水性聚乙烯亚胺锚固剂在挤出复合中的应用研究
2021-03-10梁艳艳黄汉雄
梁艳艳 黄汉雄
(1.华南理工大学,机械与汽车工程学院;2.江门市辉隆塑料机械有限公司)
1. 引言
挤出复合是指采用树脂熔体作为粘结层的一种多层膜复合方法[1-3]。其中挤出的树脂不仅起到层间粘结作用,还可作为功能层,如热封层。
相应地,与采用胶粘剂粘接的干式复合相比,挤出复合制备的多层复合膜的层间剥离强度较低[4,5]。为了满足复合膜对层间剥离强度的要求,工业上通常采用少量的胶粘剂辅助聚合物熔体对基材进行粘结,并将这些胶粘剂称为底涂剂[6,7]。
挤出复合常用的底涂剂主要有:有机钛类、聚乙烯亚胺类、聚丁二烯类、聚氨酯类。
有机钛类底涂剂主要为烷基钛酸酯,遇水易分解,采用含水量很低或不含水的溶剂稀释。
聚氨酯类底涂剂采用醋酸乙酯为溶剂,溶剂挥发性高。
聚丁二烯类底涂剂的性能较好,但品种较少。
聚乙烯亚胺为水溶性大分子,可采用少量低分子醇(甲醇或乙醇)与水混合作为溶剂稀释,且复合过程中几乎不发生化学变化,性质稳定。
因此,基于聚乙烯亚胺类底涂剂的挤出复合生产线生产过程绿色环保,所制得的复合膜卫生性好。然而,前人研究发现,聚乙烯亚胺类底涂剂的耐水耐油性差,剥离强度较低(BOPP20μ m/AC/LDPE20μ m 的剥离强度为1 N/15 mm),限制了亚胺类底涂剂的应用。
本文主要针对水性聚乙烯亚胺类底涂剂在挤出复合生产线上的应用进行研究,以期通过设备、工艺、材料三者的结合,获得具备剥离强度高、卫生性好的复合膜制品。
2. 实验部分
2.1 实验材料
双向拉伸聚对苯二甲酸乙二醇酯(BOPET)薄膜、双向拉伸聚丙烯(BOPP)薄膜、双向拉伸聚酰胺(BOPA)薄膜、镀铝聚对苯二甲酸乙二醇酯(VMPET)薄膜、吹塑成型聚乙烯(IPE)薄膜,市售;挤出用聚乙烯(exPE),新加坡聚烯烃公司,熔体流动速率3.5 g/10 min(190℃/2.16 kg);聚乙烯亚胺类底涂剂(AC 剂),A182,江门市顿欧技术有限公司;乙醇,工业级;去离子水,自制。
2.2 样品制备
样品结构:基材/AC/exPE30μ、基材/exPE30μ、BOPET/AC/exPE15μ/VMPET/AC/exPE15μ/IPE。挤出复合生产线采用单头共挤(一个模头两台挤出机)的标准配置,工艺流程为:放卷-极化处理-涂布聚乙烯亚胺底涂剂-挤出(接入夹层二放+电晕处理)-切边-(测厚+污点检测)-收卷。
2.3 仪器与表征
1)拉力机——广东越联仪器有限公司,将样品裁成15 mm 宽样条,以300 mm/min 的速率进行剥离强度测试。
2)挤出复合生产线——江门市辉隆塑料机械有限公司,无粘合剂食品药品包装用单联共挤挤出复合生产线。
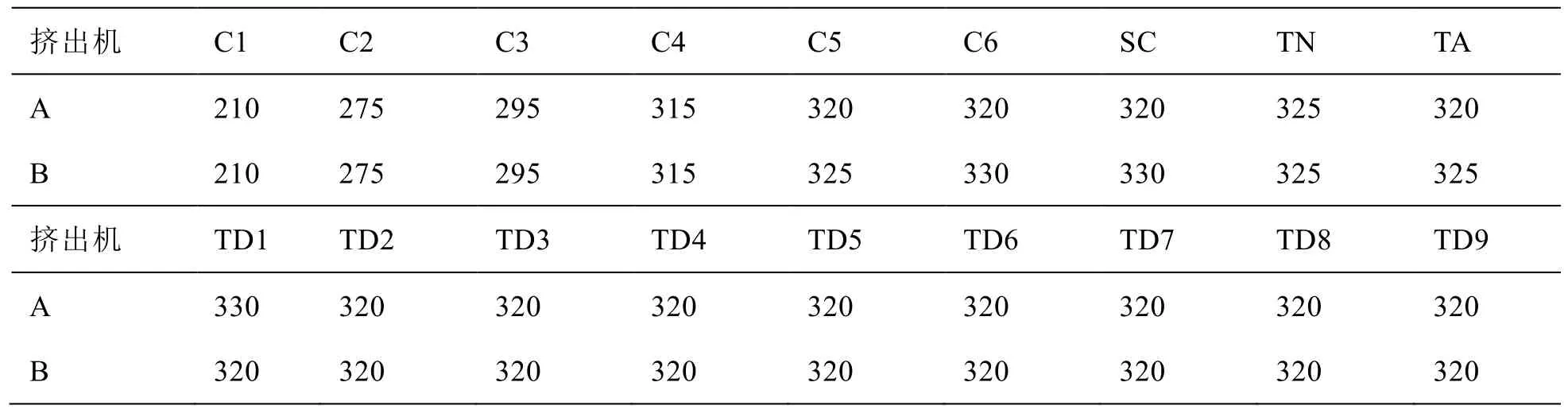
表1 挤出机各段温度以及模头部位的温度设置 单位:℃Table 1 The temperature of extruder and T-die during extrusion (℃)
3. 结果与讨论
3.1 基材对挤出复合强度的影响
一般地,基材种类对多层复合膜的层间粘合强度影响较大[8]。本文选择软包装常用基材进行研究,包括非极性的BOPP 基材和极性的BOPET、BOPA 基材,结果见表2。
从表2 中可以看出,无AC 剂时,BOPP/exPE复合膜的剥离强度为 0.45 N/15 mm,BOPET/exPE、BOPA/exPE 复合膜的剥离强度分别为1.30 N/15 mm 和1.77 N/15 mm。
其原因在于,复合膜的粘结强度与挤出PE和基材表面形成的界面结构有关。一般地,两种物质粘合的重要条件是浸润,润湿的程度越高,粘合物在被粘物表面上铺展的越宽广,粘合的强度越高。

图1 无粘合剂食品药品包装用单联共挤挤出复合生产线Fig. 1 Picture of extrusion laminating production line for food and medicine
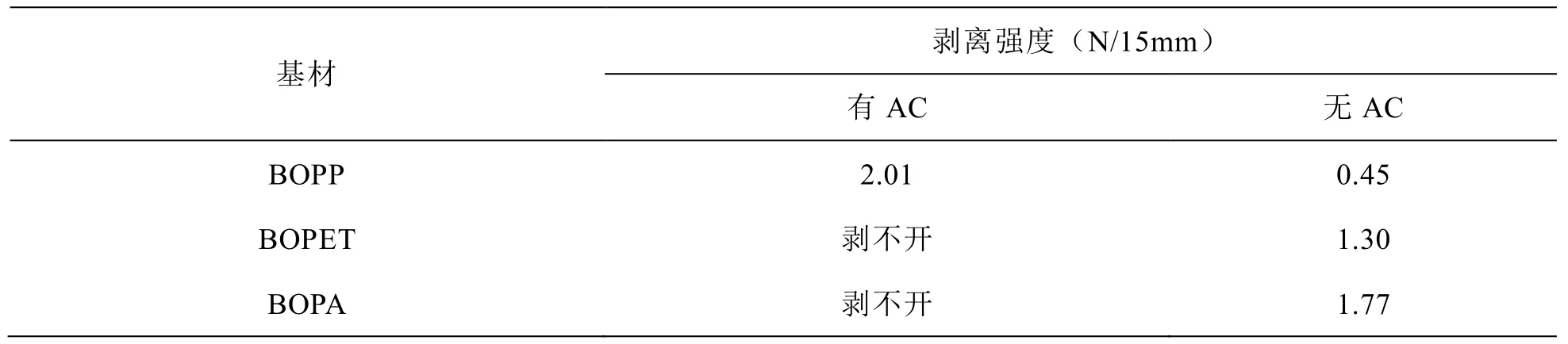
表2 不同基材以及有无AC 剂时基材/(AC 或无)/exPE 的剥离强度Table 2 Peeling strength of base films/(AC or no)/exPE films based on different kinds of base film
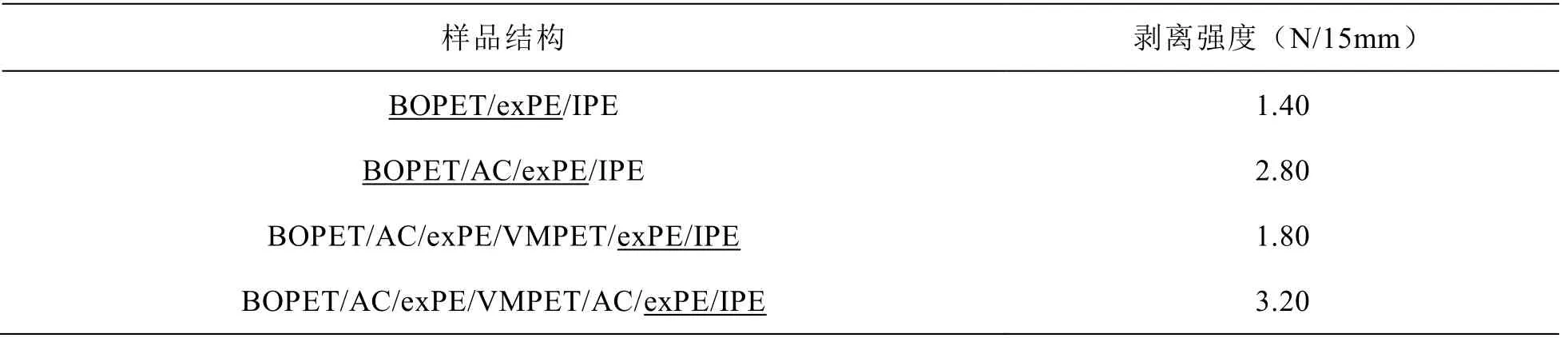
表3 多层复合膜的剥离强度Table 3 Peel strength of lamination films
因此,BOPET 和BOPA 的表面张力较大,利于exPE 的铺展,因此BOPET/ exPE 和BOPA/exPE的剥离强度较BOPP/exPE 高。当基材表面涂覆了AC 剂后,BOPP/AC/exPE 的剥离强度为2.01N/15 mm,是BOPP/exPE 复合膜剥离强度的4.5 倍,表明AC 剂大大提高了复合膜的剥离强度。类似地,BOPET/AC/exPE 和BOPA/AC/exPE 复合膜样品均未能剥开,同样表明涂覆于 BOPET 和BOPA 基材膜上的AC 剂能够显著提高复合膜的剥离强度。也即,AC 剂对BOPP、BOPET、BOPA基材均表现出了促进粘结的作用。
出现这种现象的原因可能在于,聚乙烯亚胺类AC 剂在基材表面的涂覆,一方面提高了exPE熔体膜在基材上的浸润能力,另一方面起到了类似于铆钉的作用[9,10]。
3.2 AC 剂对多层复合膜剥离强度的影响
为了进一步研究聚乙烯亚胺类AC 剂对多层复合膜剥离强度的影响,以BOPET 膜为表层,吹膜PE(IPE)为内层制备多层复合膜,结果见表3。以exPE 为粘接材料制备BOPET/exPE/IPE三层复合膜,BOPET/exPE 的剥离强度为 1.40 N/15 mm。以AC 剂和exPE 为粘接材料,BOPET/AC/exPE/IPE 复合膜中BOPET/AC/exPE 的剥离强度为2.80 N/15 mm。也即,涂布AC 剂后,复合膜的剥离强度提高了1 倍。此结果表明,制备含有两种基材的“三明治”结构时,AC 剂的涂布仍能够提高复合膜的剥离强度,但提高幅度较单层基材低。其原因在于,不同种类材料的耐热性和刚性不同,因而复合后产生的收缩应力不同,从而降低复合膜的层间剥离强度。
BOPET/VMPET/IPE 为软包装中常见的高阻隔结构,其阻隔性好、价格低获得广泛关注[11-14]。然而,BOPET/VMPET 与IPE 的复合通常需借助干式复合实现,挤出复合难以满足内层剥离强度大于2.5 N/15 mm 的强度要求。采用最新研发生产的无粘合剂食品药品挤出复合生产线[15],借助导能装置,BOPET/AC/exPE/VMPET/ exPE/IPE复合膜中exPE/IPE 的剥离强度为1.80 N/15 mm,已接近《药品包装用复合膜(通则)》关于内层剥离强度的要求。当BOPET/AC/exPE/ VMPET 表面涂覆AC 剂后,BOPET/AC/exPE/VMPET/AC/exPE/IPE 复合膜中exPE/IPE 的剥离强度可达到3.20 N/15 mm,完全满足食品药品高阻隔薄膜的内层剥离强度要求。产生这种效果的原因与上述单层基材的类似,AC 剂能够提高挤出熔体膜的铺展能力以及起到类似于铆钉的作用。
4. 结语
聚乙烯亚胺类 AC 剂可以促进 BOPP、BOPET、BOPA 与挤出PE 熔体膜之间的粘结,且促进作用较强。BOPP 基材在涂布AC 剂后,BOPP/AC/exPE 的剥离强度为BOPP/exPE 的4.5倍。含有两种基材(表层BOPET 和热封层IPE)的复合膜,AC 剂的涂布同样可以提高复合膜的层间粘合强度。BOPET/AC/exPE/IPE 复合膜,AC剂的涂布可使BOPET/exPE 的剥离强度提高1倍,提高幅度较单层基材小。借助于AC 剂,高阻隔结构BOPET/AC/exPE/VMPET/AC/exPE/IPE仅依靠挤出复合,内层剥离强度可达到3.20 N/15 mm,完全满足食品药品包装的常规应用。
