针对小口径螺旋焊管微扩口工艺参数的研究
2021-03-27翟蓓蕾
翟蓓蕾
(中钢不锈钢管业科技山西有限公司,山西 太原 030002)
螺旋焊接钢管在运送水、蒸汽、天然气、石油和化学液体等方面有很重要的作用[1]。在输送水时,除了可使用无缝钢管外,还可以用不锈钢焊管及承插式钢管,这种钢管安装简单方便,因此受到广大用户的喜欢[2]。另外这种焊管还需要进行管端扩口,而小口径焊管在进行冷扩口后会产生冷作硬化现象,从而改变焊管的力学性能。力学性能改变后,对焊管进行进一步的分析,分析结果满足使用要求的焊管才可以继续使用。为了能够满足安装要求,此类焊管扩径率不能执行《石油天然气工业管线输送系统用钢管》标准中0.3%~1.5%的定径率,而是要选择很小的扩径率。对于承插式钢管,国内没有相应的行业标准和国家标准,因此为了保证承插钢管的使用功能,必须选择合适的扩径率。
1 焊管的冷作硬化现象
焊管的扩径是在扩径力的作用下,焊管两端通过微扩口而成型的。选取材料为Q235B的螺旋焊管进行力学性能实验,首先从扩径后的母管上截取试样,然后进行拉伸实验,测量屈服强度、抗拉强度、延伸率等力学性能参数,实验数据列于表1和表2,由表1和表2可以看出,扩径后焊管的屈服强度、抗拉强度、延伸率都发生了变化,端口扩径后强度增大,比如屈服强度值接近于抗力强度值,部分抗拉强度值超过材料正常的标准范围,而材料的延伸率降低。目前国内还没有微扩口焊管的力学性能统一标准,但参考冷轧带肋钢筋《冷轧带肋钢筋GBT 13788—2017》标准(见表3),Q235B扩口焊管的Rm(抗拉强度)与冷轧带肋钢筋CRB550基本相同,ReH为扩口焊管的上屈服强度,Rp0.2为冷轧带肋钢筋的延伸强度,两者不能相比,但可以比较它们断裂后的延伸率。由表2数据可以看出,管端微扩口断裂后延伸率均大于15%[3]。
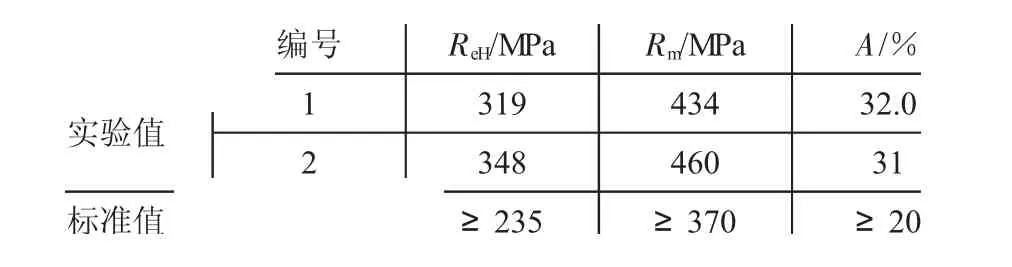
表1 母管扩径前拉伸值
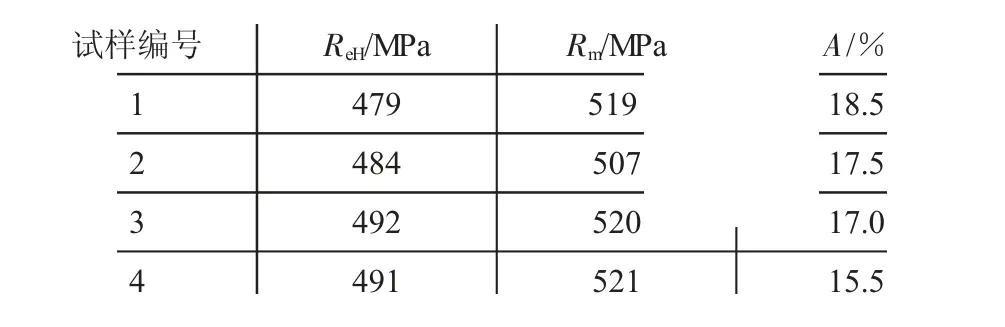
表2 母管扩径后拉伸值

表3 冷轧带肋钢筋力学性能
金属在发生塑性变形时,由于变形是不均匀的,金属中留存着大约10%~15%的外加能量,这部分能量是以弹性势能的形式存在的。焊管进行微扩口时,主要的变形内应力为晶格畸变内应力,它会使焊管产生形变和开裂,因此对焊管微扩口来说是有害的,晶格畸变内应力还会降低焊管的腐蚀性能和抗负荷能力[3,4]。为了避免这种内应力对焊管性能的影响,必须采取必要措施抵消该内应力。另外焊管的防腐蚀形式一般采用涂塑工艺,可参照CJ/T 120—2008标准,该工艺是将焊管作为基管,涂层材料采用不同配方的高分子防腐粉末,如在基管外表面熔融涂敷一层聚乙烯材料,内表面熔融涂敷环氧粉末材料,这种工艺主要作用是防腐,其特点如下:
1)微扩口焊管必须进行完全钢砂喷丸处理。为了提高微扩口焊管疲劳强度,对其内外表面进行完全钢砂喷丸处理,在金属表面层产生压应力[3]。
2)微扩口焊管喷丸处理后,为保证所涂材料在焊管表面上迅速熔化,加热温度必须保证达到250℃左右,并且要求焊管旋转使涂层材料均匀地涂敷在焊管的内外表面上[5]。这种通过升温使组织、结构和性能发生变化的现象称为回复,如图1所示。金属在加热升温过程中,金属原子活动能力逐渐增强,从而使动能增加,金属位错和空位发生移动,使原来变形晶粒中无规则的位错逐渐集中并恢复到有序状态,金属内部结构趋于完整。从图1可以看出,在回复的温度区间内,延伸率有所提高,内应力基本消除,机械性能与强化后的性能一致,微扩口焊管经过喷丸和低温处理后,力学性能如表4所示。
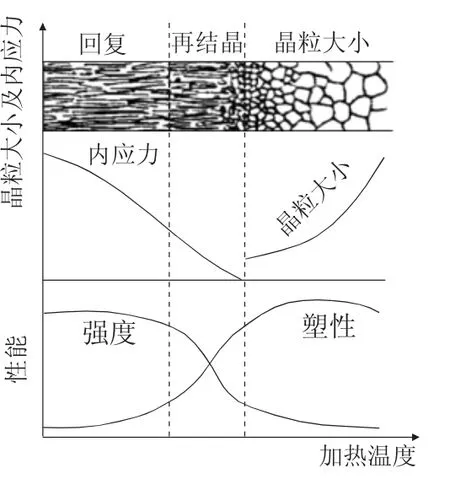
图1 加热温度对冷变形金属组织与性能的影响示意图
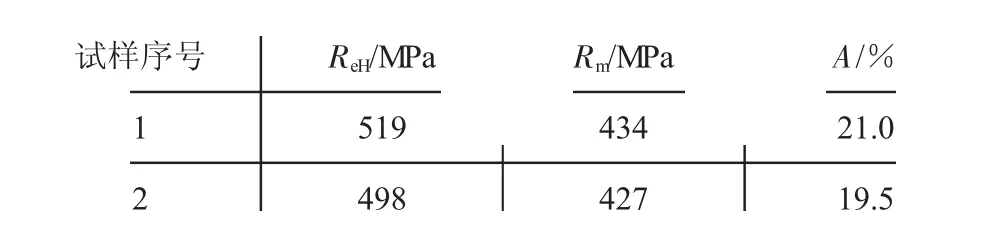
表4 微扩口焊管母材回复后拉伸值
根据表4可知,对焊管母材实施低温加热处理后,母材的微扩口部分韧性加强,延伸率比加热前有所提高。
2 微扩口变形率的确定
微扩口焊管的变形,主要是受到外力作用的结果,其形变过程可以分为三个阶段:第一阶段为弹性形变阶段;第二阶段为弹性-塑性形变阶段;第三阶段为断裂阶段。焊管的微扩口过程要经历塑性形变阶段,该阶段如果变形量太大,焊缝以致母材将产生开裂,因此必须控制变形率,《石油天然气工业管线输送系统用钢管》标准中规定的定径率为0.3%~1.5%不能满足承插钢管安装要求,根据表5中实际扩径数据,比较合适的扩口变形率是2.5%~4.5%,在该变形范围内,焊管扩口后能满足力学性能和尺寸安装要求。另外,还需要注意,必须通过X射线检测完全合格的焊管才能进行微扩口,这样才能保证微扩口后不会产生裂纹,保证焊管正常使用[3]。

表5 焊管扩径相关数据
3 螺旋焊管壁厚尺寸的确定
焊管经过冷变形,圆周尺寸发生了变化,由于圆周方向长度尺寸增加,必然使焊管壁厚尺寸发生变化,现场中通过测量焊管壁厚尺寸,发现母管壁厚尺寸减少0.22 mm左右,因此,在选用母管时,必须考虑母管壁厚的变化量,从而确保焊管的生产工艺和微扩口后的使用性能[6]。
4 结语
对于承插钢管因其安装方便和快捷,因此受到用户的青睐。但由于承插钢管还没有国家标准和行业标准,对于承插钢管的设计参数以及力学性能指标没有统一规定,因而造成小口径螺旋焊管生产出现混乱,使用和推广受到严重影响。本文通过对小口径螺旋焊管在微扩口工艺过程中扩口率和壁厚变化进行分析研究,通过摸索对比得到相关数据,并将研究结果应用于指导生产实际,从而确保螺旋焊管的性能和功能要求,为实际生产提供理论参考。
