脉冲MIG焊焊接参数对焊缝成形及硬度的影响 *
2021-03-22蒋成燕贾金龙
蒋成燕,冯 毅,贾金龙,薛 诚
(兰州工业学院,甘肃 兰州 730050)
0 引 言
脉冲MIG焊由于具有焊接电流调节范围大、焊丝直径选择类型广且可实现被焊零件的全位置焊接的特点,从而获得材料成型领域及工程装备领域工作者的极大的关注。但是脉冲MIG焊的调节参数较多,例如脉冲电流、维弧电流、脉冲时间、维弧时间、平均电流、脉冲频率、占空比、送丝速度、电弧电压等。众多的焊接参数导致参数之间的匹配关系复杂,使得特定零件的参数优化难度增加。从而,阻碍了脉冲MIG焊的发展。针对上述问题,国内有学者进行了铝硅合金材料双脉冲MIG焊接一元化调节专家数据库的试验与开发[1],以表面堆焊的方式进行焊缝表面成形评价,建立了焊接参数匹配的专家数据库,实现按若干档位调节的参数一元化。也有研究人员通过铝合金平板堆焊,开展了双脉冲MIG焊峰值电流与频率对焊接电弧稳定性及焊缝成形的影响研究[2]。但脉冲MIG焊焊接工艺参数变化对低合金钢焊缝成形质量及性能的影响研究尚不够充分。基于此,本文通过低合金钢的脉冲MIG焊焊接工艺试验,调整脉冲电流、维弧电流、脉冲频率和占空比进行I型对接焊接试验。利用四因素三水平的正交试验评价焊接接头的成形质量和硬度,进而获得焊接参数对低合金钢焊接接头质量的影响权重顺序。
1 试验材料及方法
试验采用P-MIG500脉冲MIG焊机,对厚度为3.0 mm的Q235低合金钢板进行不同焊接工艺参数的平板对接焊接试验。选用焊丝为直径φ1.2 mm的碳钢焊丝,采用I型对接,保护气体为高纯氩气。焊接条件如下:Ar流量为20 L/min,坡口间隙为1~2 mm, 送丝速度为3 m/min。对脉冲MIG焊焊接电源的脉冲电流、维弧电流、频率和占空比进行四因素三水平的正交试验[3]。每个因素取3个水平。按照优选法的思想进行因素的水平选取,经过大量试验进行优水平的逐次逼近,试验确定各因素的优水平如表1所示。

表1 焊接正交试验表
按照正交试验的安排,进行了对接接头的焊接工艺试验最终获到9条试验焊缝,采用观测法对9组焊缝的宏观形貌和成型性进行判断。利用MH-5-VM显微硬度仪对焊缝进行硬度测试。测试区域以表面机械平整处理的焊缝区为中心向两边延伸,分别测试6个点,总共测试13个点。被测点间距0.5 mm。每个样品重复测试3次,将每个区域3次测试的平均值作为该区域的硬度值。
2 试验结果及讨论
2.1 焊缝表面成形性评价
由于焊接工艺参数的调整会直接影响焊缝的成形质量。在工艺参数按正交试验调整后,对改变焊接工艺参数获得的9组焊缝进行外形宏观观测,结果如图1所示。

图1 不同电源参数获得的焊缝宏观形貌图
焊缝表面成形质量依据焊接过程的连续性、焊接接头的填充效果和焊缝成形的均匀性三个方面的进行评定。当焊接电弧的稳定性高、焊接接头的填充性好且焊缝成形均匀时评定该焊缝质量为优级;当焊接电弧无断弧现象,焊接接头的填充性一般且焊缝局部成形均匀时评定该焊缝质量为中级;当焊接电弧存在断弧现象,焊接接头填充不良且焊缝成形较差时评定该焊缝质量为差级。其中优级焊缝可评分为9~7分,中级焊缝可评分为6~4分,差级焊缝可评分为3~1分。按照实际的焊接试验焊缝外观形貌将正交试验中的焊缝分别给予相应的等级及评分[4]。因此,对如图1所示的9组焊缝进行对比打分。再根据焊缝的质量评分,结果如表3所列。依据质量评分进行正交试验的极差分析,进而得到焊接工艺参数的脉冲电流、维弧电流、频率和占空比因素对焊缝成形的影响规律,结果如表4所列。

表3 焊缝成形等级及评分表
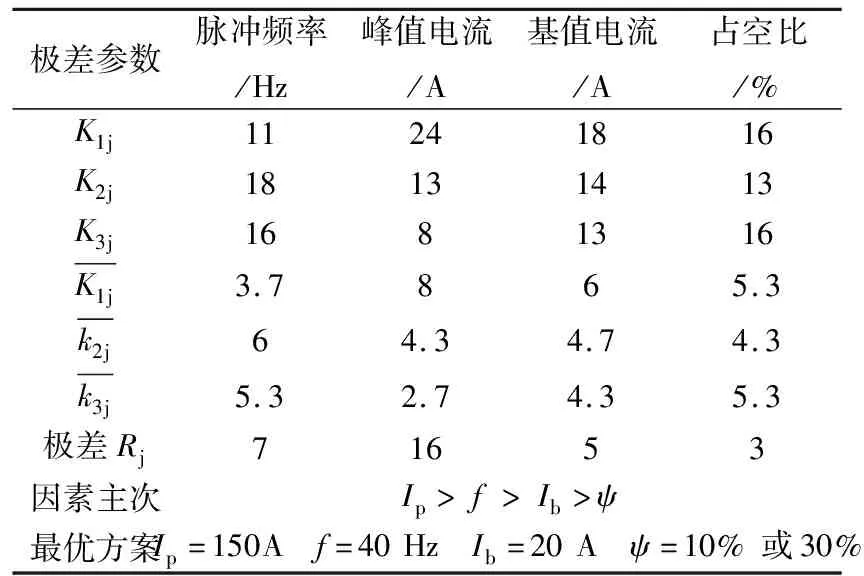
表4 焊缝成形评分极差分析
由表4可知,经正交试验得到的极差R值脉冲频率为7、脉冲电流为16、维弧电流为5、占空比为3。上述结果说明脉冲电流对焊缝成形的影响最大,脉冲频率次之,维弧电流第三,而占空比对焊缝成形的影响最小。这是由于焊接时脉冲电流的大小决定了熔滴过渡的形式,在平均电流和送丝速度不变的情况下,脉冲电流较大时,更容易实现射滴过渡,有助于焊缝熔深增加,从而实现对接接头的优质连接。
2.2 焊缝硬度因素分析
焊接工艺参数同样会直接影响焊缝的力学性能,导致焊缝以及近缝区的硬度发生变化。文献[5]的研究表明,热影响区最高硬度值过大容易导致该区域淬硬倾向增加,使得焊接接头的热影响区成为微观裂纹发源地。因此,可根据硬度试验获得的热影响区的最高硬度值的大小对焊接接头硬度质量进行评定。最高硬度值越大,焊接接头硬度质量评分越低;最高硬度值越小,焊接接头硬度质量评分越高。9组焊缝硬度试验数据如图2所示,焊接接头硬度质量评分结果如表5所列。

图2 不同焊接工艺焊缝硬度值

表5 焊缝硬度评分表
再根据焊接接头硬度质量的得分情况,计算出K值及K值的平均值k,通过K值及k值计算出硬度极差R值,完成硬度测试的极差分析,如表6所列。
根据表6中焊缝硬度的极差分析得到的R值脉冲频率为11、脉冲电流为10、维弧电流为3、占空比为10。该结果说明脉冲频率对焊锋硬度的影响最大,脉冲电流次之,占空比第三,而维弧电流基本不影响焊缝硬度。这是由于脉冲频率需要与焊接电流相匹配才能得到合理的热输入。脉冲频率越小,导致单位长度焊缝受热时间越长,容易引起热影响区晶粒长大,淬硬倾向增加,热影响区最大硬度值上升。但上述结果中焊缝3的热影响区最大硬度值低是由于热输入过小,造成未焊透所致。

表6 焊缝硬度试验结果的极差分析
3 结 语
通过调整脉冲MIG焊的参数,进行Q235低合金钢板的平板对接焊接工艺试验,并对试验焊缝进行表面宏观形貌观测及硬度测试。由测试结果可知,在焊接工艺参数中(脉冲电流、维弧电流、脉冲频率和占空比),脉冲电流对焊缝成形质量的影响最为显著,而脉冲频率对焊接接头硬度变化的影响最为明显。本实验得到脉冲MIG焊各参数对焊接接头的成形及硬度影响的权重顺序,为后期建立脉冲MIG焊对接接接头参数匹配的专家数据库提供参数依据。