西门子660MW超超临界汽轮机轴承座安装
2016-03-15何惠涛
何惠涛
摘 要:本文针对上海汽轮机厂产SIEMENS 660MW超超临界汽轮机轴承座安装,介绍了无垫铁、无台板式落地轴承座以及地脚螺栓的安装。在施工中,此类型轴承座的安装调整和二次灌浆工作在汽缸安装前必须最终安装完毕,轴承座二次灌浆后,就无法调整,所以在灌浆前,轴承座的找正找平工作尤为重要。安装过程中应严格控制,为机组后续工序安装,以及将来机组稳定运行打下良好基础。
关键词:SIEMENS 660MW超超临界汽轮机;无垫铁、无台板式落地轴承座安装。
DOI:10.16640/j.cnki.37-1222/t.2016.06.027
0 引言
汽轮机是发电厂中重要的设备,机组安全稳定运行,企业才能创造最大经济效益。轴承座安装是汽轮机安装中的重要环节。上海汽轮机有限公司生产引进型SIEMENS 660MW汽轮机由于其轴承支撑系统设计特点,轴承座安装是此类型机组安装的第一步。
该660MW机组汽轮机为单轴、三缸二排汽、中低压缸双流、中间再热式超超临界空冷机组。汽轮机从高压缸至低压缸,分布有1至4号轴承座,高、中压缸采用猫爪支承在1-3号轴承座上,低压内缸通过穿越外缸的猫爪直接支撑在3、4号轴承座上。
此类设计具备以下特点:
(1)采用无垫铁、无台板落地式结构的轴承座。
(2)轴承座与基础采用球形螺母地脚螺栓。
(3)每个轴承座下底面有6只M42调整螺钉,用来调整轴承座水平、标高。
1 施工工艺流程
施工工具材料准备→基础检查→设备检查渗油试验→地脚螺栓安装→轴承座就位→轴承座找正→二次浇灌→螺栓终紧。
2 操作要点
2.1 施工工器具
高精密水准仪、钢板尺、测量杆、内径千分尺、钢卷尺、弹簧秤、游标卡尺、 千斤顶、棘轮套筒扳手、钢丝调整器、0.5mm的钢丝100米、12号槽钢30米。
2.2 基础检查及验收
(1)基础交付安装前,确认基础混凝土表面应平整、无裂纹、蜂窝和露筋等。检查基础中心线、基础标高、预埋件的数量、规格、位置及标高等符合图纸设计要求。
(2)复查基础中心线。在机组纵向中心线两端安装钢丝支架,拉钢丝核对土建给定的纵、横向中心线,找出各轴承座的横向中心线。轴承座中心与交付基础中心线偏差≤1mm。
(3)根据图纸要求,安装轴承座底部调整螺栓的支撑垫板。
2.3 轴承座安装
(1)对轴承座进行渗油试验,应无渗漏现象。
(2)将地脚螺栓通过预埋套管拧入基础内预埋的螺母,直到旋到位为止,在露出基础的螺杆上安装聚苯乙烯密封环。
(3)将轴承座起吊,安装轴承座底部调整螺栓,在就位位置上方,使地脚螺栓对准轴承座上的螺孔,缓慢下落,至底部调整螺栓与垫板接触。轴承座四周立面靠近底面的部位的油漆,要打磨清理干净。分别就位各轴承座。
(4)依据地脚螺栓图纸测量各个地脚螺栓顶面至各轴承座中分面距离, 以便确认地脚螺栓已安装于正确位置,安装螺母,并在螺母上旋入拉伸螺栓。
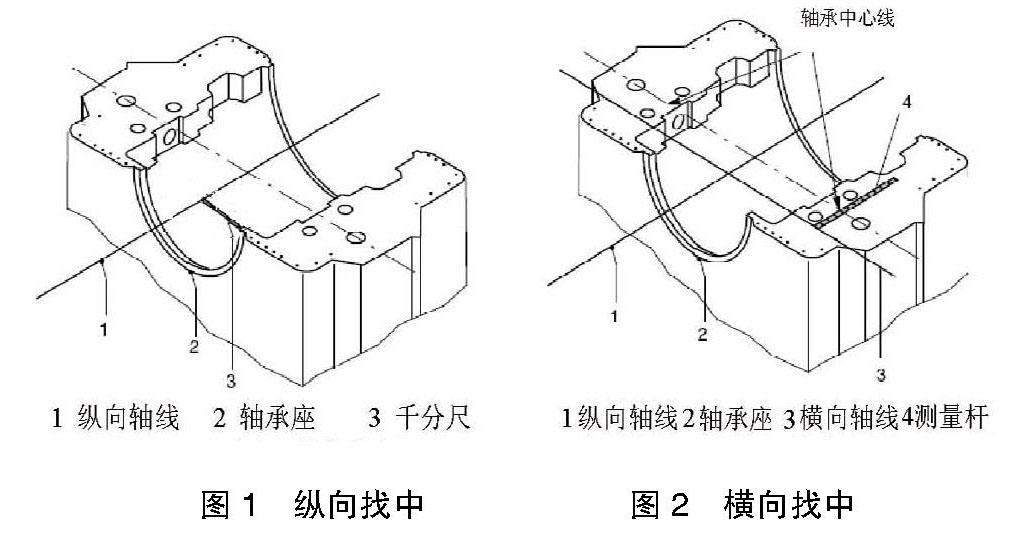
(5)轴承座纵横向找正。将钢丝一端固定另一端处悬挂配重,拉紧纵向以及各轴承座横向中心钢丝,校准钢丝中心, 对1号~4号轴承座进行找正。
在轴承座调端、电端油档洼窝处用内径千分尺测量与钢丝之间数值确定轴承座位置(如图1)。用测量杆或测量块进行横向找中,测量轴承中心线(预先在轴承座上划出)到代钢丝间的距离(如图2)。用千斤顶或基础与轴承座底部之间的支撑螺钉来移动轴承座到正确位置。为减小测量误差,要将代表轴线的钢丝振动、摆动减小到最低。用钢卷尺测量各轴承座之间的距离,满足图纸要求。
(6)轴承座找平。按照汽轮机轴系找中图中所示,以4号轴承座为标高基准零位。在靠近4号轴承座处装水准仪,以建筑提供的标高参考点为基准,确定4号轴承座标高。旋动调整螺钉,调整4号轴承座标高达到要求确定基准。然后以4号轴承座为基准,调整其他3个轴承座的标高及水平。质量要求:各轴承座的标高偏差≤0.15mm,轴承座纵(横)中心偏差≤0.10mm以内,轴承座间距误差控制在2mm内,轴承座横向、纵向水平度偏差≤0.10mm/m。
(7)轴承座固定。1)找正完毕后,按图纸要求的方法和力矩拧紧地脚螺栓,以确保锁合力,同时拧紧过程中要随时检查,如有必要修正轴承座中心,包括高度、纵横向轴线及其他尺寸和距离。 2)按图纸要求程序、力矩进行轴承座灌浆前的紧固,紧固后再次检查测量,确保标高、水平和纵横中心以及各轴承座间距的准确。
2.4 轴承座二次灌浆
轴承座找正完毕后,清理二次灌浆部分的混凝土基础,保证表面干净无油污及杂物,检查密封环是否将地脚螺栓孔封堵严密。对轴承座周围进行浇灌的部位进行支模,模板与基础间及模板转角处用胶带密封,以防注入的灌浆料泄漏。灌浆时为避免形成气孔、脱空,须确保泥浆从一侧进入。无收缩性砂浆灌浆料与水的配比、环境温度、养护等要严格按照厂家的说明书要求执行。
2.5 轴承座螺栓终紧
待灌浆层强度达到设计要求后,用规定的力矩以十字对称方式紧固地脚螺栓。第一步,用规定力矩的10%初紧,方向为十字对称形式;第二步,用规定力矩的75%紧固,方向为逐个逆时针形式;第三步,用规定力矩的100%最后紧固,方向为逐个逆时针形式。
至此轴承座安装工作完成,轴承座安装为此类型机组施工的第一步。通过本施工方法的应用,为汽缸安装提供了保证,缩短了轴系找中心的调整时间,为机组稳定运行打下了基础。
