除污染层的目的,常见的用途有:木质材料表面毛刺去除、古建筑或古家具等表面漆膜修复、木质材料表面微雕等。激光微消融原理见图2。
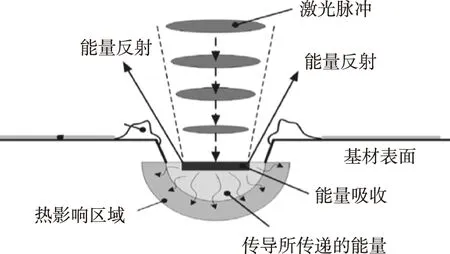
图2 激光脉冲与材料相关作用 Fig.2 The correlation between laser pulses and materials
木质材料激光微加工过程中,激光波长、激光强度、脉冲宽度、进给速度等参数对微加工深度与加工表面质量均有直接影响。吴哲等[7]利用YAG激光去除桦木和桤木表面木毛刺,旨在提高木材机加工表面的光洁度。当激光进给速度为3~5 cm/s时,木材表层材料的去除深度随激光器输入电流的增加呈现先增加再减小的变化趋势,拐点电流为20 mA;输入电流对木材的加工深度影响显著。原因在于输入电流越大,激光强度越高,单位时间内辐照到木材表面的能量则越高,材料去除越明显。李尧等[11]利用Nd:YAG 固体激光对竹集成材表面进行微雕加工,雕刻深度随进给速度增加而降低;然而,当进给速度过慢时,材料表面明显出现烧焦现象,影响微雕制品表面外观质量。Leone等[12]研究了Nd:YAG激光对胡桃木、桃花心木、杨木、橡木以及松木进行微雕刻加工。木材表面的雕刻过程出现木材颜色的变化(变暗)、烧蚀以及燃烧等复杂现象(图3)。功率一定时,激光低速进给造成雕刻深度变大,炭化现象明显,这是由于木材热导率低,在相邻激光脉冲之间没有足够的时间让其表面冷却。当进给速度达到200 mm/s,仅有颜色变化,雕刻深度极小。同时,激光功率和脉冲宽度对雕刻深度影响也较为显著。Nath等[13]研究早晚材、径弦向以及密度等木材自身参数对CO2雕刻效果的影响(图4),结果表明:激光雕刻深度随激光功率增加而增加;相同功率下,密度越大的部位雕刻深度越浅。这种现象不仅表现在不同试件之间,即使同一个试件内部,不同切削方向木材密度不同,切削深度也存在差异。激光脉冲宽度增加,会导致木材炭化程度增加[13]。
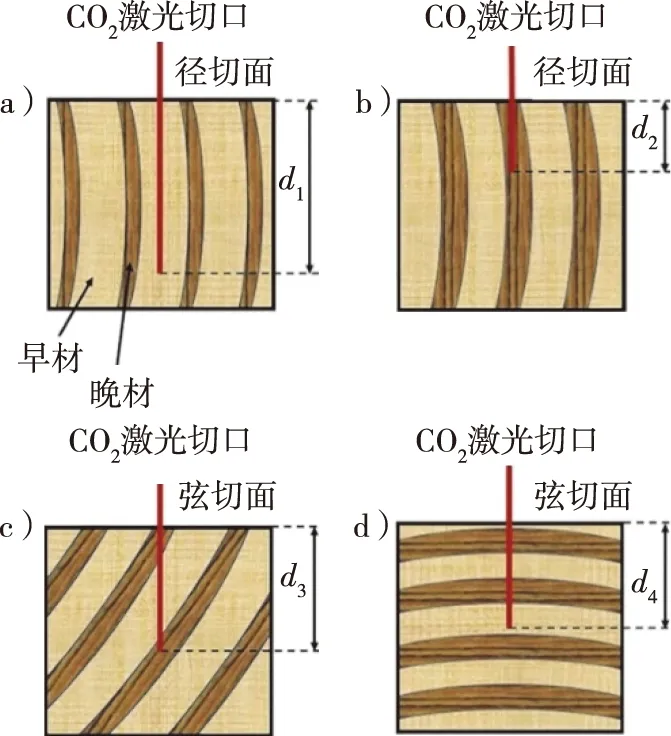
图4 激光雕刻方向和位置示意图Fig.4 Schematic diagrams of CO2 laser-incision strategies
激光清除技术,基于激光选择性消融的机理被广泛用于古家具以及木质古文物等表面修复领域。通过激光辐照微量清除表层的污垢层,在非破坏模式下提高古家具以及木质古文物表面光洁度和外观视觉效果[14](激光去除装置示意图见图5)。Castillejo等[9]利用Nd:YAG脉冲激光清理木材彩绘表面,并研究了脉冲激光波长(1 064,532,355和266 nm)对彩绘表面污垢层清理效果的影响。研究结果表明:波长为266 nm的Nd:YAG激光对彩绘中的红色、绿色和黄色的油漆区域清除效果显著;波长为355 nm的Nd:YAG激光对黄色油漆区域清除效果更好。同时,上述两个波长的Nd:YAG激光在去除彩绘表面污垢层的过程中不会对涂层或结合介质造成明显损伤。波长为1 064和532 nm的激光更易造成彩绘表面不同程度的变色效应。因此,不同波长的激光与彩绘表面物质的作用机制是不同的,其中紫外波长段的激光更适合于清除木制品有机涂层的表面污垢层;但可见光和红外波段的激光在表面清除过程中,更多地显示出激光热效应,进而导致涂层颜色变深甚至炭化表层。同时,研究发现激光诱导荧光(LIF)、激光诱导击穿光谱(LIBS)、傅里叶变换拉曼(FT-Raman)和红外光谱(FT-IR)可以很好地表征激光处理后的表层物质及其化学结构变化规律。Gaspar等[15]利用1 064 nm(红外波段)、532 nm(可见光波段,绿光)和266 nm(紫外波段)3种波段的Nd:YAG激光去除木材装饰表层的污垢,研究发现:3种波段的激光与镀金木材样品之间相互作用类型不同。266 nm的激光通过烧蚀光解机制,可以完全去除红紫素层。由于清漆层对紫外波段的激光反射率较高,去除率较低;相反,对于金箔层,紫外激光具有良好的去除功效。532 nm的激光可以去除红紫素层,但很难去除金箔层。1 064 nm的激光无法清理镀金表面,同时也无法在不破坏底层的情况下去除红紫素层。Acquaviva等[16]分析研究了木器上3种不同的白色颜料在氟化氪(KrF)准分子激光照射后颜色变化及去除率。测试结果表明:中等强度(≤100 mJ/cm2)激光处理时,漆样表面产生的色差较小;当激光强度高到可以部分或全部去除漆膜保护层时,漆膜会发生明显的变色。Wiedemann等[17]利用Nd:YAG激光选择性去除中世纪的木制墙板表面污垢层,以用于后期文物修复。由于污垢层的厚度、吸收率和其他特性的不同,其去除速度有所不同,需要不同的脉冲数以达到去除效果。木材凹陷处(如虫洞等)的厚漆膜和灰泥去除速度较为缓慢。
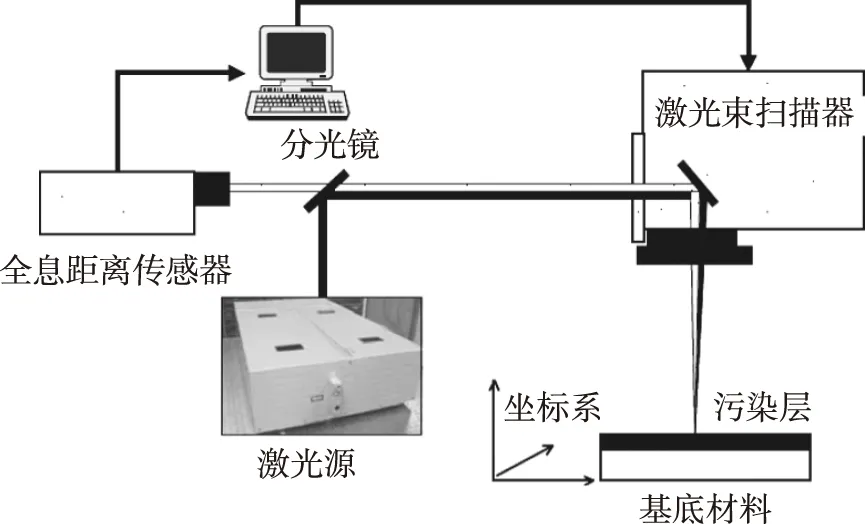
图5 激光清除装置示意图Fig.5 Schematic diagram of laser cleaning device
综上所述,不用材料对于不同波长激光吸收系数不同,利用不同波长激光辐照材料可实现选择性消融。激光功率、进给速度、扫描路径密度以及激光脉冲宽度等参数决定了单位面积内的热交换总量,进而对材料去除深度以及已加工表面的外观质量具有直接影响。
3.2 木质材料表面激光热改性
木质材料表面激光热改性,是将激光热源辐射于被加工材料表面,使其微观组织结构以及表层特性发生物理、化学变化,进而达到表层改性的目的[18-19]。目前,用于木质材料表面热处理所用的激光以CO2激光为主,原因在于木质材料各成分对CO2激光吸收性能良好,热效应显著。但各成分对CO2激光吸收系数稍有差异[20],其中纤维素对激光的可吸收波长范围最接近CO2激光波长(10.6 μm)[21]。在激光表面热改性过程中,工件一般保持静止,设定好激光喷嘴对焦距离,调整激光强度,然后按照一定轨迹和进给速度做平面扫描运动。影响木质材料激光热改性效果的参数主要有:进给速度、扫描路径密度、激光功率等。激光热改性设备及过程见图6。
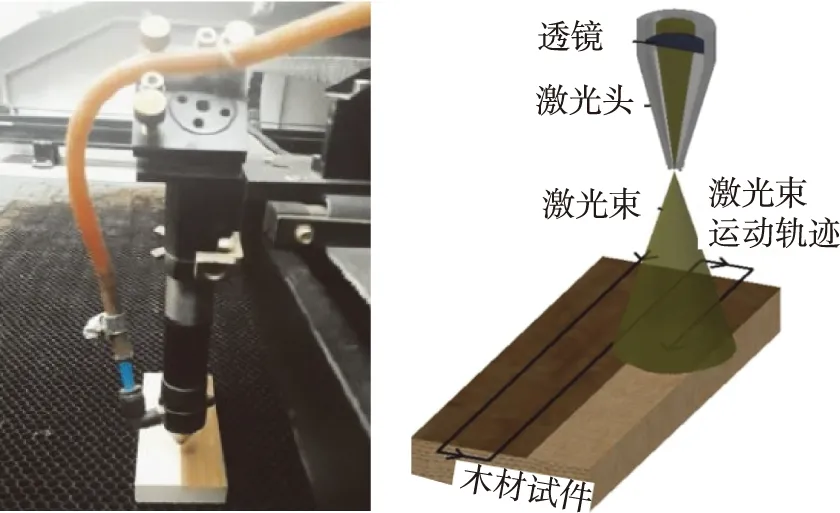
图6 激光热改性设备及过程Fig.6 Laser thermal-modification equipment and process
3.2.1 激光热改性对木材表面颜色影响

在榉木激光热改性过程,当激光能量密度从7.8 J/cm2升至75 J/cm2时,处理表面颜色逐渐变深,其明度值由70.92降至29.72;红绿指数由9.31降至1.34;黄蓝指数由18.51降至2.32[30]。对于椴木而言,当激光能量密度由9 J/cm2升至29 J/cm2,表面颜色明度明显下降,呈现暗黑色[34]。杨木激光改性过程中,其颜色的总色差随激光功率和扫描路径密度的增加而增加,随进给速度的增加而下降。榉木、椴木和杨木3种木材在不同激光参数条件下的颜色变化见图7。对于杨木而言,其原色为浅色,纹理不清晰,但是经过激光处理后颜色更加红润,且纹理凸显,外观效果良好。原因在于木材不同位置组分含量不同,各组分对于激光吸收程度不一,造成一定颜色差异,纹理凸显。未来有望通过深入研究,对比分析不同部位颜色变化机理,建立色差与激光参数之间预测模型,实现木材颜色精准调控,用于改善浅色与纹理单一的木材表面外观视觉效果。

A)榉木;B)椴木;C~E)杨木。图7 不同木材激光改性后颜色效果Fig.7 Color effects of different laser modified wood samples
3.2.2 激光热改性对木材表面润湿性影响
动态润湿性是反映液体在材料表面延展和浸润过程的重要参数指标,对木材的胶合强度、涂饰性能及尺寸稳定性等有显著影响[35-37]。热处理对于木质材料表面润湿性也有显著影响,原因大致有以下几种:1)纤维素结晶度的增加;2)木质材料脱水导致生物高分子聚合物的结构重构;3)木质素的塑化作用[38-40]。Li等[19]研究了CO2激光改性杨木表面润湿性,研究结果表明:激光热改性后的杨木表面水的初始接触角和平衡接触角分别提高了6.4%~39.0%和67.1%~100.7%。且随着激光功率和扫描路径密度的增加,改性杨木表面水的接触角增加;随进给速度的增加,接触角减小。激光改性表面润湿性变化趋势同传统热处理结果基本一致,即随着处理温度的增加,热处理材表面润湿性降低[41]。Kúdela等[27,41]发现:激光辐照和扫描路径密度的增加导致山毛榉木材表面水的接触角增加,表面自由能值降低。激光辐照木材表面上的水与二碘甲烷液滴完全浸润所需的平均时间分别为20~100 s和17~50 s,改性后的表面表现出较高的疏水性。
3.2.3 激光热改性对木材表面粗糙度影响
激光辐照或其他热源作用下,出现木材表层细胞破裂,组织气化而被去除以及木材炭化等过程,导致木材表面微观形貌发生改变[42-43]。Kúdela等[41]研究发现:当激光处于低能量密度时,处理后的榉木木材表面粗糙度变化不明显,但当能量密度达到较高水平时(75 J/cm2),木材表面出现炭化,粗糙度显著增加。同时,当激光功率达到12 W时,粗糙度和波纹度均显著增加。粗糙度参数Ra、Rq、Rz、Rt、Wa、Wt均随着扫描路径密度的增大而增大[27]。Gurau等[44]研究了CO2激光功率和进给速度对挪威枫木表面质量的影响。研究发现:木材表面粗糙度随激光功率呈线性增加,与进给速度成对数关系变化。Gurau等[28]对榉木进行改性过程发现:激光热处理表面粗糙度值(Ra、Rq、Rt、Rk、Rpk、Rvk)随激光功率的增加而增加,随进给速度的增加而降低。
3.2.4 激光热改性对木材防霉性能影响
由于木质材料中含有一定营养物质,在适宜的温度和湿度条件下,容易发生霉变和腐朽。高温热处理能够有效降低木材内部糖分、蛋白质等营养物质的含量,以提高木质材料耐腐性能[45-46]。激光辐照,亦能促进木质材料内部营养物质分解以及降低表面亲水性能,进而阻断霉菌生长的有利条件,一定程度上提高木质材料耐腐性能。Vidholdová等[30]研究了激光辐照改性榉木表面耐腐性能,研究发现:当激光能量密度较低时(7.8~18.8 J/cm2),改性榉木表面的耐腐性能变化不明显;随着能量密度继续增加,达到较高能量密度(25 J/cm2及以上)时,CO2激光改性后的山毛榉木材表面对黑曲霉的防治效力明显增强,但对青霉菌的防治效力变化不大。
3.3 木质材料激光诱导改性
激光诱导,即通过激光辐照促使木质材料化学组分、微观结构及性能发生定向改变,进而实现木质材料功能性改性的目的。近年来,激光诱导木质材料制备石墨烯等碳材料越来越受到研究者们的关注。激光辐照的含碳前驱体可直接在选定区域合成石墨烯,并通过改变激光参数,控制激光诱导石墨烯(LIG)晶体的结构形态和性能[47-48]。激光诱导一步法制备石墨烯具有无催化剂、无毒、可控性好、无接触等优点。木质材料激光诱导实验装置见图8。
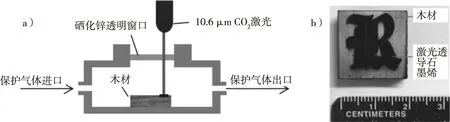
图8 激光诱导装置(a)及激光诱导木材表面(b)Fig.8 Set-up for laser-induce (a) and laser induced wood surface (b)
Chyan等[49]利用CO2激光,在氮气保护下辐照服装、纸张和面包。拉曼光谱表明:辐照后3种材料表面均有石墨烯结构形成。Ye等[50]利用CO2激光辐照松木、桦木和橡木,并通过惰性气体保护,成功制备了石墨烯。通过X射线光电子能谱(XPS)分析辐照材料表面化学结构变化,波谱结果表明:处理后的材料C—O键减少,C—C增加。同时,拉曼光谱中D峰变宽,微弱的2D峰出现,表明木材开始转变为无定形碳;当激光功率从37.5 W增加到67.5 W时,D峰强度与G峰强度比(ID/IG)减弱,且2D峰增强,表明无定形碳选择性地吸收激光能量后转变为石墨烯结构。木质材料激光诱导过程中,除激光波长、功率以及保护气体的选择对石墨烯生成至关重要,木质素含量也直接影响石墨烯的形成。木质素含量越多的材料,越容易形成LIG[51]。Trusovas等[52]利用近红外皮秒和纳秒激光辐照松木表面制备LIG,激光辐照强度与脉冲宽度对LIG结构和质量影响显著。当纳秒激光能量密度为662 J/cm2时,拉曼光谱显示I2D/IG和ID/IG强度比分别为1.10和0.69,表明松木表面出现了质量较高的多层石墨烯结构,其平均晶体尺寸为31 nm,但是皮秒激光由于辐照过程表面能量过高,扰乱晶格结构形成,只发现少量低质量的石墨烯碎片存在。因此,激光诱导木质材料可实现石墨烯结构有效形成。
石墨烯及其衍生物(氧化石墨烯、还原氧化石墨烯)具有优异的物理性质,在材料学、能源、生物医学等领域受到广泛关注[53]。LIG可用于柔性导电材料、超级电容器以及改善材料防霉、抗菌性能、太阳蒸发器等领域[54-55](图9),具有良好的应用前景及研究价值。未来有望基于木质材料通过激光辐照制备高性能、高附加值新材料,以提高木质产品附加值;同时,减少对高分子化学材料的依赖,形成绿色环保产业链。
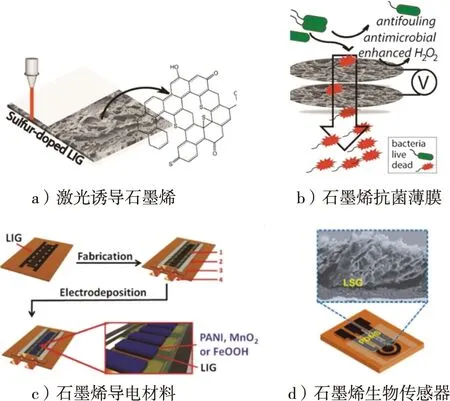
图9 激光诱导石墨烯常见应用领域[54-55]Fig.9 The common applications of laser induced graphene
4 展 望
不同材料对于不同波长的激光吸收系数不同,可用特定波长激光选择性去除相应材料。激光改性参数中,激光功率对于材料去除率以及改性强度影响最为显著,进给速度和扫描路径密度等参数影响次之。目前,激光诱导改性领域的研究主要集中在激光诱导参数对木质材料表面性能的影响规律,基础理论研究与相关改性机理研究尚不深入。木质材料激光表面处理还有一些问题有待进一步深入研究:
1)激光诱导过程中,木质材料化学组分转化与结构变化规律。探究木质材料不同化学组分对于不同类型激光的吸收性能,以及激光热/光电子效应作用后,木质材料各化学组分变化规律,为后期改性工艺制定提供理论支撑。
2)改性表面微观结构、化学组分变化与材料表面特性变化的相关性。通过对微观结构、化学组分的深入研究,探明木质材料改性表面特性变化机制。
3)木质材料激光表面改性过程热传导效率及温度场变化。利用红外测温仪以及有限元分析手段,对激光表面改性过程温度场进行试验与模拟研究,探明不同改性条件下,激光热效应差异以及对木质材料表面特性影响规律。
基于上述理论研究的不断深入,未来木质材料激光表面改性应用研究方向包括:
1)木材表面纹理凸显。通过激光热改性,木材表面颜色发生一定变化,且不同位置颜色变化趋势不同,辐照后木材纹理更加凸显,外观效果显著提高。
2)木质材料表面轻碳化。以高能量密度激光为热源,快速实现木质材料表面碳化,改善木质材料表面润湿性、颜色等性能。
3)古家具及木质古文物表面修复。利用激光的选择性特性,实现古家具及木质古文物表面污染层定量清除,为后期修复提供良好基础。
4)木基功能性材料制备。通过激光诱导木质材料组分与结构可控转化,制备LIG,实现木质材料高附加值利用。
