汽车锁零部件碱性锌镍合金电镀工艺
2021-03-15张坤张小勇韩秀台曹聚涛刘新伟王伟党
张坤,张小勇*,韩秀台,曹聚涛,刘新伟,王伟党
(河南北方星光机电有限责任公司,河南 邓州 474150)
笔者所在公司的民品以汽车锁和汽车零部件为主,主要涵盖重、中、轻、轿、微五大系列20多个品种的汽车锁机构开发、生产与试制,年产500万把汽车锁。表面处理分厂现有挂镀锌自动生产线、滚镀线和手动生产线,能够进行六价铬彩色钝化、三价铬钝化(包括彩色、银白色、黑色和金黄色)、磷化、高温碱性化学氧化等表面处理。近几年随着客户对车锁零部件防腐性能要求的不断提高,部分客户的新产品图纸明确要求表面处理方式为电镀锌镍合金。但公司目前尚无锌镍合金电镀工艺和产线,涉及锌镍合金的零件不得不委外,费用昂贵,仅表面处理费就要1元/dm2左右,还未算上运输费。2019年,公司厂区搬迁,为了降低成本,计划在新厂区建一条碱性挂镀锌镍合金电镀线,以适应市场需求。本文讲述了整个开发的过程,供同行参考。
1 市场调研
1.1 各主机厂对锌镍合金镀层的要求及执行标准
要求锌镍合金产品的客户主要有大众、通用、麦格娜等,各自对镀层性能的要求见表1。

表1 各主机厂对锌镍合金工艺的要求及执行标准Table 1 Requirements and standards of zinc-nickel alloy electroplating for different automobile manufacturers
从表1可知,日系、通用、大众车系的镍含量下限为6%,上限为18%。为了满足客户要求,同时令镀液中各成分容易控制,先从理论角度考虑,提出将新厂区锌镍合金产品的镍含量控制在12% ~ 16%。关于镀层镍含量在15% ~ 16%之间时的耐蚀性,需要在中试过程中验证。
1.2 电镀锌镍合金添加剂的选择
通过赫尔槽试验,筛选了A、B、C三家锌镍合金添加剂供应商(3家的电镀客户均与通用、大众主机厂有合作关系),在推荐的开缸条件和1 A电流下做赫尔槽试验15 min。结果显示,3家的添加剂都能在高、中、低电流密度下获得亮度适中的镀层,厚度、镍含量和镀速均满足要求。
2 工艺试验
2.1 小槽试验内容
2019年3−6月,工艺师对3家供应商的添加剂进行了200 L小槽试验,各为期1个月左右,试验内容如下:
(1) 通过赫尔槽试验确定最佳配方和工艺范围,包括氢氧化钠和氧化锌用量、温度和电流密度;
(2) 研究在推荐开缸条件下镀液的分散能力,镀层的外观、结合力(300 °C烘烤30 min后15 ~ 25 °C水淬冷,无起泡或大面积脱落为合格,下同)和镍含量,试验件包含200件锁扣和100件基板部件;
(3) 研究在工艺上、下限时镀液的分散能力,镀层的外观和结合力,试验件包含100件锁扣和50件基板部件;
(4) 研究在批量生产情况下化学品的消耗和补加规律;
(5) 研究钝化前除氢产品的外观、合格率及结合力,试验件为100件锁扣;
(6) 研究钝化后除氢产品的外观、合格率、结合力及耐蚀性,试验件为100件锁扣;
(7) 通过中性盐雾试验分析不同镍含量(12% ~ 15%和15% ~ 16%)时产品的耐蚀性;
(8) 研究在报废状态下镀液的废水处理工艺。
2.2 小槽试验结果
(1) 耐蚀性评价:采用A、B、C三家供应商的添加剂电镀所得锌镍合金工件(一般冲压件和除氢件)均满足240 h无白锈、1 000 h无红锈的要求,也包括镍含量为15% ~ 16%的电镀产品。
(2) 3家添加剂的适宜电流密度范围均为2 ~ 4 A/dm2,锌镍合金镀层的Ni质量分数都是12% ~ 16%,并且Ni含量分布均匀,结合力都合格。
(3) 3家添加剂的电镀温度、镀层外观和厚度有所不同,见表2。从镀层外观、厚度、镍含量、结合力和耐蚀性来看,B供应商的锌镍合金工艺最优。

表2 A、B、C供应商的锌镍合金添加剂的综合评价Table 2 Comprehensive evaluation of additives for zinc-nickel alloy electroplating from supplier A, B, and C
3 成本核算
3家供应商添加剂的实际消耗量见表3。论开缸成本,B最低;论单位电量成本,A最低;论单位面积成本,A和B大致相同;C的使用成本最高。在保证产品质量的前提下,从降低成本方面考虑,可从A和B中优选一家。
由表4可知,对于镀液中镍的开缸量而言,B和C大致相同,而A是它们的2倍。就理论上而言,槽液某种组分含量越高,处理相同的工件时的带出量就越多,即槽液镍含量越高,镀后清洗水中镍离子浓度就越高,废水处理成本也越高。故A的废水(包括废槽液和清洗水)处理成本最高。

表3 A、B、C供应商的锌镍合金添加剂的成本和消耗量Table 3 Cost and consumption of additives for zinc-nickel alloy electroplating from supplier A, B, and C

表4 A、B、C供应商的锌镍合金添加剂的开缸量Table 4 Make-up amounts of additives for zinc-nickel alloy electroplating from supplier A, B, and C
4 电镀锌镍合金的工艺流程
对于一般工件,电镀锌镍合金的工艺流程如下:上架→超声脱脂→阳极电解→热水洗→水洗→强酸洗→水洗2道→超声水洗→阳极电解→热水洗→水洗2道→活化→水洗3道→碱浸→电镀锌镍合金→回收→热水洗2道→超声水洗→出光→水洗→本色钝化(或黑色钝化)→水洗3道→封闭→吹干→烘干。
对于除氢件,除氢工艺影响着产品的外观和合格率,因此分别选取了3种除氢工艺进行试验,结果见表5。可见不出光直接除氢时合格率最低;采用另外两个除氢工艺时平均合格率都在90%以上。故确定除氢件的电镀锌镍合金工艺流程为:电镀锌镍合金→出光→纯水洗4次→吹干→烘干→除氢→冷却→出光→纯水洗→本色或黑色钝化→纯水洗3次→封闭→吹干→烘干,其中电镀锌镍合金之前的工序与一般工件的相同。
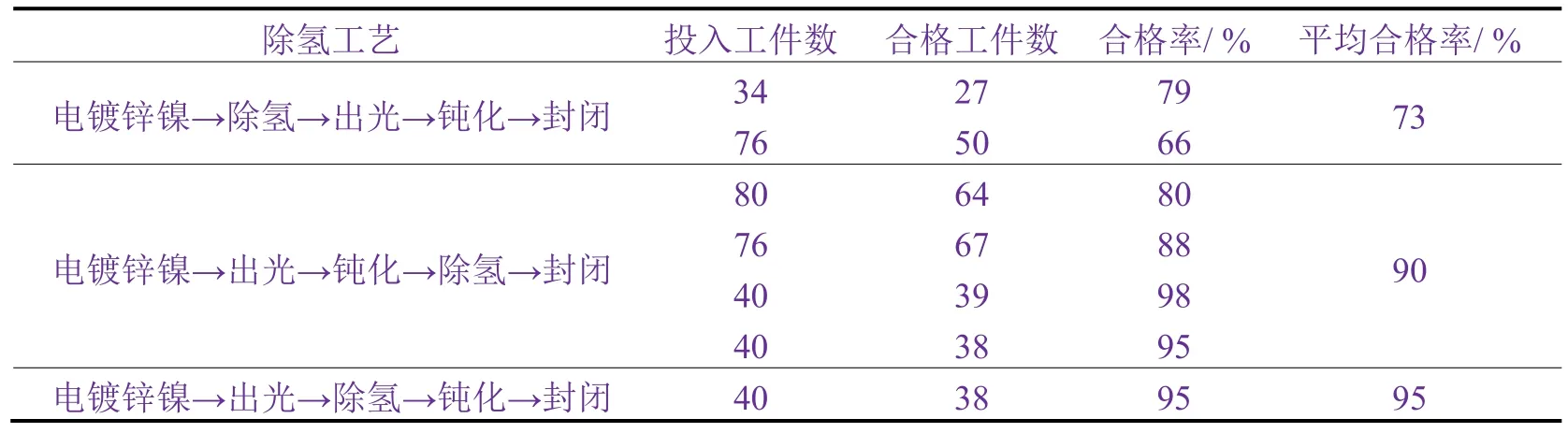
表5 电镀锌镍合金后采用不同除氢工艺时产品的合格率Table 5 Qualification ratio of products electroplated with zinc-nickel alloy coating after different dehydrogenation processes
综合考虑锌镍合金镀层性能(外观、膜厚、镀层镍含量、膜厚均匀性、结合力、耐中性盐雾腐蚀性能等)及工艺成本(开缸成本、单位电量成本、单位面积成本、废水处理成本)后,最终选择 B供应商的添加剂。
5 碱性锌镍合金电镀废水处理工艺
5.1 工艺原理
锌镍合金废水是电镀锌镍合金时所产生的零部件清洗水和报废的镀液,其中含有氢氧化钠、配位剂、锌离子和镍离子。氢氧化钠的存在会使锌离子生成锌酸根离子,阻止锌离子沉淀;配位剂会与镍离子生成配离子,阻止镍离子沉淀。根据GB 21900-2008《电镀污染物排放标准》中“表2”的要求,锌、镍的排放限值分别为1.5 mg/L和0.5 mg/L。
正常条件下,废水中的锌、镍离子与配位剂的结合能力强,氢氧化钠无法与之形成沉淀。而重金属捕集剂(高分子有机化合物)能够与锌、镍离子直接螯合,生成难溶盐,通过简单的自然沉淀方法就可以去除[1]。
5.2 工艺流程
废水处理流程为:(1)在废水中先投加次氯酸钠,搅拌3 min后静止20 min;(2)用硫酸调节pH至12,加入重金属捕集剂001(密度1.18 kg/dm3,售价30元/kg),搅拌3 min后静止45 min;(3)用硫酸调节pH至7,加助凝剂002(售价40元/kg),搅拌3 min后静止20 min;(4)过滤。
从表6可以看出,锌镍合金废槽液处理方案中,第二处理方案可以直接排放,但费用较第一方案高。第一方案处理后,锌已经低于排放标准,如要连镍都达标排放,可以与其他处理后的废水混合。
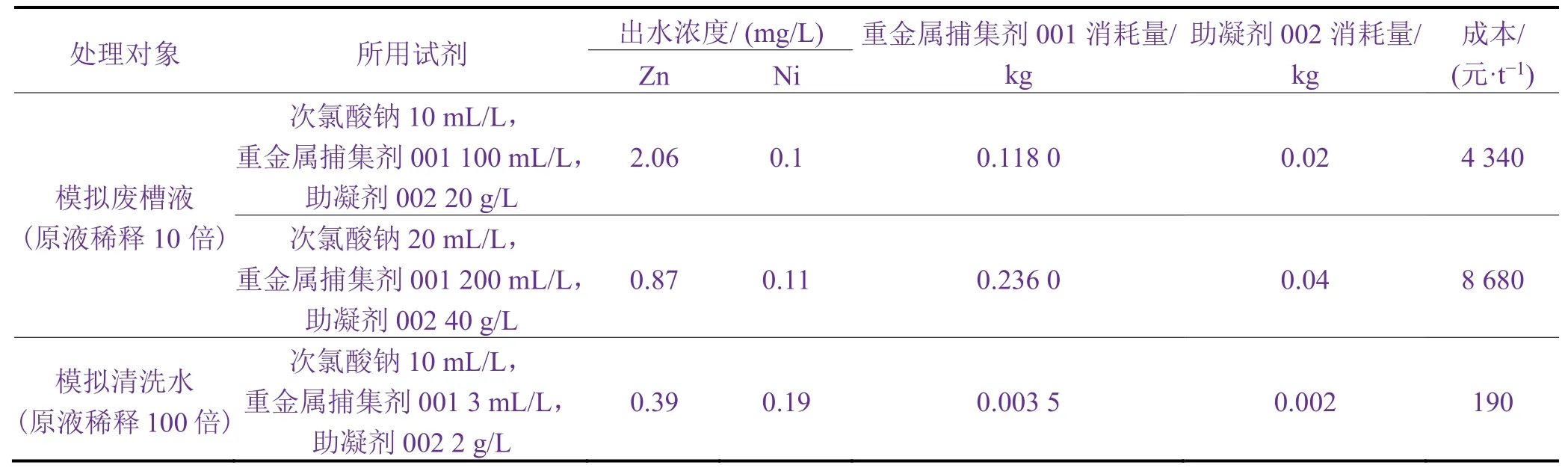
表6 锌镍合金原液和清洗水的处理成本Table 6 Costs for treating spent zinc-nickel alloy electroplating solution and rinsing water
锌镍合金废液的处理成本(8.68元/L)比开缸成本(7.8元/L)贵一些,故需要延长锌镍合金镀液的使用寿命,这就需要使用阳极膜系统。
6 碱性锌镍合金电镀工艺中应用阳极膜系统的可行性分析
6.1 普通镍阳极的缺点
碱性锌镍合金电镀过程中阳极表面会产生大量氧气,进而导致添加剂分解,产生CN−、Na2CO3等副产物(部分 Na2CO3来自空气)。这不仅给环保带来较大的压力,而且大幅降低了电流效率。采用普通镍阳极时,随着通电量的增大,槽液会老化。随着槽液的不断老化,即便处于最佳开缸量,镀层中镍含量也会逐渐下降。为了将镀层中的镍含量稳定在12% ~ 16%之间,就需要提高镀液中镍离子的浓度。若不使用阳极膜,槽液中的镍离子浓度会逐渐上升直至稳定。而槽液中镍离子浓度上升会导致以下后果:
(1) 镍和配位剂的消耗量逐渐增大,电镀成本增大;
(2) 清洗水中镍离子浓度越来越高,废水处理成本增大;
(3) 镀液老化后镀速降低,产能下降,浪费电能。
因此传统锌镍合金工艺有以下缺点:
(1) 电流效率最高只有50% ~ 60%,析氢或放热导致镀液升温快,需要强制降温;
(2) 电镀过程中由于胺被氧化,有氰化物生成;
(3) 有机添加剂消耗量大,且有机成分中的氧化会使碳酸盐增加;
(4) 碳酸盐质量浓度超过60 g/L时必须进行冷冻处理。
6.2 阳极膜系统的可行性
使用阳极膜(如图1和图2所示)时,阳极产生的氧气被限制在阳极箱内,不与镀液中的添加剂接触,可防止配位剂在阳极上分解,杜绝氰化物的生成,减少碳酸根和阳极泥,推迟镀液老化,降低添加剂的消耗量,还可提高输入电流,稳定镀层的镍含量,降低烧焦的概率,提高阴极电流效率,从而提高生产效率,降低废水处理压力,节约成本[1]。
在进行废水处理工艺试验时发现:锌镍合金添加剂供应商提供的废水处理方案都只适用于镀后清洗水,并没有废液(浓镀液)的处理方案。虽然原液稀释10倍后,通过重金属捕集剂也能将镍、锌处理至合格,但成本较高。

图1 阳极膜原理图Figure 1 Sketch of working principle of anode membrane

图2 阳极膜的实物照片Figure 2 Photos of anode membranes
为了稳定锌镍合金生产效率和镀层镍含量,降低后期维护成本(含添加剂的日常消耗、换槽成本、废水处理成本)、延长镀液使用寿命、降低添加剂消耗,也从清洁生产、安全环保等方面综合评定,决定在新建的锌镍合金电镀线上使用阳极膜系统。
7 结语
本文从前期的市场调研,到中期的小槽试验,再到后期成本核算、锌镍合金工艺流程确定、废水处理工艺制定、阳极膜可行性分析,历时半年之久,比较全面地验证了A、B、C三家药水供应商锌镍合金电镀工艺参数,并对试验数据进行统计分析,从中优选出B供应商的药水作为新厂区锌镍合金电镀线的开缸药水,为锌镍合金电镀线顺利开线提供了技术支持。