DOD 喷码技术在激光切割行业的应用
2021-03-24倪振兴李亚敏贾明明
倪振兴,李亚敏,贾明明,赵 洋
(江苏亚威机床机床股份有限公司 江苏省金属板材智能装备重点实验室,江苏 扬州225200)
在激光切割行业,产品标识处理的方法大部分为激光打标,其原理是使用切割用激光头,配合数控轴在小功率模式下,进行工件表面激光标刻处理。
激光打标的原理是在工件表面形成融化或汽化凹陷,此过程不可逆,不能应对某些行业后道标识清除的需求;其次,由于激光头的加工范围仅为光束聚焦后的一点,且数控轴的运动轨迹是由直线运动拟合而成,故激光打标复杂图形需要花费很大编程工作量,且打标时间长,打标效果差。
为了满足客户快速打标及后续标识可清除的需求,本文讲述了激光切割专用的油墨喷码标识装置的应用。
1 喷码结构组成
如图1 所示,喷码结构由激光切割机常用数控系统、DOD 油墨喷码系统组成。
2 喷码应用原理
按需供墨式喷码机(drop on demand,简称DOD式),由多个高精密阀门组成,在喷字时,字型相对应的阀门迅速启闭,墨水依靠内部恒定压力喷出,在运动的表面形成字符或图形。
激光数控系统将需要打印的字符信息、喷头运行速度、喷码开始信号等参数通过通信方式传送到喷码控制器,同时控制喷头保持与喷印物体的相对运动,喷头通过控制阀门启闭,完成字符喷印。
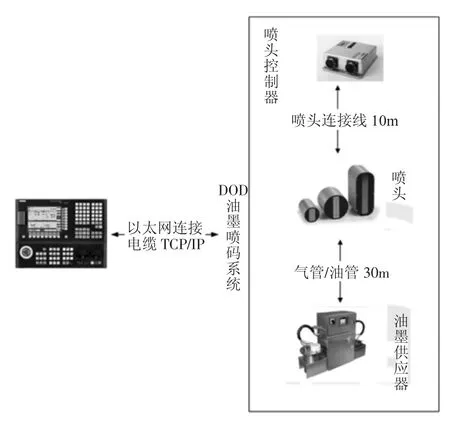
图1 喷码系统组成
根据喷码图形的复杂程度,可以选用7 点、16点、32 点的喷头,针对更大幅面或像素要求更高的场景,也可支持多喷头并行组合方案。如图2 所示。

图2 喷头方案
3 喷码应用方案
3.1 切割头-喷头一体化方案
如图3 所示,将喷码装置集成在激光切割头安装位置,利用原有数控轴控制喷头运动。通过编程软件识别客户编程文件(.dxf/.dwg 等格式)中的喷码内容,将其转换为喷码系统识别的Unicode 编码,同时生成数控轴的运动轨迹。
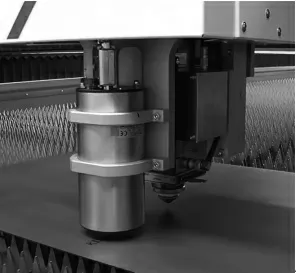
图3 切割头喷头一体化
经测试,一个包含16 个字符的打标内容,激光打标时间31s,喷码打标时间3 秒,喷码打标速度是激光打标的10 倍。此一体化方案可无缝对接至标准机床,是目前最经济的选配方案。喷码打标样例如图4 所示。

图4 喷码打标样例
3.2 喷码—切割连续生产线方案
为喷码单独设计横梁,将喷码动作与切割动作独立,实现送料—喷码—切割连续生产。离线软件提前生成喷码与加工程序,第一张产品原料由送料轴送入喷码区域,系统执行喷码动作,喷码完成后将第一张原料送入切割区域,同时将第二张原料送入喷码区域,系统同时执行第一张原料的切割及第二张原料的喷码,后续动作按此节拍循环。如图5 所示,连续生产线可实现喷码、切割同时运行,极大提升产品产出率。
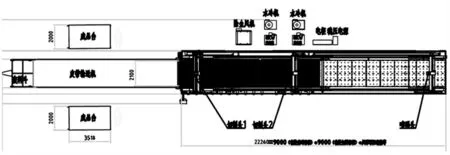
图5 喷码—切割连续生产线方案
同时,为了产品美观,成品经分拣后,可以通过酸洗将喷印内容去除(图6)。

图6 喷印内容酸洗去除
3.3 喷码+视觉定位方案
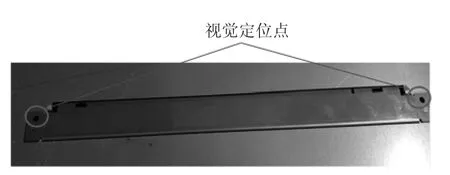
图7 视觉定位方案
定位方案如图7 所示。受限于切割工件在切割过程由于板材应力或热变形,或产生错位或翘起的情况,现阶段激光分拣系统成功率一般不超过85%。通过在切割前增加喷印定位点工序,配合分拣装置配备的CCD 视觉识别系统,可以实现错位工件的准确抓取,分拣成功率可提升到95%。得益于视觉系统的坐标系纠偏,成品工件的码垛整齐度可达±8mm。
4 总结
(1)油墨喷码方案具有材料表面无损,后道可清除等优点。
(2)喷码系统可应用于工件信息标记,定位点标记等多种场合,后续开发方向是服务于智能工厂产品流转体系的二维码喷印及识别系统。
