激光增材再制造IN939 修复区 显微组织与拉伸性能研究
2021-03-19夏国俊姚喆赫陈健张群莉LiuRong姚建华
夏国俊,姚喆赫,陈健,张群莉,Liu Rong,姚建华
(1.浙江工业大学 激光先进制造研究院,杭州 310023;2.高端激光制造装备省部共建协同创新中心,杭州 310023;3.卡尔顿大学 机械与航空航天工程系,加拿大 渥太华 KIS 5B6)
工业燃气轮机燃气涡轮机械被誉为高端装备制造“皇冠上的明珠”,其叶片、喷嘴等热端部件通常由具有优异高温性能的镍基合金(如IN718)制成。然而,由于恶劣的服役环境,燃机热端部件易发生疲劳和损伤,若将其直接报废处理,将造成巨大的浪费[1-2]。如果能用再制造技术对其零部件进行专业化修复,使其使用性能恢复甚至远超新品,那将大大减少浪费,经济与社会效益显著。激光再制造技术已成为再制造工程的主流技术之一[3],可以对受损零部件进行修复再制造,延长受损零部件的服役寿命[4]。当前,国内外开展了较多的激光修复研究工作,已有部分针对异种合金的激光增材再制造研究。Kattire 等[5]采用CPM 9V 钢粉对模具钢进行了激光表面修复,探究了不同熔覆参数对熔覆层形貌与质量的影响,大幅提升了模具性能。Liu 等[6]采用热处理调控了激光增材制造IN718 合金中Laves 相的形态,并分析了不同Laves相尺寸对试样力学性能的影响。孙文强等[7]采用WC/Ni 包覆型混合粉末成功修复了通用Cr12MoV 冷作模具钢样件,熔覆层均由γ-Ni(Fe)、Fe6W6C、Fe2B、WC、W2C、Cr7C3、W2B 等硬质相及间隙复杂化合物组成,修复样件的硬度和使用寿命均有所提升。张群莉等[8-9]修复了镍基高温合金坡口试样,并研究了固溶温度对激光增材制造镍基高温合金的影响。赵剑峰等[10]通过改变激光试验参数,利用FGH95 粉末修复了GH4169 合金。上述研究中可见,激光修复用粉材对激光增材再制造件的力学性能和服役寿命有着重要影响。
IN939 是一种具有良好的耐腐蚀性能、抗氧化性能和机械性能的沉淀增强型镍基高温合金,已广泛应用于喷气式燃气轮机的叶片、燃料喷嘴、固定环、扩散器和其他结构部件[11]。与IN718 等镍基高温合金相比,IN939 因铬含量较高,是高温下氧化和硫化气氛中最耐腐蚀的镍基高温合金之一[11]。当前国内外对于IN939 合金的相关研究主要在焊接方面,而修复与再制造方面的研究较少。文献研究[12-15]发现,由于合金中Al、Ti 元素含量较高,使得IN939 这类沉淀硬化型镍基高温合金在焊接过程中(主要在热影响区中)易导致γ′相的晶格常数变化,使得焊接热影响区处产生的应力场过高而无法消除,且同时产生了易裂的微观组织结构,从而引发微裂纹等缺陷。
由于针对IN939 合金的激光增材再制造研究较为欠缺,采用IN939 合金对镍基高温部件进行激光增材修复的可行性有待进一步探究,同时IN939 激光修复区的组织与性能尚不明确。为此,本文面向镍基高温部件再制造需求,针对IN939 合金焊接修复易开裂的问题,以IN939 镍基合金为粉材,优化激光增材再制造工艺,并对IN939 修复区的显微组织、析出相、硬度、拉伸性能等开展研究,为镍基高温部件的激光增材修复与再制造提供技术支持。
1 试验
1.1 试验设备与材料
试验系统由6 kW 激光器、冷却系统、控制系统、送粉系统以及工作台等装置构成,其示意图如图1 所示。所用激光器是半导体光纤耦合激光器(Laserline,6 kW),其光斑直径可调节范围为2.2~5 mm。
试验所用基板材料为镍基高温合金IN718,显微组织如图2a 所示,主要元素含量如表1 所示。粉末材料为镍基高温合金IN939,粒径为100~300 目,显微形貌如图2b 所示,主要元素含量如表2 所示。将粉末放置在120 ℃环境下真空干燥30 min 后再进行试验。
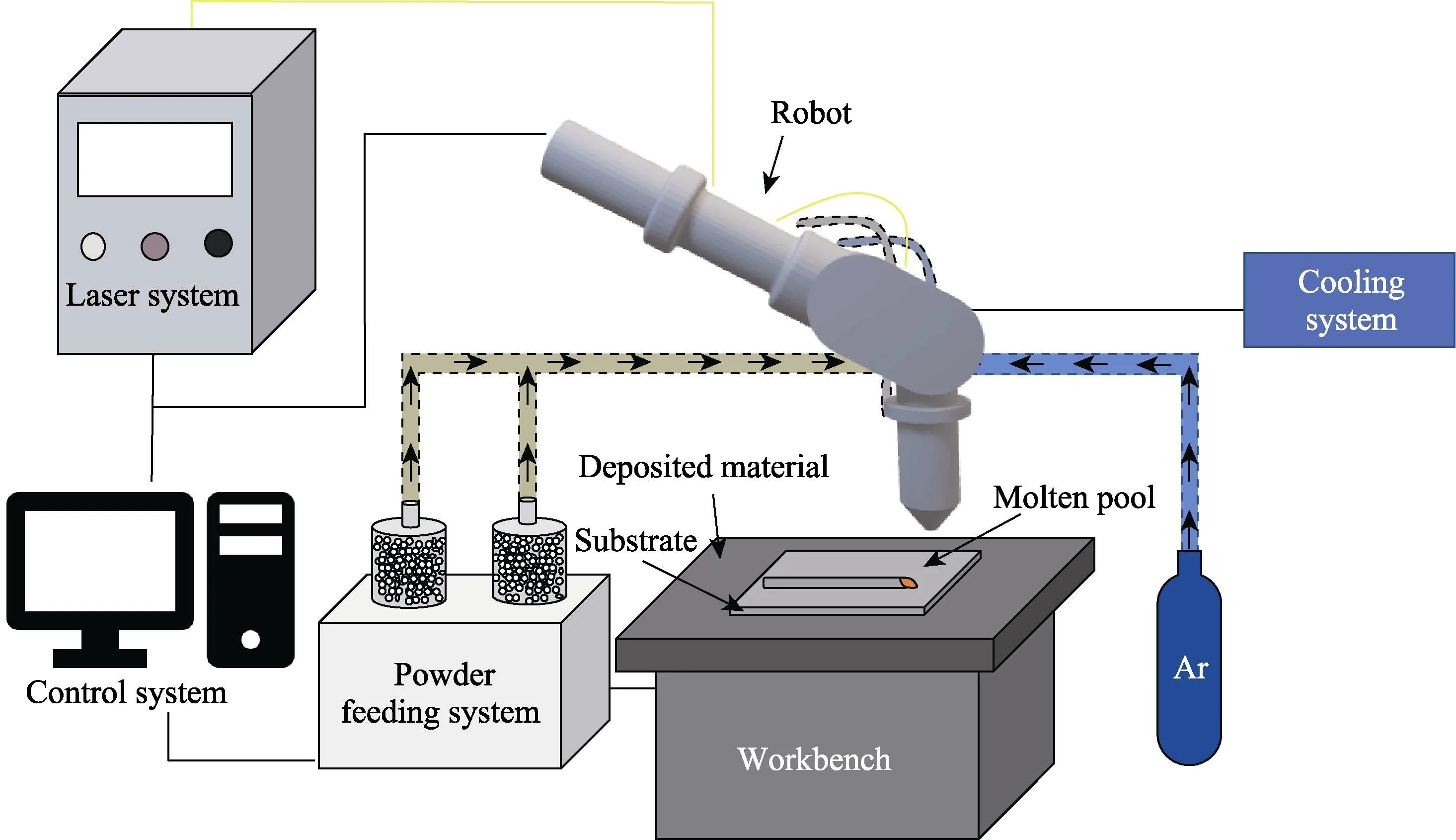
图1 激光熔覆与增材再制造试验系统示意图 Fig.1 Schematic diagram of the experimental setup for laser cladding and additive remanufacturing
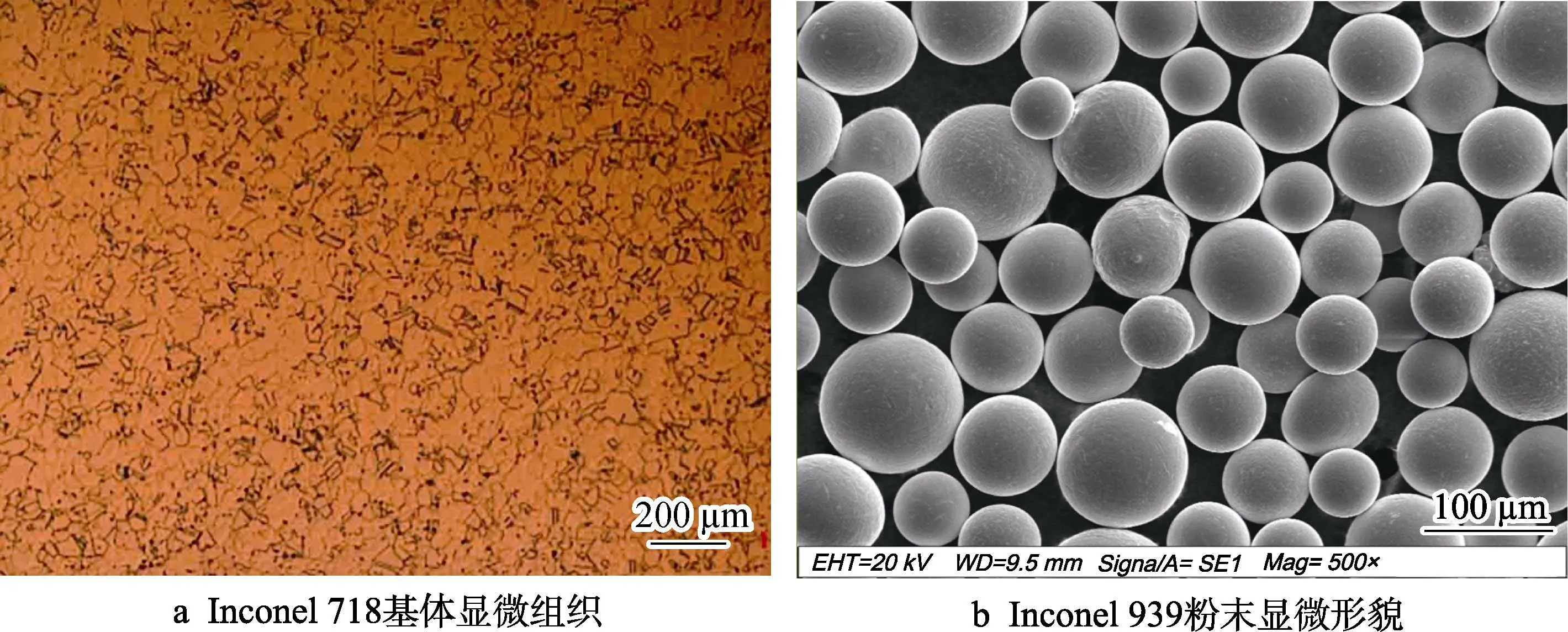
图2 基体显微组织与粉末材料显微形貌 Fig.2 Substrate microstructure and powder micromorphology: a) microstructure of Inconel 718 substrate; b) micromorphology of Inconel 939 powders

表1 IN718 合金的化学成分 Tab.1 Chemical composition of IN718 alloy wt.%

表2 IN939 粉末的化学成分 Tab.2 Chemical composition of IN939 powder wt.%
1.2 试验方法
基于前述试验系统,采用4 mm 光斑,在激光功率为600~1800 W 时开展激光熔覆工艺探索,对于激光功率、扫描速度、送粉速率、搭接率、Z 轴抬升量等参数进行优化,试验时保持激光束扫描方向一致。优化后所用的工艺参数如表3 所示,后续激光熔覆及梯形槽增材再制造试验采用此工艺进行试验。

表3 优化后的激光工艺参数 Tab.3 Laser process parameters for test after optimizing
为模拟修复过程,选取梯形槽这一缺陷形状为研究对象,试验前在基板上切出梯形槽,梯形槽内部表面用砂纸打磨后用酒精清洗干净。梯形槽试样尺寸如图3a 所示。试验完成后,对试板进行处理后并制成金相试样。利用光学显微镜(ZEISS)和扫描电镜(ZEISS EVO18)观察试样组织形貌。利用X 射线衍射仪(X’Pert PRO)分析试样物相组成,采用Cu 靶(λ=0.1541 nm),工作电压为40 kV,工作电流为40 mA,在10°~60°内以0.033°的步距进行扫描。采用残余应力测试仪(X-350 型)测量激光增材再制造IN939 结合区附近的残余应力。测量参数为:倾测角0°、25°、35°、45°,时间常数1 s,扫描步进角0.1°。利用自动式维氏硬度计(HMV-2TADWXY)测试试样的硬度,测试条件为:载荷1.961 N,加载时间10 s,每组试样测试重复3 次。利用拉伸试验机(INSTRON),对试样进行常温拉伸测试,测试过程中的位移速率为0.3 mm/min,直至拉断。试样制备及其尺寸示意图如图3 所示。

图3 梯形槽及其拉伸试样示意图 Fig.3 Schematic diagrams of the trapezoidal groove and the tensile sample: a) the size of trapezoidal groove sample; b) the diagram of sample; c) the size of tensile sample
2 结果与分析
2.1 IN939 熔覆层显微组织分析
激光熔覆成形是激光增材修复与再制造的基础[16],为开展激光增材修复研究,采用激光熔覆试验验证IN939 增材再制造的可行性。熔覆层微观组织如图4所示。从图4a 中可以看出,IN939 熔覆层的宏观形貌良好,组织致密。多层堆高熔覆层组织呈现较为明显的连续生长特性。激光熔池的传热特点导致液态金 属凝固从熔池底部向顶部进行。液态金属从基体底部开始外延生长,呈现典型的柱状生长特征。外延生长的特性使得未凝固熔覆层的微观组织在很大程度上受已凝固熔覆层组织的影响,导致晶体的生长能够在成形过程中逐层传递过去[17]。在激光持续扫描的过程中,已凝固的底部熔覆层充当基体。利用过渡区上的特征,可以较明显地区分出熔覆过程中层与层之间的界线。对过渡区附近局部放大观察,该区域枝晶连续生长特性依旧存在,形态并未因后续激光的扫描而受到明显的影响。
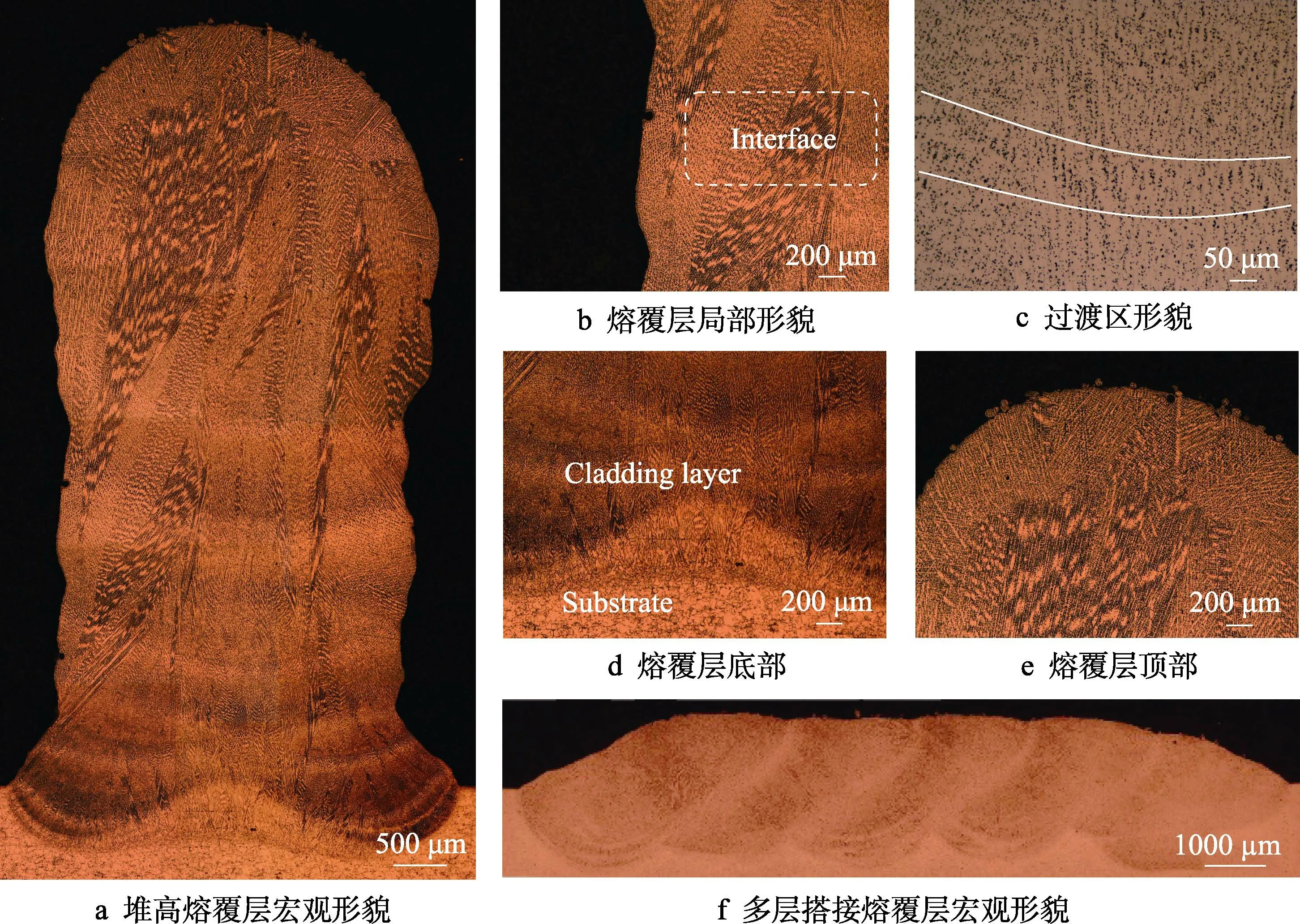
图4 IN939 镍基高温合金激光熔覆层的组织形貌 Fig.4 Morphology of laser cladding layer of IN939 nickel-based superalloy: a) morphology of cladding layer; b) local morphology of cladding layer; c) morphology of transition zone; d) the bottom of cladding layer; e) the top of cladding layer; f) morphology of overlapped cladding layer
由于在冷却过程中熔覆层不同位置存在不同的温度梯度,熔覆层组织形貌随位置的差异而发生变化。在图4d 所示的熔覆层底部区域,由于靠近基体处的温度梯度较大,冷却速度较快,柱状树枝晶会优先生长,晶粒形核后优先沿着与最大热流方向的反方向外延生长[18],所以该区域产生了垂直于结合界面的柱状树枝晶。同时由图4d 可见,底部产生了耐腐蚀性较强的胞状晶。熔覆层中下部区域如图4b 所示,由于该区域熔池的冷却速度相对较慢,枝晶的生长受到周边组织的影响,最终结晶形成大片连续生长的树枝晶组织。熔覆层顶部区域如图4e 所示,最后一层与单道激光熔覆基本无异,在保护气及已凝固合金散热两者共同的作用下,顶部热流方向发生改变,从而导致熔覆层顶部的枝晶沿着扫描方向生长形成等轴晶[19]。
随后开展了不同搭接率下的激光单层多道熔覆试验。考虑熔覆层表面形貌及增材修复的可行性,最终确定搭接率为45%时,熔覆层表面平整,整体形貌良好。熔覆层的微观形貌如图4f 所示。
2.2 IN939 增材修复区形貌分析
采用优化工艺开展了激光增材修复试验。图5 为激光增材修复IN939 试样形貌,可见基材与修复区域之间形成了良好的冶金结合,组织致密,其表面和内部均无 明显裂纹、气孔等缺陷。图5d—f 为不同区域的修复区界面的金相图,可见修复区与基体的界面处未发现微裂纹或气孔。从图5c 中可见修复区中的外延生长特性。
激光增材再制造IN939 界面结合区附近横向(垂直于激光扫描方向)残余应力测试示意图及其结果如图6 所示。在结合区及距离结合区1 mm 处呈现残余拉应力,距离2 mm 后转为压应力,其中结合区的平均拉应力为346 MPa,残余应力的分布规律与文献研究[20-23]一致。
对修复区的一次枝晶间距和修复区的硬度进行统计分析,结果如图7 所示。结果显示,一次枝晶间距从修复区底部到顶部呈现出逐渐增大的趋势。一次枝晶间距与凝固冷却速率之间的关系一般认为如下[24-26]:
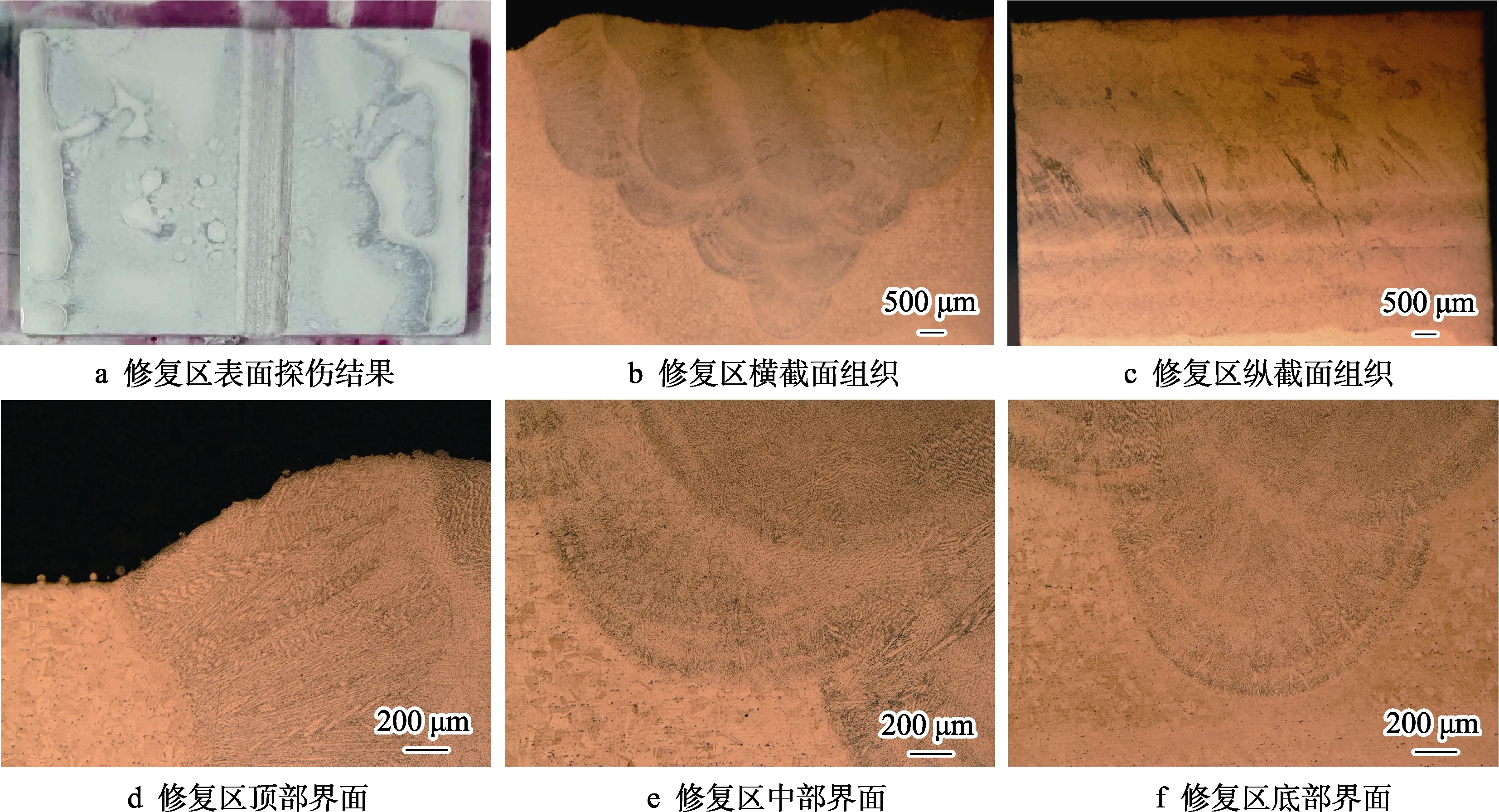
图5 激光增材修复IN939 试样形貌 Fig.5 Morphology of IN939 samples by laser additive repairing: a) flaw detection results of repaired zone; b) cross-section microstructure of repaired zone; c) longitudinal-section microstructure of repaired zone; d) interface at the top of repaired zone; e) interface at the middle of repaired zone; f) interface at the bottom of repaired zone
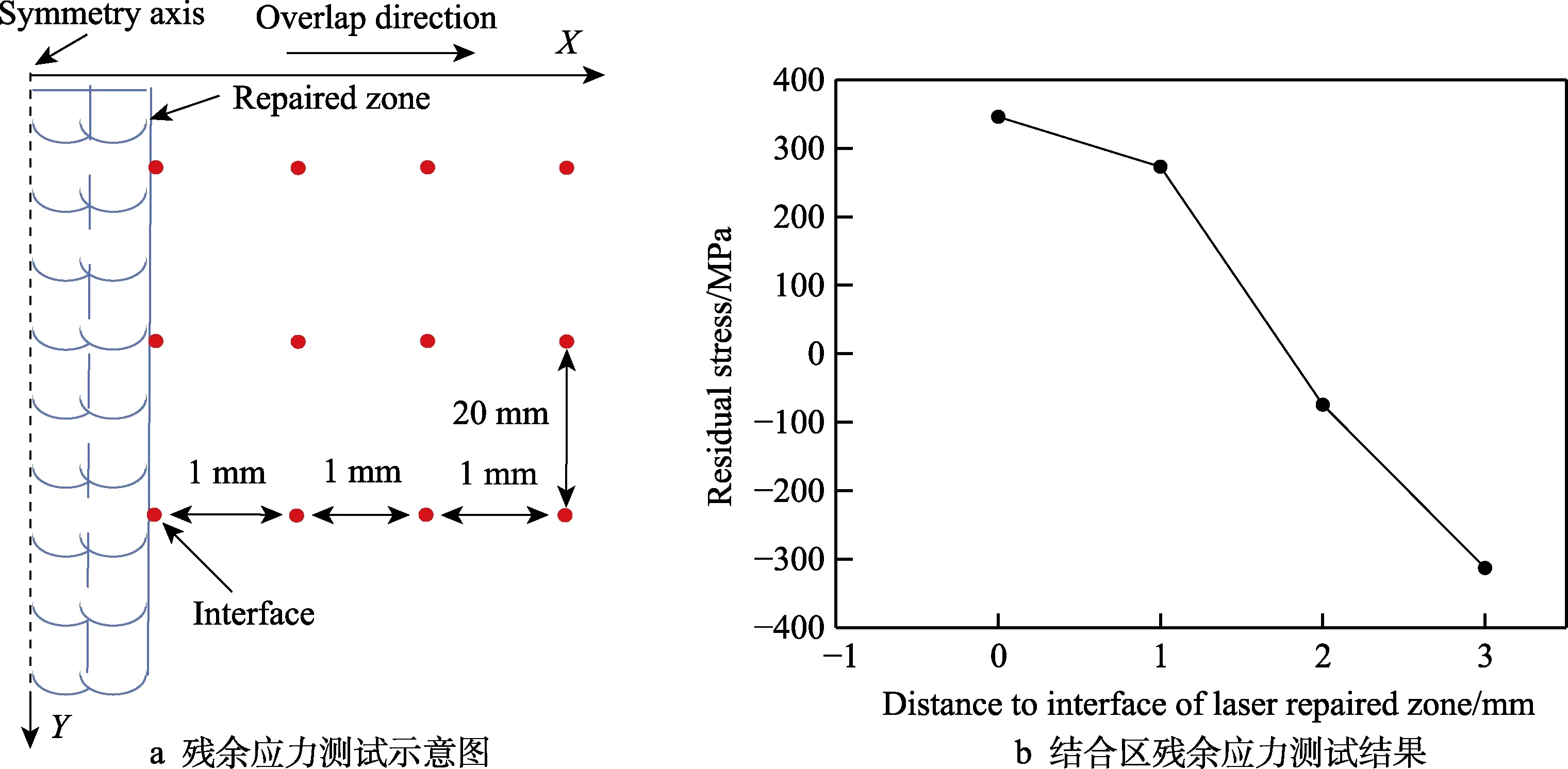
图6 结合区残余应力测试示意图及结果 Fig.6 Schematic diagram and results of the residual stress in bonding zone: a) schematic diagram of residual stress tests; b) results of residual stress in bonding zone

式中:λ 为一次枝晶间距(µm);n 为与材料成分相关的系数;ε 为冷却速率(K/s)。
在式(1)中,镍基高温合金n 的取值为 -0.25[27-29],因而冷却速率的提高将导致一次枝晶间距降低。根据式(1)可以定性推断出激光增材修复过程中冷却速率的演变规律[30]。结合图7 进行分析,由于基板温度相对较低,所以在修复刚开始时,熔池冷却速率高,因而产生的树枝晶比较细。由于熔覆一层后并未使熔覆层冷却再进行下一层熔覆,故随着熔覆的进行,材料中的热量不断积累,冷却速率逐渐降低,最终导致修复区的树枝晶逐渐粗化。

图7 修复区枝晶间距与硬度测试结果 Fig.7 Results of dendrite spacing and microhardness in repaired zone: a) schematic diagram of microhardness test; b) morphology of dendrite at the top of repaired zone; c) morphology of dendrite at the middle of repaired zone; d) morphology of dendrite at the bottom of repaired zone; e) test results of dendrite spacing and microhardness in repaired zone
2.3 IN939 增材修复区析出相分析
采用XRD 测试对IN939 修复区开展物相分析,IN939 修复区的XRD 图谱如图8 所示。由图8 可知,激光熔覆IN939 合金的衍射峰全部对应为Ni、Cr 等元素组成的γ 奥氏体相。γ 相分别在<111>、<200>、<220>、<311>和<222>晶面上析出,在<111>晶面上的衍射峰可看到极强的取向性特征。在IN939 熔覆层中未发现其他明显析出相的衍射峰,显示出析出相含量较低,同时γ 奥氏体相极强的衍射峰使得其他小峰相不明显,该结果与文献研究[31-32]相符。

图8 IN939 修复区的XRD 图谱 Fig.8 XRD pattern of IN939 repaired zone
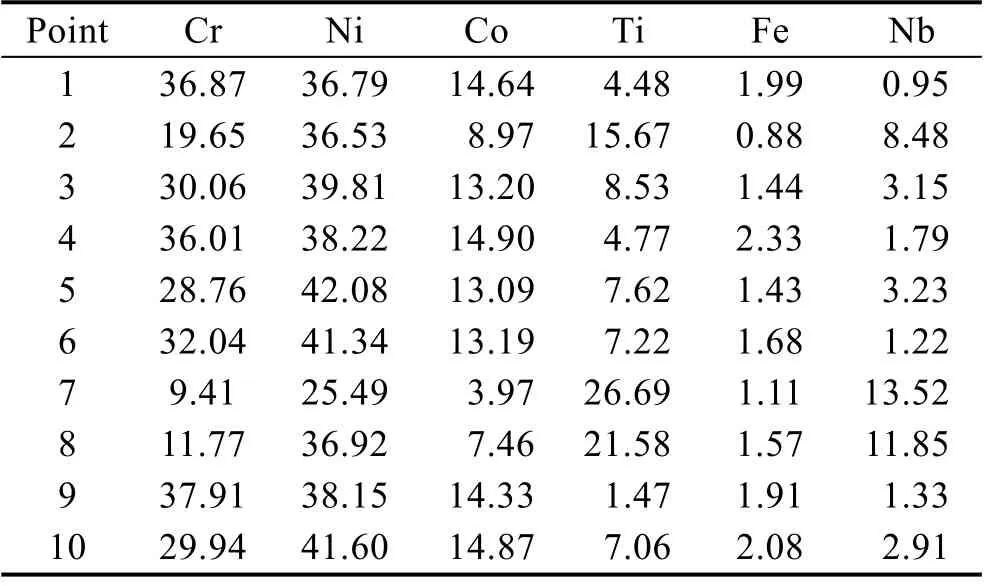
表4 修复区元素点扫描结果 Tab.4 Point-scanning results of elements in repaired zone wt.%
对IN939 修复区析出相进行SEM、EDS 分析,结果如图9 及表4 所示。图9a、b 中黄色箭头为线扫描测试方向,图9a 中右上角为点扫描位置示意图。 由图9c 可见,基体与修复区中的Ni、Cr、Mo 等元素过渡均匀,而由于基体IN718 与粉材IN939 材料的 组分不同,Fe、Co 元素含量有所变化。同时修复区可见亮白色析出物的存在,对修复区中析出物进行点扫描发现,其中点2、3、5、6、7、8 位置处颗粒状亮白色析出物的Nb、Ti 元素含量急剧升高,Cr、Co元素含量有所降低,而点1、4、9、10 区域处Ni、Cr、Co 元素占据主要成分。由图9b 可以看见,修复区中存在块状或长条状析出物,部分分布于晶界。对长条状析出相进行线扫描分析,如图9d 所示,其中Nb 元素含量急剧上升,Fe 元素含量有所下降,根据上述特征可以判定该析出相为Laves 相[33-34]。
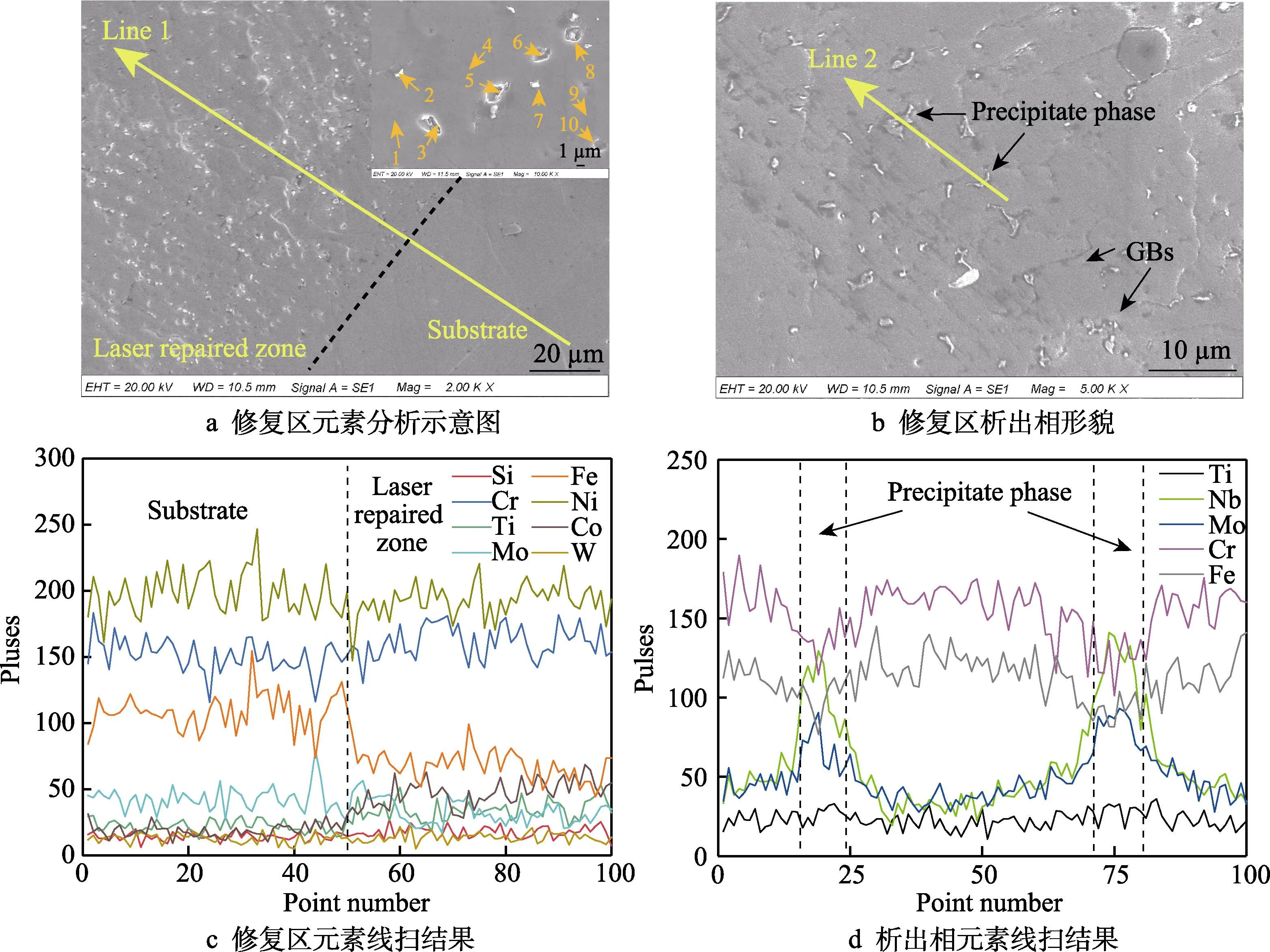
图9 激光增材修复区形貌及元素分析 Fig.9 Morphology and elemental analysis of laser additively repaired area: a) schematic diagram of element analysis in repaired zone; b) precipitation phase morphology in repaired zone; c) line-scanning results of elements in repaired zone; d) line-scanning results of precipitate phase in repaired zone.
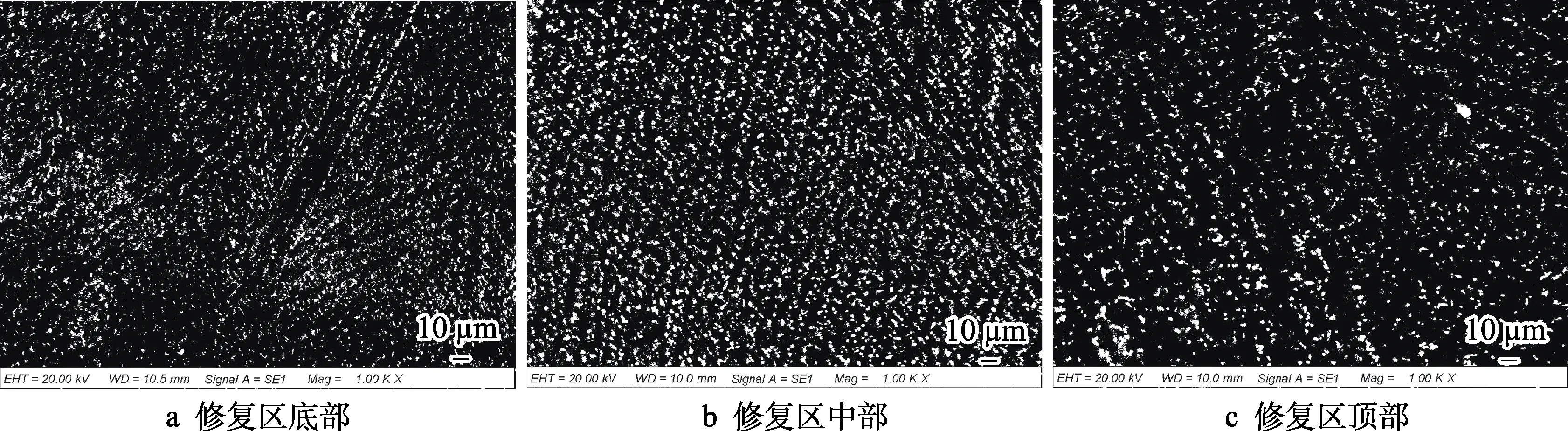
图10 修复层不同区域Laves 相分布 Fig.10 Laves phase distribution in different zones of laser cladding layer: a) the bottom of repaired zone; b) the middle of repaired zone; c) the top of repaired zone
激光修复区中Laves 相的形态、含量、分布与激光增材再制造性能有着密切联系。对修复区进行观测并拍摄图片,利用软件对图片进行处理计算以便于更好地区分枝晶及Laves 相。二值化处理后的结果如图10 所示。IN939 修复区中Laves 相多以链状或点状析 出并分布于树枝晶间,在修复区中部该现象尤为明显。这是由于激光修复区底部的冷却速率高,Laves相含量最少;而在修复区的中部,随着修复过程中热量积累,冷却速率不断下降,Laves 相的含量逐渐增加;在修复区顶部,由于受到保护气流与大气流的作用,Laves 相的含量又略有减少。
2.4 IN939 修复区的硬度
对IN939 修复区进行硬度测试,结果如图7e 所示。基体的平均显微硬度为246.8HV0.2,而修复区的平均显微硬度为333.4HV0.2,采用异质材料使得修复区的硬度较基体提升约35%。修复区整体硬度由底部至顶部先增大,后略有减小。激光增材再制造区的显微硬度与其组织的枝晶形态、枝晶臂尺寸及析出相等有关[35]。在基体和修复区的过渡区域,即修复区底部,由于元素扩散,显微硬度从基体至修复区呈增大趋势,在修复区中部至顶部,由于随着冷却速率的降低, 枝晶间距增大,组织粗化导致硬度有所下降。此外,修复区有Laves 相等析出相的存在,修复区中部的Laves 相含量较多,也在一定程度上导致中部硬度提高[36]。因此,修复区的硬度由底部至顶部呈先增大后减小的趋势。
2.5 IN939 增材修复件的拉伸性能
为表征增材修复件的力学性能,对激光增材修复IN939 试样进行室温拉伸测试。拉伸应力-应变曲线及宏观断裂区如图11a 和图11b 所示。拉伸性能如表5所示。由图11 可见拉伸断裂区均处于基体部分,而非修复区或结合处,这说明激光再制造区域与母材连接良好。此外,所有试样的拉伸断口整齐,没有发生明显的塑性变形。整体修复件的平均屈服强度为548 MPa,极限抗拉强度为959 MPa。拉伸测试结果表明,激光再制造区的拉伸性能强于基体,显示了IN939 合金修复镍基高温部件的可行性。

图11 激光增材修复件的拉伸结果 Fig.11 The tensile results of laser repaired samples: a) stress-strain curves; b) fracture characteristics of tensile samples

表5 激光再制造件试样拉伸性能 Tab.5 Tensile properties of laser remanufactured parts MPa
3 结论
1)采用IN939 合金粉材修复了带有梯形槽的高温合金试样,修复区表面形貌良好,无明显裂纹、气孔等缺陷。修复区界面的平均横向残余应力为346 MPa,显微组织以树枝晶为主,XRD 结果显示修复区主要为γ 奥氏体相。
2)IN939 修复区一次枝晶间距从底部到顶部逐渐增大,反映了修复区冷却速率的变化。Laves 相在修复区底部的含量最少,中部含量最多,顶部又略有减少。激光增材修复后,基体与修复区的元素过渡较 为均匀,冶金结合良好。
3)测试表明IN939 修复区的显微硬度较基体提高约35%,激光增材修复试样的平均屈服强度约为548 MPa,抗拉强度约为959 MPa,拉伸断裂发生在基体区域,显示出激光修复区的拉伸性能强于基体。
4)IN939 镍基合金修复区的机械性能与结合性能良好,初步验证了采用IN939 合金粉材修复镍基高温部件的可行性。
