冷轧热镀锌线气刀三辊六臂装配方法的研究
2021-03-11崔鑫胜张玉洋
崔鑫胜,王 伟,张玉洋
(承德钢铁集团有限公司,河北 承德 067000)
河钢承钢冷轧事业部热镀锌线于2019年6月18日投产,热镀锌线气刀是产线的关键设备,镀锌产品的镀锌质量控制完全在于气刀的好坏,镀锌线所使用气刀为韩国POSJET气刀,气刀分为气刀调整机构、气刀刀梁、三辊六臂、预热炉、气刀存放和装配平台。产线所使用气刀三辊六臂为韩国POSJET供货,装配方法也是按照POSJET所提供的装配精度进行装配,三辊六臂的使用周期为20-25天或者25000吨左右,但是在实际生产过程中,三辊六臂不能满足使用周期,总是提前下线。所以我事业部对于三辊六臂的装配精度进行研究考察,对精度进行优化调整,使其满足我事业部热镀锌线的使用要求[1]。
1 热镀锌线三辊六臂的装配方法
1.1 安装三根辊子两端的轴套
技术要点:
(1)轴套内安装石墨垫,轴套法兰缺口与轴套相对应。
(2)焊接前用千斤顶压住轴套法兰,纠偏辊及稳定辊压力为4公斤,沉没辊压力为6公斤。
(3)焊接焊条型号为E316L,使用前200℃烘干2小时。
(4)焊接轴套应先焊接三点固定,随后满焊。
1.2 用专用吊具将架体吊运到校准台上

图1 专用吊具示意图

图2 吊准台固定图
技术要点:沉没辊架体落上后,用两侧顶丝将架体向另一侧限位块贴实。
1.3 安装辊臂,辊臂固定螺栓 (M24-230L)
技术要点:
(1)注意三根棍子的辊臂外形及尺寸各有不同。
(2)注意辊臂安装方向,所有限位挡块底座均在外侧。
(3)紧固螺栓前,将辊臂顶丝旋出,辊臂尽量靠近最外侧。
1.4 安装辊子
技术要点:
(1)吊装前不要拆除辊子包装,以免污染辊面。
(2)吊装过程平稳,以免磕碰辊面。
(3)三辊安装顺序:纠偏辊、沉没辊、稳定辊。
(4)辊子落在辊臂前,将辊臂限位块插入,将辊子轴承座套入轴套上。
1.5 调整轴承座
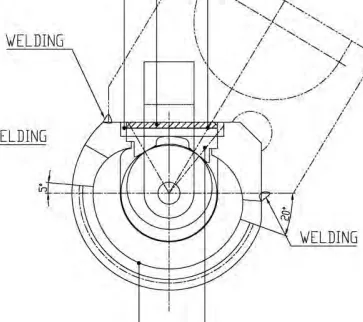
图3 轴承座俯视图
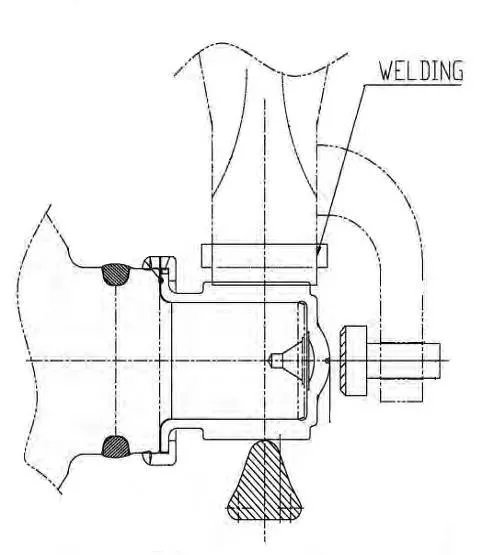
图4轴承座剖面图
技术要点:
(1)轴承座的“V”型面应与辊子轴套贴实,轴承座的两个焊接面应与辊臂焊接面贴实。
(2)调整辊子及两侧轴承座的位置,使辊子两侧图中a值相同。
1.6 调整辊子水平

图5 辊子包装撕开图
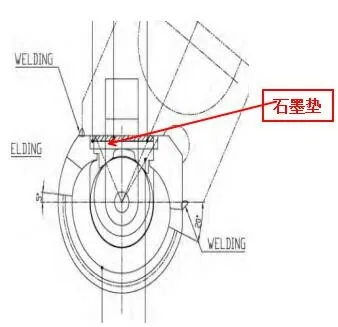
图6 轴承座与辊臂焊接面加设石墨垫
技术要点:
(1)撕开辊子中间部位包装,测量完成后恢复,禁止戴手套触摸辊面。
(2)两面有偏差时,在轴承座与辊臂焊接面加相应厚度的石墨垫。
(3)辊子水平调整完毕后复检轴承座位置,无问题后轴承座点焊在辊臂上。
1.7 调整限位块位置
技术要点:
(1)调整限位块与轴套距离8mm。
(2)调整完成后点焊固定。
1.8 通过辊臂调整三根辊子相对中心线的距离
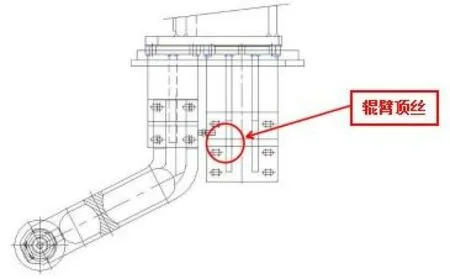
图7 辊壁螺栓固定位置图
技术要点:
(1)松开辊臂固定螺栓,缓慢调整辊臂顶丝,两侧均匀调整,避免单侧直接到位。
(2)沉没辊距离中心线27mm;稳定辊距离中心线67mm;纠偏辊距离中心线60mm。
1.9 紧固辊臂固定螺栓
技术要点:用电动扳手紧固螺栓。
1.10 将原点焊部分满焊
技术要点:
(1)焊接焊条型号为E316L,使用前200℃烘干2小时。
(2)焊接过程中保护辊面。
1.11 安装辊子刮刀
技术要点:
(1)调整刮刀两侧与辊面的间隙。
(2)紧固螺栓后焊接固定板。
2 特别注意
(1)在工作时,要注意清洁,永远记住辊子会直接接触产品表面。
(2)辊子表面严禁沾染油污,撕开包装测量的部位,安装完成后要恢复包裹。
(3)安装后辊子需加盖防灰尘塑料布,防止辊面积累灰尘[2]。
3 现场问题
我事业部对前期下线的多套三辊六臂进行观察研究,发现主要问题有以下几个方面:
(1)三辊六臂向单侧偏移,造成轴套单侧磨损严重,且轴套部分基本未磨损。
(2)当带钢经过三辊六臂从锌锅中出现发现轧制线稍微有些偏差,向入口偏移,造成带钢与风箱距离过近,三辊六臂轴瓦轴套磨损过大。
(3)三辊六臂焊口出现微裂纹,如果裂纹持续恶化,会造成三辊六臂掉落锌锅内,造成重大的事故。
4 优化调整
我事业部经过和本钢进行技术交流,将其调整参数与我事业部参数进行对比。(如表1)。
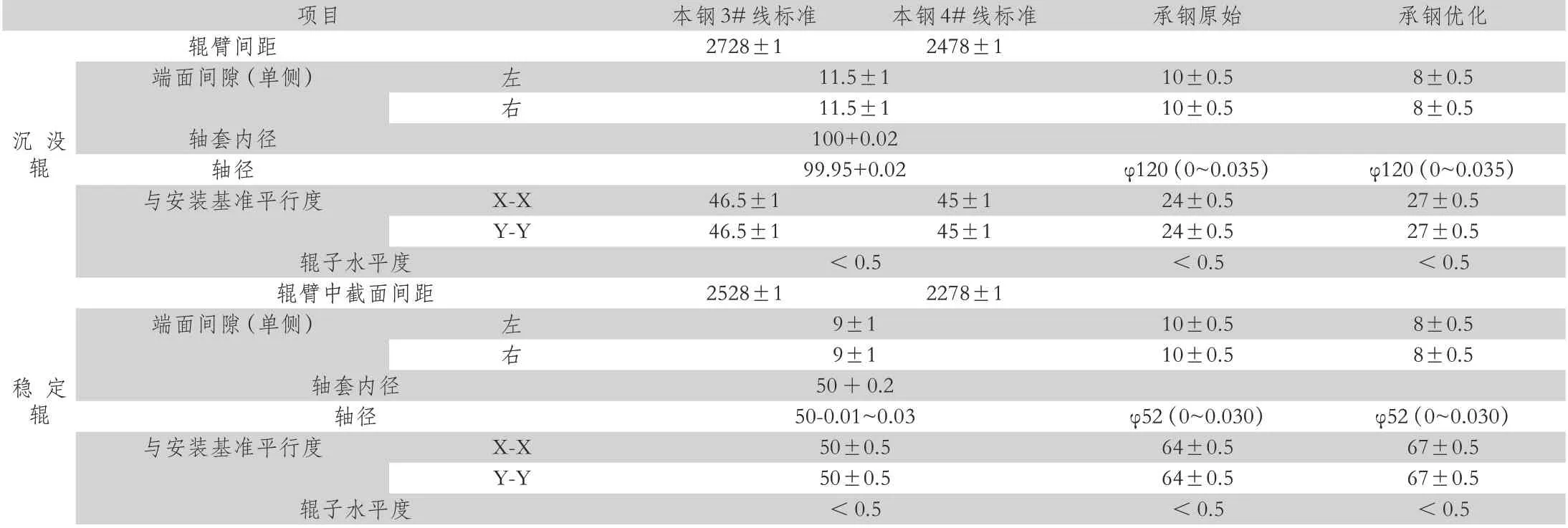
表1 沉没辊与稳定辊参数对比
经过对比后发现我方参数和本钢精度要求基本一样,所以我方根据现场实际情况,对我方调整参数进行优化:
(1)鉴于向单侧偏移过大,我方将沉没辊、稳定辊和矫正辊的轴端间隙由原始的10mm缩小至8mm;
(2)鉴于轧制线稍微有些偏差,向入口偏移,将辊子向出口调整3mm,使其轧制线与冷却塔中心线对齐,保证轧制线稳定,减少磨损。
(3)更换焊条焊条型号为E316L,使用前200℃烘干2小时。焊接轴套应先焊接三点固定,随后满焊。
5 优化效果
经过六个月的优化试验,使用优化后的装配精度进行三辊六臂的装配,三辊六臂在线使用寿命明显提高,由最初的20000吨左右下线增加至目前35000吨左右更换,大大提高的三辊六臂的使用寿命,节省了产线的生产成本。
