真空扩散焊对铝合金负极性能的影响
2021-03-17詹超飞吕霖娜王培侨
詹超飞 吕霖娜 王培侨
(中国电子科技集团公司第十八研究所,天津 300384)
通常水激活电池均采用双极性的堆式结构,有效减少单体间的连接体,使电池更加紧凑,有效减小质量和体积,提高电池比能量和比功率[1]。铝氧化银电池因其具有高比功率、高比能量、长贮存等优点,具有很好的发展前景,作为水激活电池的一种,负极采用的是铝合金电极,本文中的双极性结构采用铝合金板、镀银铜箔、银正极和隔膜组成。
目前镀银铜箔和铝合金板采用硅胶进行粘接,从而起到密封作用,这种胶粘工艺存在的不足主要有四个:第一,粘贴镀银铜箔过程中容易导致连接处存有空气,会增大接触电阻;第二,由于密封胶失效或者涂胶不均匀导致的开口,或者负极板因为腐蚀穿孔导致电解液进入铝合金板和镀银铜箔之间,增大电池内阻;第三,长期贮存时会使铝合金板和镀银铜箔之间接触电阻增加。本文中是采用真空扩散焊接技术将铝合金板和镀银铜箔焊接在一块,这种方法能够很好的解决了上述问题。
真空扩散焊接是在真空环境下,将两种待焊接金属表面相互接触,通过加压,使接触表面发生微观的塑性变形,或者焊接面发生微量液相来增加表面的接触面积,使接触原子间形成金属键,经过一定的保温时间,原子不断扩散,相互渗透,来实现焊接的方法。目前国内对铝合金的真空扩散焊接的专家很多,巩云峰对6061铝合金真空扩散焊接进行了研究,采用银箔为中间层进行焊接[2],并进一步研究了焊接工艺参数对6061-T6铝合金真空扩散焊接接头形貌和性能的影响,得出比较好的工艺参数为:焊接温度540℃,保温时间为2小时,焊接压力为4.0MPa[3];张永琴对铝合金与镁、铜焊接工艺及接头组织和性能进行了研究,固相扩散焊接和液相扩散焊接均可以实现铝合金和铜的有效连接,形成完整的焊接接头[4];李旭东对铜和铝在450℃,保温3小时的条件下进行焊接,能够得到拉伸强度约为17MPa的焊接接头[5];曹慧丽,王振亚,金贵东对6063铝合金的扩散焊接进行了研究,焊接过程的保温时间不够,或者焊接前表面的氧化夹杂物太多,使焊接面晶界迁移不够充分,会形成界面缺陷[6]。
真空扩散焊接主要有四个优点:1.焊接接头能够保持均质的金属和合金原有的主要性能,形成与母材性能和显微组织非常接近的性能。2.能够保持焊接头在高温下不被氧化。3.可以焊接各种冶金、物理性能差别较大的材料。4.可以焊接厚薄悬殊的工件[7]。本文主要研究铝合金采用真空扩散焊接后对铝合金负极性能的影响。
1 实验
1.1 实验样品制备
将铝合金裁成31.2mm×24.3mm大小,用砂纸打磨去除表面的氧化膜,再用丙酮在超声波中清洗去油,同时将镀银铜箔裁成相同尺寸,两者进行整齐码放,放入真空扩散焊设备内进行焊接,焊接压力定为395℃,焊接压力设置为11MPa,保温时间为120min,真空度为-0.09~-0.1MPa。现将本次实验的焊接样品进行编号,未经真空扩散焊接的铝合金电极样品编号为A1,经过真空扩散焊接的样品编号为A2。
2 实验分析方法
2.1 硬度测试
本实验采用维氏硬度仪进行测试,在5kgf力下进行测试,测试样品裁成30mm×30mm,每个样品测试5个点取平均值。
2.2 自腐蚀测试
自腐蚀的测试方法采用排液法测量铝合金析氢速率,碱液的温度用水浴锅加热到80℃~82℃,如图2所示,使用倒置滴定管和漏斗自制的试验装置。每片负极,从其接触电解液产气后开始计时,每分钟为一个时间节点,取第3~5分钟稳定段的平均值。

图1 排水集气法原理图
2.3 极化曲线测试
采用CHI660B电化学工作站,三电极体系,参比电极为汞-氧化汞电极,辅助电极为金属镍,在4.5mol/L的NaOH为电解液,在100 mA/cm2电流密度下,在常温下对样品A1和A2进行恒流极化曲线测试。
2.4 电压性能测试
电性能测试过程,是在A1和A2样品分别布置隔膜粒,并与AgO正极组装成单体电池,在相同的温度电解液下进行放电,电流密度为620mA/cm2,电解液组成为4.5mol/L的NaOH和20g/L锡酸钠。
3 实验结果及分析
3.1 硬度实验
采用维氏硬度仪对扩散前后铝合金硬度进行测试。测试结果如图2所示,铝合金经过扩散焊接后,强度下降,维氏硬度由原来的34.8下降到23.8。这主要是由于扩散焊接温度过高,超过了铝合金的再结晶温度,导致铝合金晶粒尺寸长大,错位密度降低,硬度下降。

图2 真空扩散焊接对铝合金硬度的影响
3.2 自腐蚀实验
采用排水集气法测量A1、A2铝合金样品的自腐蚀速率,测试结果如表1、图3所示。

图3 样品析氢速率

表1 平均析氢速率比较
由表1可知,扩散焊接后铝合金负极的静态析氢第3min~5min的平均值为0.6034 ml/(cm2·min),未进行扩散焊接的析氢速率为0.4152 ml/(cm2·min),经过真空扩散焊接后,铝合金的析氢速率增大了约0.5倍,这是因为真空扩散焊工艺能够使铝合金成分进行均匀化处理,同时又导致铝合金的晶粒的生长变大,使铝合金晶粒更容易从表面脱落,最终导致析氢速率的增大。
3.3 极化试验
采用三电极体系进行测试,在4.5mol/L NaOH溶液中对铝电极进行恒流极化性能测试。结果如图,从图4可以看出,A2的稳定电位为-1.268V,比A1样品负移34mV。铝电极经过长时间的高温扩散焊处理后,成分均匀化程度得到提高,起活化作用的微量合金元素在铝合金内分布更加均匀,使得铝合金的极化程度降低,稳定电位提高。

图4 A1、A2样品在碱液中的极化曲线
3.4 电压性能测试
将两种铝合金电极分别制备成负极,并且组装成单体电池,并在相同的电解液和放电温度下进行电性能测试,测试结果如图,从图5可以看出,截止到15min时,放电过程中平均电压A2比A1大28mV,所以A2可以放电到17min。
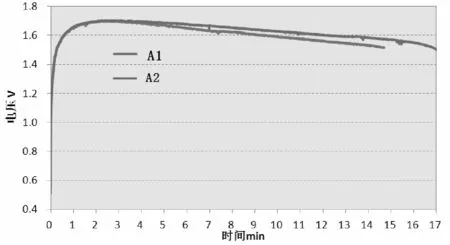
图5 电压曲线
用交流内阻仪进行对焊接样品A2和采用胶进行粘接工艺样品A1内阻进行测量,A2测得内阻为0.02mΩ,金属与金属进行扩散连接,接触电阻小,而采用704硅胶粘接,A1测得的内阻为0.18mΩ,扩散焊接的接触电阻要小于704胶粘接,所以在放电过程中,A2单体电池的内阻要小于A1单体电池,同时,扩散焊接使A2的电位更负,所以放电过程中,A2单体的输出电压要高于A1。
4 实验结果
(1)扩散焊接使铝合金电极的成分分布更加均匀,电位负移,自腐蚀速率增加,使电极电化学活性提高。
(2)真空扩散焊接减小铝电极和镀银铜箔之间的接触电阻,提高电池的性能。
(3)真空扩散焊接使铝合金电极的硬度降低。