一种自适应的共振式超高效混合机控制系统
2021-03-25曾庆林陆志猛
曾庆林,王 爽,王 晨,陆志猛,王 平
(湖北航鹏化学动力科技有限责任公司,襄阳441003)
混合装置广泛应用于化工、医药、电池、化妆品、陶瓷、军工等行业,用于将两种或者多种物料相互分散而达到一定均匀程度。传统的混合方法包括掺和、捏合、混炼、搅拌、射流混合、管道混合等。对于高粘度物料、大分子量材料、高价值粉末等物料的混合而言,目前普遍使用捏合、混炼或者搅拌装置,这类混合装置存在混合时间长、效率低、能耗高、混合死角大、桨叶清理时间长等缺点和弊端。某些大分子量材料的混合因为混合时间长、剪切力大等原因,还会造成材料特性变化,最终产品质量降低等不利影响[1-3]。为了避免这些弊端,实现物料的高效混合,湖北航鹏化学动力科技有限责任公司最新研发了一款利用共振控制技术达到高效混合目的的超高效混合机。
1 共振式超高效混合机简介
共振式超高效混合机由机械系统、控制系统、真空系统、冷热水系统等部分组成。共振式超高效混合机的机械系统结构示意图如图1所示。
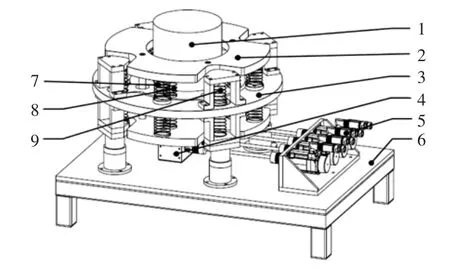
图1 共振式超高效混合机机械系统结构示意图Fig.1 Structural diagram of mechanical system of resonant super-efficient mixer
共振式超高效混合机利用共振时效率最高、振幅最大的特点,通过自适应控制系统使整个负载容器内物料达到并保持在共振状态,从而以最小的能耗,使物料剧烈振动,最终达到高效混合的目标。
为了降低共振时混合机设备对地面的冲击,共振式超高效混合机巧妙地设计了一套二自由度弹簧体系,使负载块m1和反作用块m2这2 个质量块始终做反向运动,相互抵消作用力,使其对地面的作用力一直为0,从而降低对地面和地基的要求。
共振式超高效混合机的受力模型图如图2所示,其中F 为激振力;mi、ci、ki分别为各单元的质量、阻尼和刚度;xi为各单元的位移。
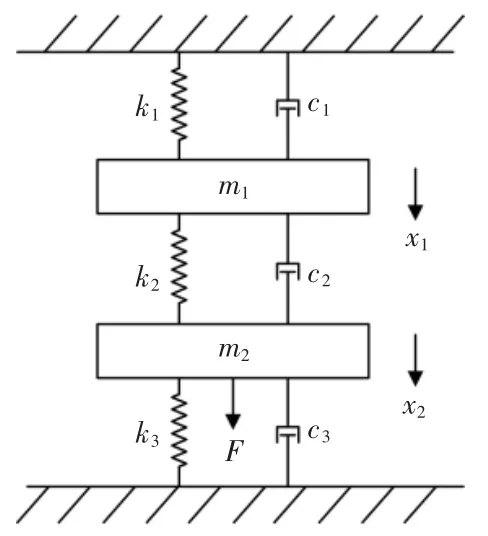
图2 共振式超高效混合机受力模型图Fig.2 Force model of resonant super-efficient mixer
2 控制系统设计
共振式超高效混合机控制系统由控制器、运算板卡、激振力伺服调节单元、加速度传感器等部分组成。
激振力伺服调节单元分别驱动4 台伺服电机,通过联轴器带动偏心质量块旋转,产生周期性的激励力F。
控制器、伺服驱动单元、加速度传感器等通过总线网络相连接,实时接收各伺服电机状态值、角度值、负载加速度值,并通过UDP 协议,将这些数值按照一定时间间隔发送给运算板卡。运算板卡根据这些数值计算出共振所需要的激励力的大小和频率,并生成控制信号,通过控制器反馈给伺服驱动单元。此过程高速循环运行,从而克服物料状态不断变化带来的影响,使物料始终保持在共振状态。共振式超高效混合机控制系统的结构原理如图3所示。
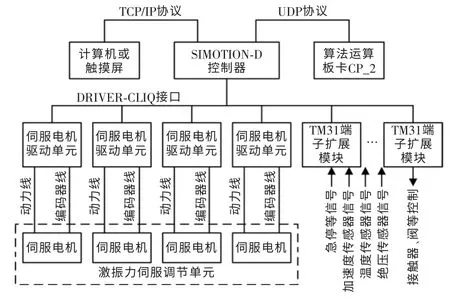
图3 共振式超高效混合机控制系统结构原理图Fig.3 Structure schematic diagram of control system of resonant super-efficient mixer
2.1 激振力大小和频率的调节
共振式超高效混合机的激振力F 由激振力伺服调节单元产生。它是周期性的,大小和频率可调。激振力伺服调节单元结构示意图如图4所示,4 台伺服电机通过联轴器与偏心质量块相连。

图4 激振力伺服调节单元结构示意图Fig.4 Structure diagram of exciting force servo adjusting unit
激振力的调节由各个伺服电机的相对运动完成,以电机a、b、c、d 命名为例,4 台伺服电机的旋转速度r 相同,一起做速度同步运动,且旋转速度r 由控制系统实时调节。4 台伺服电机两两一组,带动偏心质量块做反向位置同步运动,即a、d 一组,b、c 一组,每组里的2 台伺服电机带动偏心质量块做反向位置同步运动,从而相互抵消横向激振力。在速度同步运动和位置同步运动的同时,2 组伺服电机之间保持有一定角度的角差φ,角差φ 由控制系统实时调节,即控制系统实时调节a、d 与b、c 之间的角差φ。激振力F 调节原理如图5所示,图中φ=β-ε。
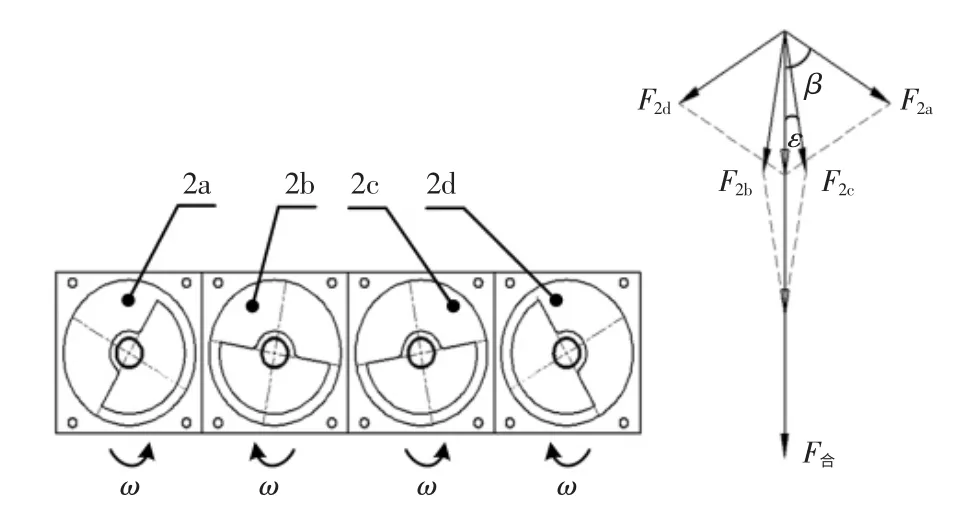
图5 激振力F 调节原理图Fig.5 Schematic diagram of exciting force F adjustment
共振式超高效混合机控制系统通过实时调节4台伺服电机的旋转速度r 来调节激振力F 的频率,通过实时调节角差φ 来调节激振力F 的大小。
共振式超高效混合机伺服电机驱动单元与控制器通过总线网络相连,接收控制器的控制信号,并向控制器反馈各个伺服电机的状态信号和角度值信号。
2.2 共振状态的判断
共振式超高效混合机设备的共振频带设计在60 Hz 左右,判断共振式超高效混合机负载达到共振状态的依据是激振力F 和负载振动的相位差为90°。共振式超高效混合机刚性负载的扫频效果如图6所示。
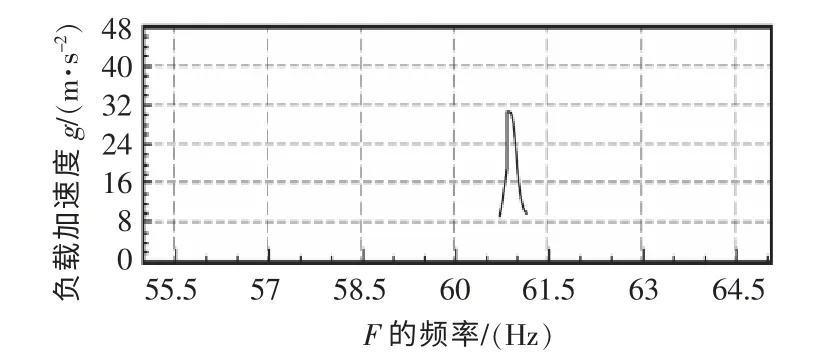
图6 共振式超高效混合机刚性负载扫频效果图Fig.6 Frequency sweep effect of rigid load of resonant super-efficient mixer
启动扫频程序时,控制系统会逐渐加大激振力F 的频率(如图中的X 轴所示),记录刚性负载的加速度曲线(Y 轴)得到此图。从图中可以看到:①在非共振频带下,负载的加速度很小,激振力的传递效率很低,但是,在共振频带下,负载的加速度急剧升高,激振力的传递效率很高;②共振频带很窄,只有0.1 Hz 左右。
2.3 共振自适应控制
控制系统的难点除了要找到这个很窄的共振频带之外,还需要克服混合过程中,物料翻滚等动作带来的不利影响。因为物料翻滚时,弹簧体系的负载质量发生变化,共振频率也会随之不断变化。所以控制系统必须具备共振自适应控制功能,才能够将负载物料保持在共振的状态。
共振式超高效混合机控制系统的核心是激励力-负载相位差及加速度双闭环控制回路。控制系统根据设定相位差θ 和运算板卡计算得到的实际相位差确定伺服电机旋转速度r、根据设定加速度a和运算板卡计算得到的实际加速度确定伺服电机角差φ,在共振式超高效混合机按照伺服电机旋转速度r 和伺服电机角差共振预设时间后,控制器将预设数量等时间间隔的角度和加速度值发送给运算板卡,运算板卡再计算出新的相位差和加速度值作为下一次的实际相位差和实际加速度与设定值比较。双闭环控制回路示意图如图7所示。

图7 共振式超高效混合机双闭环控制回路示意图Fig.7 Schematic diagram of double closed loop control loop for resonant super-efficient mixer
双闭环控制回路中的任意一个停止工作,共振式超高效混合机都将迅速脱离共振状态,加速度数值也将随之迅速降低。
2.4 辅助功能集成
共振式超高效混合机控制系统集成了大量的辅助功能,包括混合过程中的工艺环境温度控制功能、真空度控制功能、急停和保护控制功能等。
共振式超高效混合机控制系统通过控制混合容器夹套水温的高低来控制混合物料的工艺环境温度。混合容器顶端安装有热电阻传感器和压力传感器,控制系统实时检测混合物料的温度和混合容器内的压力,当温度、压力超过预设报警温度范围时,控制器启动热保护程序。共振式超高效混合机控制系统具备真空度控制功能,通过对真空装置和真空管路的控制,将混合容器内空气的绝对压力值控制在预设压力区间内。共振式超高效混合机控制系统可以根据混合物料的种类信息,快速切换各个共振控制参数,以达到更快速和更稳定的共振控制效果。共振式超高效混合机控制系统具备定时控制功能,可以设定共振混合的时间,并计算累计振动时间。共振式超高效混合机控制系统具备急停和保护控制功能。当发生异常状况时,控制系统可以自动调用保护控制子程序,快速退出共振状态,直到完全停止振动。控制系统能够自动检测的异常状况包括同步控制失效、物料温升过快、通讯中断、设备故障等。共振式超高效混合机控制系统程序框架如图8所示。
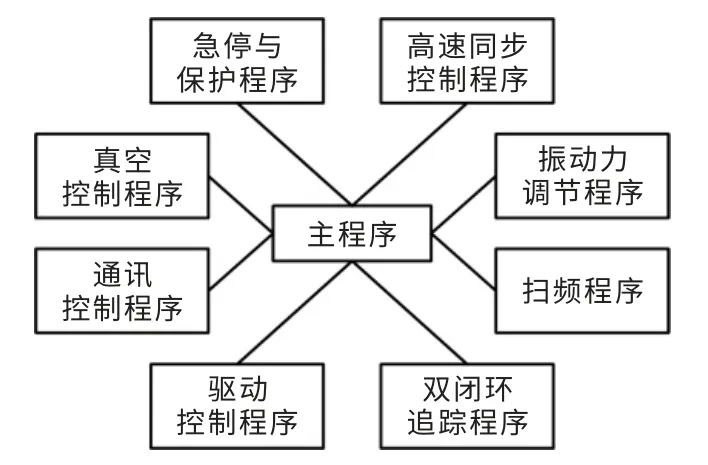
图8 控制系统程序框架图Fig.8 Control system program framework
2.5 共振式超高效混合机操作界面设计
共振式超高效混合机控制系统设计了计算机操作系统和触摸屏操作系统供用户选择,用户可以自由进行选配。共振式超高效混合机计算机操作界面如图9所示。
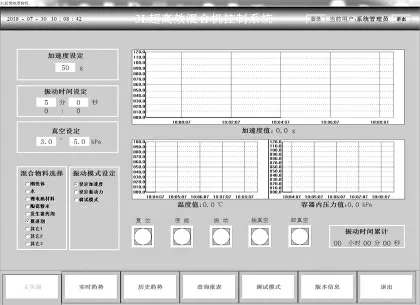
图9 计算机操作界面Fig.9 Computer operation interface
共振式超高效混合机有3 种操作模式,包括设定加速度、设定振动力和调试模式。
2.6 工作流程
共振式超高效混合机操作非常简便,控制系统的工作流程如下列步骤:
(1)系统初始化,并自动检测各个通讯及设备是否正常;
(2)操作员设定操作模式、混合物料种类、振动时间、加速度值,如果工艺需要,需同时设定混合工艺环境温度和真空的控制范围;
(3)根据工艺需要,开启夹套热水温度控制装置;
(4)使能伺服电机驱动单元和伺服电机;
(5)开启“振动”虚拟按钮后,系统自动控制伺服电机回零位;
(6)系统自动控制伺服电机到初始位,此时角差φ 为180°;激励力为0;
(7)系统自动给定伺服电机初始旋转速度r 和初始角差φ,激振力伺服调节单元开始工作;
(8)自动启动通讯程序,控制器与算法运算板卡定时相互发送数据;
(9)控制器根据算法运算板卡传输过来的数据,运行双闭环控制回路,控制共振式超高效混合机逐渐工作到共振状态,同时控制共振时的加速度a 到达设定值附近;
(10)根据工艺需要,开启和关闭真空泵和真空管路;
(11)共振时间到达设定值时,系统自动关闭“振动”按钮,并自动调节角差φ 到180°,激励力重新回到0;
(12)系统自动控制伺服电机减速到低速;
(13)系统自动控制伺服电机停止旋转。
(14)关闭伺服电机驱动单元和伺服电机,关闭夹套热水温度控制装置。
3 结语
共振式超高效混合机控制系统具备自适应的共振控制功能,它集成有双闭环控制回路,能够通过高速运算和实时调节功能克服物料状态不断变化带来的影响,使物料始终保持在共振状态,同时,共振的加速度在0~100 g 范围内任意可调,从而以最小的能耗,使物料剧烈振动,最终达到高效混合的目标。
共振式超高效混合机已进行了
