一种喷码位置偏移的检测方法及装置设计
2023-01-18陈玉华
陈玉华
(江苏电子信息职业学院智能制造学院,江苏 淮安 223003)
1 问题的提出及研究意义
“喷码”特指喷码机喷印信息码的过程,如在产品包装上喷印生产日期、条形码、二维码及流水码等。喷码在生产中非常普遍,相当于产品“行走的标签”,代表着产品独一无二的特性。喷码可以在平面上喷码,如纸张、打印袋等,还可以在弧面上喷码,类似饮料罐生产日期的喷码。传统的喷码机喷码效果与很多因素有关,如环境的温湿度、喷墨的质量、墨水变干的速度等。其中,对于流水线产品的喷码,一旦一个产品的喷码位置发生了改变,那么这个产品之后的喷码位置都会产生偏差,而且现在也没有具有检测功能的纠偏装置,严重影响喷码工作的进行。喷码缺陷会影响产品的包装形象[1],特别是食品包装行业,产品生产信息的完整性至关重要[2]。因此,时刻保持对喷码位置的监控是当下喷码行业非常需要关心的问题。
目前大多数企业还是通过人工抽检的方式对货物喷码进行检测,一定程度上还是会不可避免地造成漏检误检[3]。针对传统喷码机喷码位置纠偏效果不好的问题,提供一种更为有效的喷码位置偏移的检测方法及装置,对于企业的自动化生产具有非常重要的意义。
2 喷码位置偏移的检测方法及装置设计
2.1 检测方法与流程
本设计中喷码位置偏移的检测流程见图1,具体为:在预制件预制喷码位置一侧设置至少一个标记物,标记物的形状要能获得前后明暗度较大的差别,最好为圆台或者圆锥形的凸起,凸起的数量为4个,均匀设置于预制喷码位置的周向;调整喷码位置与对应预制喷码位置相一致;对标记物进行喷涂标记,标记材料的感光效果符合正常人眼能明确观察到即可,比如使用AgI;检测装置对标记材料的反光进行分析,存在偏移则发出警报;根据偏移情况对喷码头的喷码方向进行调整。预制件喷码位置一侧的标记物具有感光功能,检测装置的检测部可以根据凸起上感光部的颜色变化识别偏移的方向,进而对喷头的位置进行微调。

图1 喷码位置偏移的检测方法流程图
2.2 检测装置构成结构与实施方式
第120页图2为喷码位置偏移的检测装置轴测图。本设计的喷码位置偏移检测装置包括:底座上设有第一安装柱和第二安装柱;喷码装置设于第一安装柱上端;检测装置设于第二安装柱上端;传送装置设于喷码装置上喷头的对应前部位置,包括滚轮若干个;传送带和连接架,连接架与底座相连接,传送带套设于滚轮外;传送带上设有限位槽,沿传送带的运动周向均匀排布;限位槽的设置限制了预制件的运动方向,可以提高喷码的精确性。
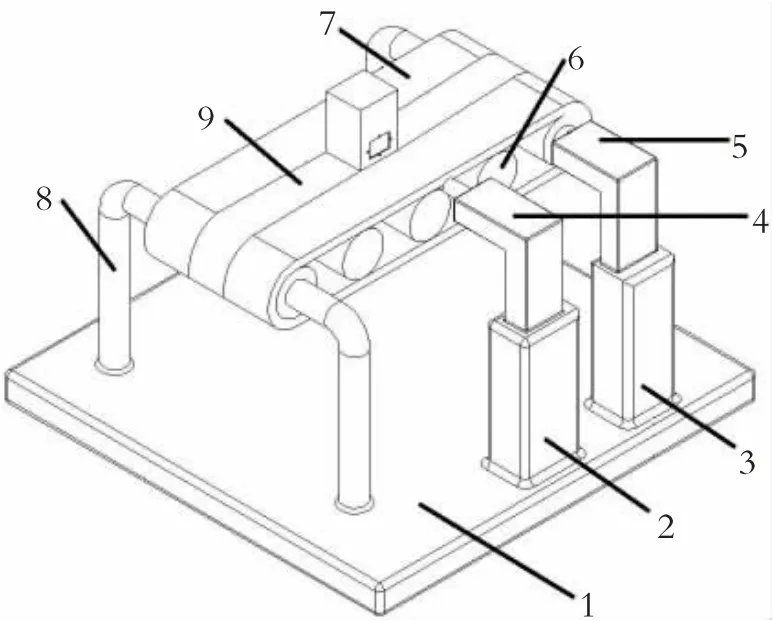
图2 喷码位置偏移的检测装置轴测图1—底座;2—第一安装柱;3—第二安装柱;4—喷码装置;5—检测装置;6—滚轮;7—传送带;8—连接架;9—限位槽
图3为喷码位置偏移的检测装置的正视图。检测装置上设有检测部,检测部与预制件上预制的喷码位置对应设置;检测部一侧设有不止一个检测探头;检测探头的位置方向与预制件上设有的标记物相对应设置;检测部的数量和标记物相对应,这样检测的效果较好。预制件喷码后即可进行检测,如果检测部检测到的位置与预定位置吻合,直接进行下一环节的工作;如果检测部检测到的位置与预定位置有偏差,则检测装置会发出警报,进而停止喷码,调整喷头的位置。
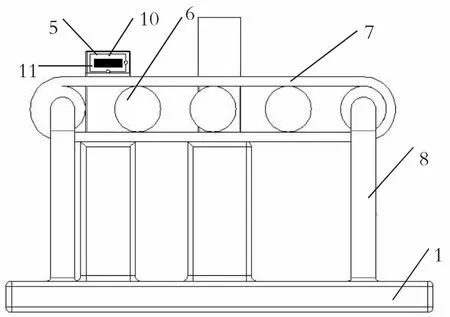
图3 喷码位置偏移的检测装置的正视图1—底座;5—检测装置;6—滚轮;7—传送带;8—连接架;10—检测探头;11—打光装置
检测装置上设有打光装置,设于若干检测探头的中间,其工作原理见图4。由于光线照射到凸起结构上时,凸起结构迎光面和背光面会显现出明暗交界线,迎光面和背光面分别对应中心线,二者共线,而该线的延伸方向即为偏移的矢量方向。在对标记物进行标记材料的喷涂时,通过确定标记物被覆盖面积和裸露面积的差值可以确定位置偏移量。上述矢量方向与偏移量叠加即得偏移矢量。如果打光装置对凸起打光形成的明暗交接线在正常状态下,即预制件的位置没有发生偏移,但是一旦打光装置对凸起打光后产生了跟初始明暗交界线不一致的交接线,最直观的是凸起背光阴影面积的大小发生了明显变化,这样就可以根据明暗交界线的情况对打光装置进行调整,调整到偏移后的明暗交界线与初始明暗交接线同线的状态。

图4 喷码位置偏移的检测装置打光装置工作示意图
当检测装置对凸起进行照亮检测时,凸起上前后左右的反光情况不同,如果喷码位置有偏差,那么在偏差位置的喷码位置显示标记物上的反光情况会出现差别,这样会导致检测装置识别不到预定的位置,进而得出喷码出现偏差的结果。类似喷码位置往前偏一点,对应凸起顶部往前位置的亮度会变亮,那么只需要把喷码机的喷头往后移一点就可以完成偏差的纠正;类似前后左右均可以以凸起的亮度情况进行微调。
3 喷码位置偏移的检测装置的特点
本装置具有以下特点:一是预制件喷码位置一侧的标记物具有感光功能,检测装置是根据感光亮度的变化进行检测,凸起结构使感光亮度的差别更加明显,更适于工作人员识别;二是设计凸起的数量为4个,且均匀分布于预制喷码位置的周向,检测部获得的数据为前后左右4个相对数据,喷头位置的调整更加方便;三是传送带上设有限位槽,产品在限位槽上进行滑动,减少了因为产品本身位置变化而引起的误差。
本设计方案解决了喷码位置发生偏差带来的问题,有利于提升喷码机喷码的效果和质量。以上以本设计的理想实施为启示,本领域普通技术人员可以在不脱离本设计构思的前提下,做出若干变形和改进。
