上砂工艺参数对电镀金刚石线锯性能的影响
2021-03-15马泽贤刘新宽盛荣生蔡磊张伟伟
马泽贤,刘新宽, *,盛荣生,蔡磊,张伟伟
(1.上海理工大学材料科学与工程学院,上海 200093;2.盛利维尔(中国)新材料技术有限公司,江苏 常州 213200)
近年来,伴随着光伏产业以及半导体产业的飞速发展,高品质晶体材料需求量越来越大,催生着晶体切割技术的变革与发展。晶体切割也从原来的游离磨料切割逐步发展到固结磨料切割[1-2],切割效率大大增加,切割崩碎现象也得到极大改善,切割成本大幅度降低。
电镀金刚石线锯是以钢丝为基础材料,以氨基磺酸镍为镀液主盐,在合适的电镀工艺下,采用复合镀的方法在钢丝基体上沉积一层金属镍,同时在金属镍中包裹金刚石粉颗粒,而制得的一种超硬材料锯切工具。其制作一般有以下工序:前处理(酸洗、碱洗),预镀,上砂,加厚镀。电镀金刚石线锯具有耐磨性好、切割效率高、切口小、损耗少等优点[3],现已被广泛应用于单晶硅、多晶硅、半导体、宝石等硬脆材料机加工领域。光伏行业为了追求降低硅片非硅成本[4],电镀金刚石线锯从最开始线径在几百微米,发展到现在几十微米,细线化成为了必然趋势。但在生产中发现当线径降至60 μm以下时,在钢丝基体表面镀覆金刚石后,锯体脆性较大,弯折后易发生脆断现象,严重时脆断率达90%以上。生产排查发现,上砂阶段上砂量以及砂的团聚程度都会对脆断产生较大影响。本文采用正交试验,选取上砂阶段的几项重要参数,通过正交试验的方法得到上砂量和堆积直径均符合标准且脆性低的工艺参数。
1 实验
1.1 材料与预处理
采用拉拔直径为60 μm的钢丝,镀前酸洗和碱洗。酸洗液成分为:硫酸氢钠80% ~ 95%,氟氢化钠5% ~ 7%。酸洗时间30 s,温度40 °C。碱洗液配方:磷酸盐20% ~ 30%,氢氧化钠10% ~ 20%,硅酸盐化合物1% ~ 10%,焦磷酸钾1% ~ 10%。碱洗时间30 s,温度55 °C。
采用表面镀镍的金刚石粉,粒径(8.5 ± 0.2) μm,镍增重45%。镀前超声清洗5 min。
基础镀液采用氨基磺酸盐体系,配方为:Ni(NH2SO3)2·4H2O 500 ~ 550 g/L,H3BO340 ~ 50 g/L,NiCl2·6H2O 3 ~ 5 g/L,pH 4.4 ~ 4.8。
1.2 工艺流程
碱洗→冷水洗→酸洗→冷水洗→预镀→冷水洗→上砂→冷水洗→加厚镀→冷水洗→除氢。
预镀电流密度为15 A/dm2,时间30 s;加厚镀电流密度为5 A/dm2,时间80 s。上砂采用悬砂法,机械搅拌。电镀结束后,在200 °C的烘箱内除氢2 h。
1.3 性能表征
采用弯折法检测脆性:将金刚石线锯弯折 180°,观察是否断裂,每根选择不同的部位弯折 10次。每个样品取3根线锯进行弯折,取3根线锯脆断次数的平均值作为该样品的脆断次数。
采用郑州建斌电子科技有限公司生产的KBXJ-II型科波尔线锯分析仪检测线锯的上砂量和堆积直径。上砂量指的是在1 mm之内上砂个数的均值。堆积直径是1 mm内表面磨粒连在一起所覆盖面积的等圆直径。堆积直径表征金刚石颗粒的团聚程度。堆积直径大一方面会严重影响切割质量,另一方面,团聚较大处会引起局部应力加大,继而对线的脆性产生较大影响。
采用COXEM公司生产的EM-30Plus扫描电子显微镜(SEM)观测复合镀后线锯的形貌和团聚程度。
根据L25(56)正交表,选取上砂阶段的电流密度、金刚石质量浓度、搅拌速率、温度、磁感应强度、添加剂体积分数等6个因素,每种因素5个水平(见表1),考察对金刚石线锯上砂量、堆积直径和脆断性的影响。
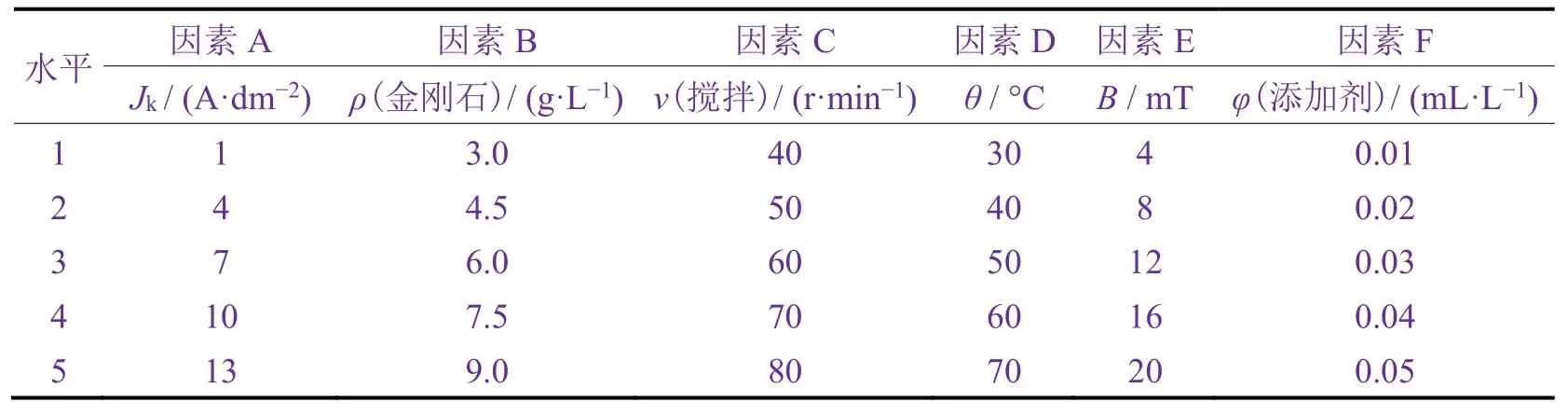
表1 正交试验的因素水平Table 1 Levels of orthogonal testing factors
2 结果与讨论
2.1 极差分析
从表 2中的极差(R)可以看出,影响上砂量最大的因素是添加剂体积分数,金刚石质量浓度次之,温度、搅拌速率及磁场三者的影响程度差不多,三者并列排在第3位,电流密度的影响最小。
对于堆积直径来说,添加剂体积分数的影响程度最大,金刚石质量浓度次之,搅拌速率、磁感应强度及电流密度的影响程度差不多,三者并列排在第3位,温度的影响程度最小。
对于脆断次数,添加剂体积分数的影响程度最大,电流密度次之,搅拌速率和温度的影响程度差不多,排在第3位,金刚石质量浓度与磁感应强度的影响程度最小。
2.2 各因素对上砂量、堆积直径及脆断次数的影响
为了便于选取最优工艺参数,将6种因素同一水平的试验结果均值用曲线图表示出来(如图1−6所示),结合极差分析,用综合平衡法分析各因素对上砂量、堆积直径及脆断次数的影响。由于线锯要有合适的上砂量才能保证足够的切割力,同时线锯堆积直径直接影响到切缝大小以及切片质量,所以在优选方案时,设定平均上砂量不能低于200个/mm,堆积直径不能高于25.5 μm。
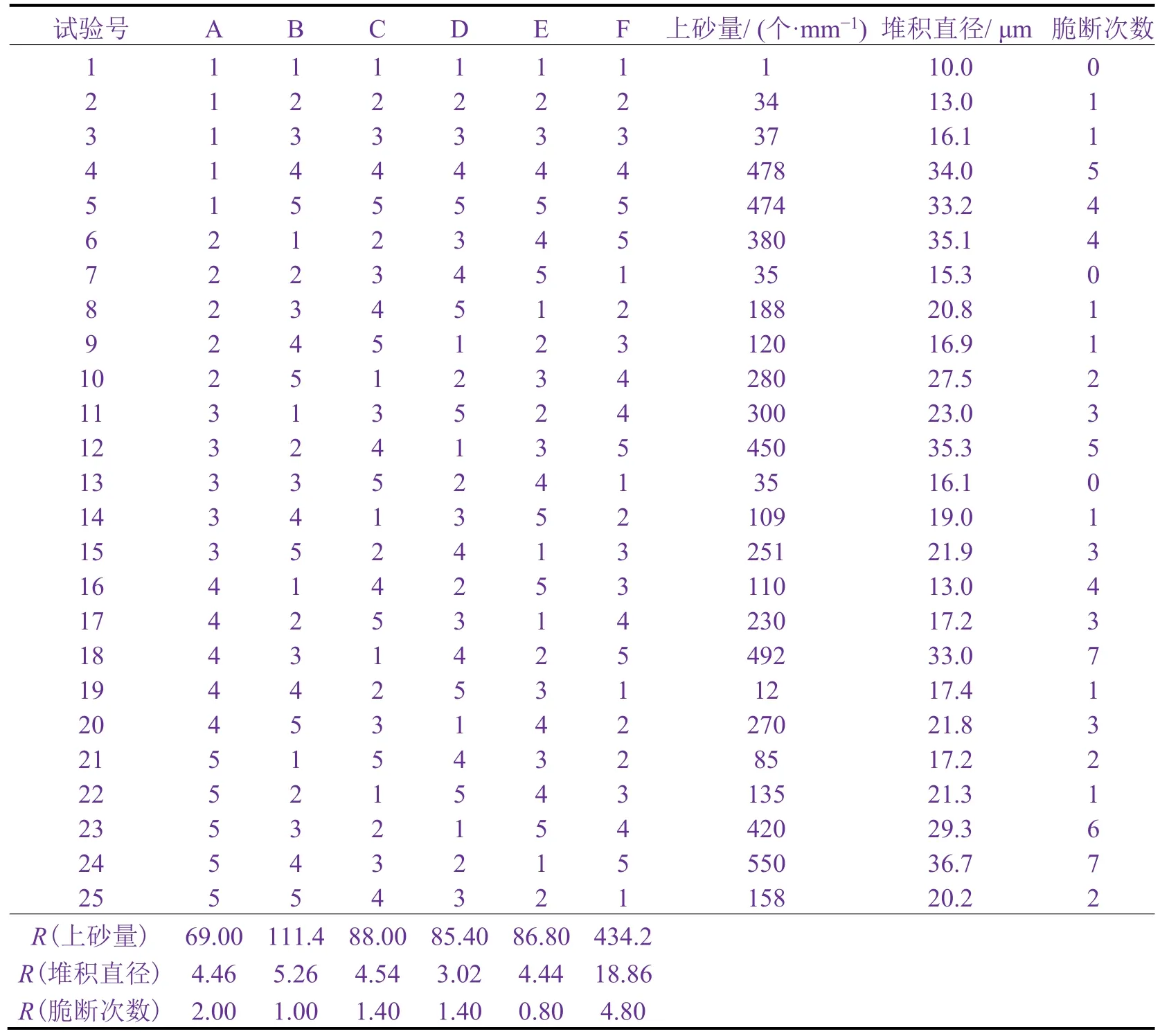
表2 正交试验结果Table 2 Orthogonal test result
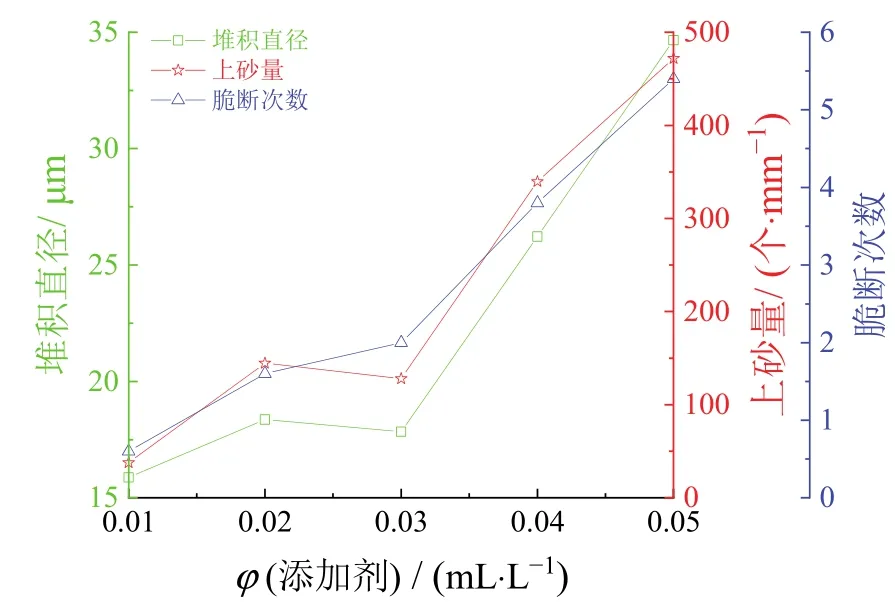
图1 添加剂体积分数对堆积直径、上砂量和脆断次数的影响Figure 1 Effect of volume fraction of additive on the diameter of total area covered with diamonds, the amount of diamonds incorporated, and the number of brittle fracture times
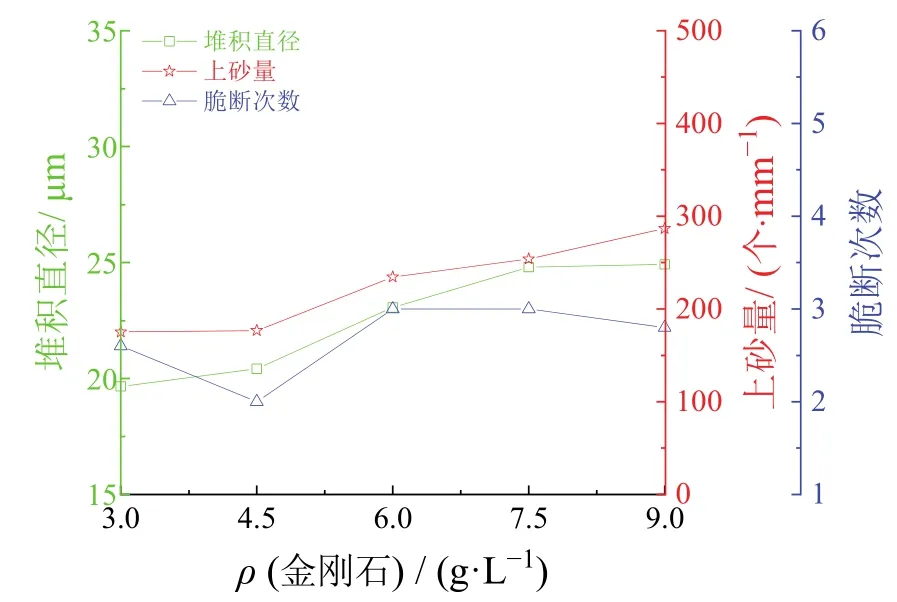
图2 金刚石质量浓度对堆积直径、上砂量和脆断次数的影响Figure 2 Effect of mass concentration of diamonds on the diameter of total area covered with diamonds, the amount of diamonds incorporated, and the number of brittle fracture times
2.2.1 添加剂体积分数的影响
添加剂是对脆断次数、上砂量及堆积直径影响最大的因素。随着添加剂体积分数的增大,脆断次数、上砂量和堆积直径都在急剧上升。在考虑添加剂用量时,优先要使脆断次数低,同时要满足上砂量及堆积直径的要求,所以选择添加剂体积分数的范围是0.03 ~ 0.04 mL/L。
2.2.2 金刚石质量浓度的影响
金刚石质量浓度对上砂量及堆积直径的影响程度排在第2位,对脆断次数的影响程度排在第4位。理论上随着金刚石浓质量浓度的增加,槽内悬浮的金刚石增多,被镀层俘获的金刚石也会增多,所以上砂量及堆积直径都会增大。优先考虑在保证足够的上砂量和较小的堆积直径,同时兼顾较低的脆断次数,选择金刚石的质量浓度为6.0 g/L。理论上随着金刚石浓质量浓度的增加,槽内悬浮的金刚石增多,被镀层俘获的金刚石也会增多,所以上砂量及堆积直径都会增大。优先考虑在保证足够的上砂量和较小的堆积直径,同时兼顾较低的脆断次数,选择金刚石的质量浓度为6.0 g/L。

图3 搅拌速率对堆积直径、上砂量和脆断次数的影响Figure 3 Effect of stirring rate on the diameter of total area covered with diamonds, the amount of diamonds incorporated, and the number of brittle fracture times
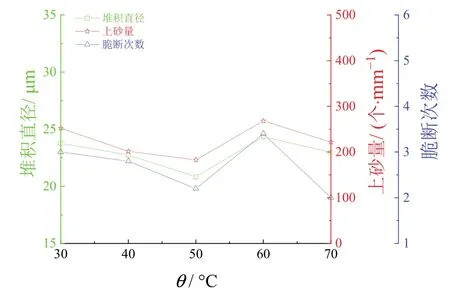
图4 温度对堆积直径、上砂量和脆断次数的影响Figure 4 Effect of temperature on the diameter of total area covered with diamonds, the amount of diamonds incorporated, and the number of brittle fracture times
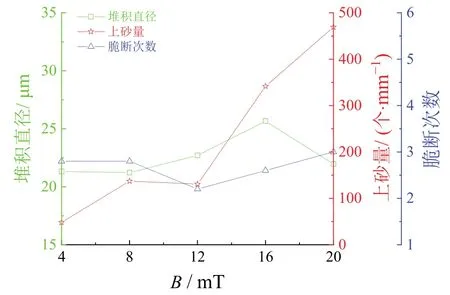
图5 磁感应强度对堆积直径、上砂量和脆断次数的影响Figure 5 Effect of magnetic induction intensity on the diameter of total area covered with diamonds, the amount of diamonds incorporated, and the number of brittle fracture times
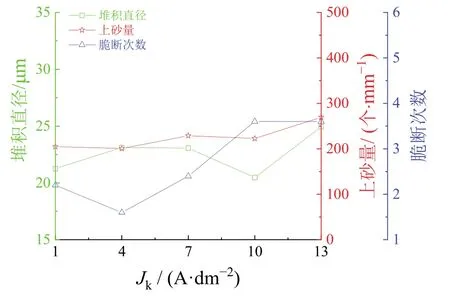
图6 电流密度对堆积直径、上砂量和脆断次数的影响Figure 6 Effect of current density on the diameter of total area covered with diamonds, the amount of diamonds incorporated, and the number of brittle fracture times
2.2.3 搅拌速率的影响
搅拌速率对上砂量、堆积直径及脆断次数的影响程度不太大,都只排在第3位。当搅拌速率为70 r/min时,上砂量、堆积直径及脆断次数都达到最大。搅拌速率太快时,金刚石难以被镀层俘获,造成沉积困难(80 r/min时的上砂量已不符合要求),同时部分液体可能会从槽内飞出;搅拌速率太慢时,金刚石沉降太快,同样不利于沉积。综合考虑上砂量以及堆积直径标准,选取搅拌速率为60 r/min。
2.2.4 温度的影响
温度对脆断次数和上砂量的影响程度排在第3位,对堆积直径的影响排在4位,影响程度较小。由于温度会显著影响镀液性质[5],因此应充分考虑温度对镀液的影响。温度太高时,氨基磺酸镍水解倾向性增强[6],氢氧化物夹杂会使镀层内应力过大,起皮开裂严重;温度太低时,离子扩散变慢,阴极反应也就变慢[7]。综合考虑各因素,选取50 °C和60 °C的中间值55 °C。
2.2.5 磁感应强度的影响
磁感应强度对脆断次数的影响排在第4位,对堆积直径及上砂量的影响排在第3位,可见磁场对3种性能的影响都不大。在满足堆积直径和上砂量标准的前提下,磁感应强度选16 mT。
2.2.6 电流密度的影响
电流密度对脆断次数的影响程度排在第2位,对上砂量及堆积直径的影响程度分别排在第3位和第4位。电流密度过大虽然有利于金刚石的沉积,但会影响镀层质量;而电流密度过小会令镍沉积变慢,上砂速率随之下降。由图6可知,在选取电流密度时只需考虑低脆断次数。当电流密度为4 A/dm2时,脆断次数最少。此时,槽电压也低于氢的析出电位,镀槽内无气泡冒出。
2.3 上砂量和堆积直径对脆断的影响
从图7和图8可以明显看出上砂量及堆积直径与脆断次数呈现比较强的正相关关系。图7拟合曲线方程为y= 0.22272x+ 0.0109,决定系数R2= 0.816 45。图8拟合曲线方程为y= 0.21103x− 2.0834,R2=0.646 36。由此可见,上砂量越大,堆积直径越大,脆断次数越多。上砂量越大,嵌入镀层的金刚石含量越多,磨料所占面积就越大,镀镍层的相对体积越小。由于钢丝表面的薄镍镀层以及钢丝本身的硬度都远小于金刚石的硬度,为了保证切割效率,选用的金刚石棱角比较多,同时由于尖端效应,金刚石尖端部分聚集大量电荷,静电引力较大,在沉积过程中尖端部分朝向钢丝表面,如图9a所示。金刚石的棱角处曲率半径较小,容易形成应力集中[8],引起局部应力增大。在弯折过程中,应力集中较大的尖端部位刺破镀层,在钢丝表面留下大量裂纹源。继续弯至对折状态时,轴向应力使得裂纹源扩张,造成断裂。堆积直径大表明金刚石在线锯上团聚严重(如图9b所示),团聚处会产生更大的应力集中,也就更容易导致断裂。
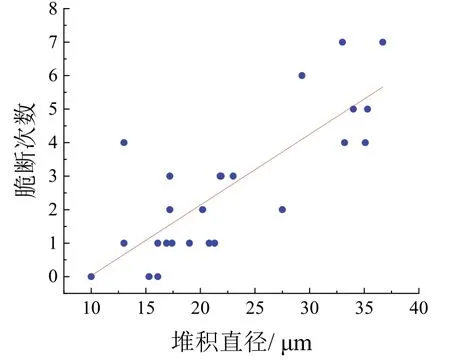
图7 堆积直径与脆断次数的关系Figure 7 Relationship between the diameter of total area covered with diamonds and the number of brittle fracture times
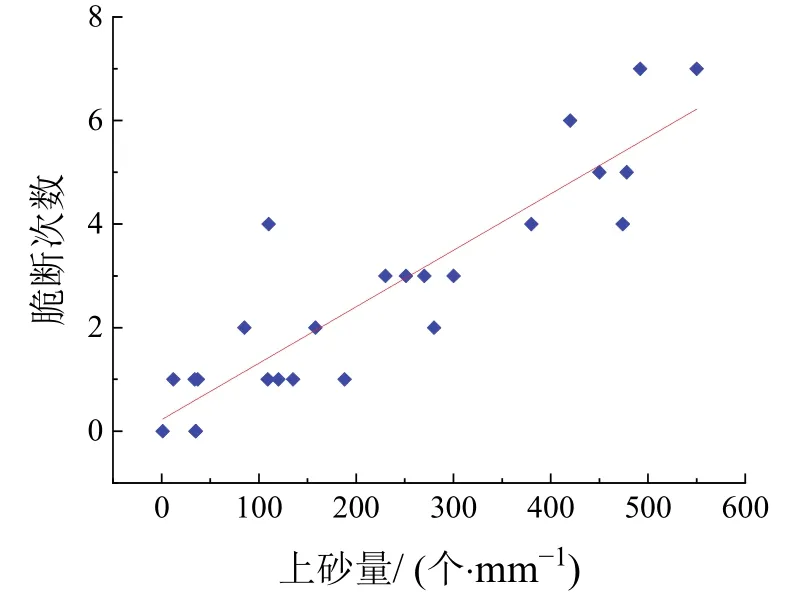
图8 上砂量与脆断次数的关系Figure 8 Relationship between the amount of diamonds incorporated and the number of brittle fracture times

图9 被镀层包覆的金刚石Figure 9 Nickel-coated diamonds
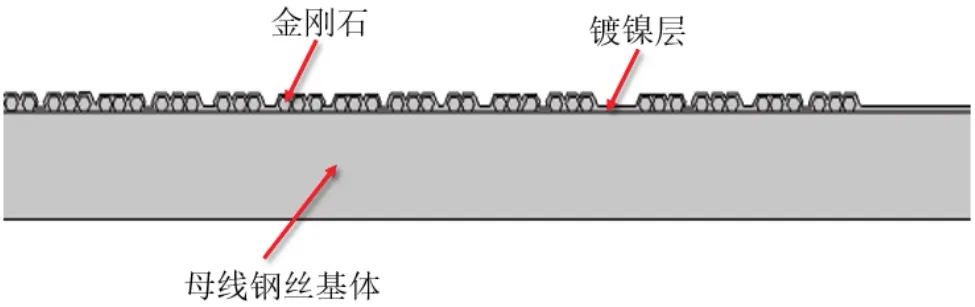
图10 金刚石线锯模型平面图Figure 10 Planar graph of diamond wire saw model
通过有限元模拟软件,采用二维平面对称模型,在固体力学模块下选用稳态环境模拟金刚石与镀层之间的应力分布。采用CAD软件绘出如图10所示的线锯模型。
对模型施加约束条件,在模型中点处固定,两端施加线性增长的轴向力。对模型进行网格划分(如图11所示)之后进行求解。
从图12可以明显看出金刚石与镀层之间的接触部分在弯折后产生明显的应力集中,棱角处的应力最大,冯米泽斯(von Mises)应力达到了1.5 × 1011N/m2。这些应力集中处极容易发生断裂。

图11 网格划分图Figure 11 Meshing diagram
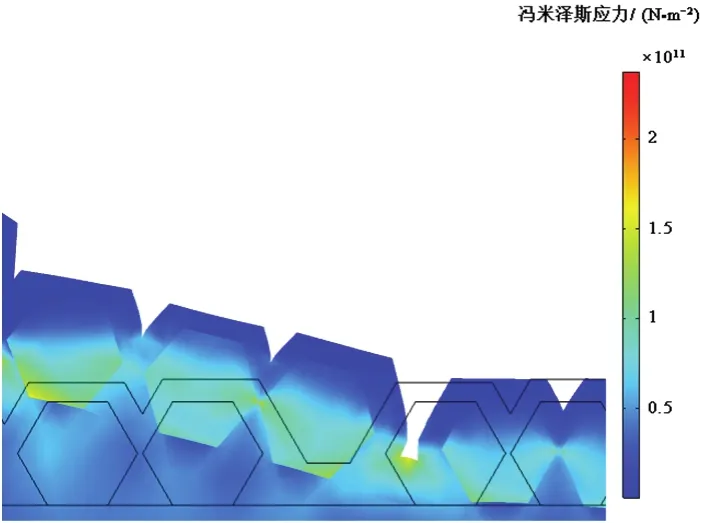
图12 弯折后金刚石线锯应力云图Figure 12 Cloud diagram showing the stress distribution for diamond wire saw after being bended
2.4 优化工艺验证性试验
选用优化后的工艺参数(即电流密度4 A/dm2、金刚石质量浓度6 g/L、搅拌速率60 r/min、温度55 °C、磁感应强度16 mT、添加剂体积分数0.03 ~ 0.04 mL/L)与当前的产线工艺进行比较,结果(见表3)表明优化后的上砂量、堆积直径及脆断次数都更好,微观上金刚石团聚更少,分布更均匀(见图13)。

表3 优化前后金刚石线锯性能的对比Table 3 Comparison of diamond wire performance before and after optimization
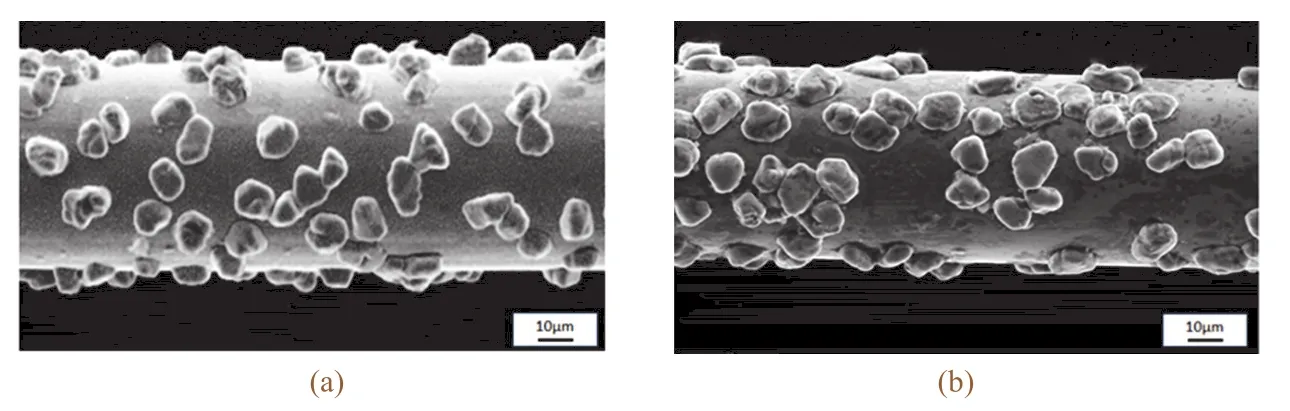
图13 工艺优化前(a)、后(b)所得金刚石线锯的微观形貌Figure 13 Microscopic morphologies of diamond wire saws produced by previous (a) and optimized (b) process
3 结论
通过正交试验优选出金刚石线锯脆性低、堆积直径小、上砂量足的电镀工艺条件。上砂量及堆积直径与金刚石线锯的脆性正相关,它们都对金刚石线锯的使用寿命有显著影响。