悬链式交联中大截面导体的连接器技术与应用
2014-09-28侯日桐柳尧裕赵先锋刘华军盛金伟
侯日桐, 柳尧裕, 赵先锋, 刘华军, 盛金伟
(远东电缆有限公司,江苏宜兴214257)
0 引言
悬链式交联生产线需要实现长时间、连续不间断的生产作业。在具体生产过程中,因受到前一道工序导体加工收线用线盘的结构尺寸及导体重量的限制,交联生产过程中往往出现每盘导体都需要接续。为确保生产连续,必须在两根相同截面或不同截面的导体之间做牢固可靠的接续。
传统的现场作业接续方式是导体间焊接或导体之间压接。导体焊接接续工艺所需时间较长,焊接以后还需将焊接部位打磨圆整光滑,并且在保证连接强度的前提下,焊接处作业点导体外径才能顺利通过后道工序的交联机模具。导体压接接续工艺需要先将导体每个股块外层剥离,接着将其合并,插入压接管中压接,以保证压接后作业点外径不超过导体外径,然后将剥离后的外层铜(铝)丝端头裸露部分焊接固定并打磨圆整光滑,使其能顺利通过后道工序交联机模具,因此需要很长的现场作业时间。
此外,采用传统导体连接方式接续工艺(焊接、固定压接等方式)连接,都是固定连接。当导体通过旋转牵引时容易引起导体绞线结构变形而导致松股,使导体进入机头前凸起、错位而卡模停机,造成巨大损失。传统连接方式接续工艺在开始生产大截面导体时也进行过多次试验,但成功率很低,结果都造成停机而重新开机,无法达到连续生产的目的。
本文介绍了悬链式连续硫化生产线中大截面导体连接器技术,它能有效克服传统连接方式的缺点。
1 导体连接件选择
1.1 导体连接件的型式
导体与导体之间的连接件,既可以保证两根导体相对转动,又能够使两根导体相对固定的旋转活接头,做到导体连接件两端导线根据需要分别或同时旋转。这不仅能有效避免因上牵引旋转而造成连接处导线松股、错位,导致不能通过挤出机头而卡模停机,而且又通过使连接件固定连接保证两根导体同步旋转,避免因上下牵引旋转不同步而造成两根导体相对旋转,使交联电缆线芯受到损伤。
在导体放线时前后两根导体需要一定的相对转动,其目的是保证导体不会因上牵引旋转引起绞线松股、错位,从而造成导体通过挤出机机头时卡模停机;当导体出上牵引后,立即使前后两根导线呈固定连接,因为正常生产时悬链式生产线的前后旋转速度不同,下牵引速度要比上牵引速度快;根据不同产品设定不同的速度差值,导体之间需要固定,以传递工艺需要的扭转,否则会使交联线芯绝缘损伤。
1.2 导体连接件的组成
用于交联电缆悬链式连续硫化生产线的导体连接件分为:2个导体压接体(图1)、1个中间连接体(图2、图3)、2个防转固定销(图4),组成一个完整的导体连接件(图5)。

图1 导体压接体
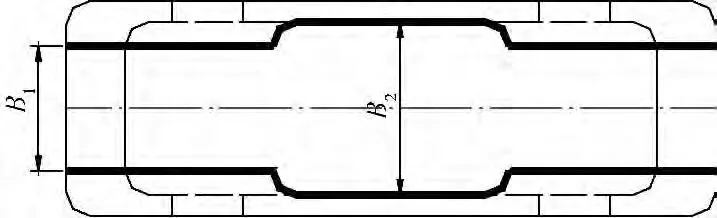
图2 中间连接体

图3 中间连接体剖面图

图4 防转定位销
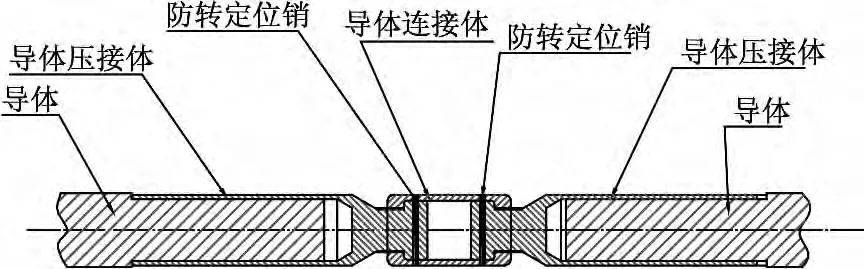
图5 导体连接器装配图
1.3 导体连接件的结构尺寸
导体压接体确定:根据导体截面的大小及导体的结构尺寸,将分割导体股线剥掉外层后,合并成圆形尺寸确定导体压接体的内径d,根据导体外径确定导体压接体的外径D;根据生产拉力,通过力学计算导体压接体颈部外径d1、凸台直径d3,为保证导体接续牢固可靠,将导体压接体内孔加工为细螺纹状,以承受更大的拉力。
中间连接体确定:根据导体直径的大小确定中间连接体的外径D1,根据导体压接体颈部尺寸确定中间连接体两端内径d4;根据导体压接体凸台尺寸确定中间连接体中间内径d5;为安装防转固定销,在两端钻不小于防转固定销大头直径的孔d6;为连接到两个导体压接体之间,需将中间连接体一侧割开宽度不小于导体压接体颈部外径d1、不大于导体压接体凸台直径d3的槽B1,B1槽的中间铣开宽度不小于导体压接体凸台直径d3的槽B2。
防转固定销确定:为防止接头旋转,同时为便于操作,采用锥形防转固定销,通过力学计算直径d7;为便于操作将固定销设计为锥形销,大头直径d8。
2 导体连接件的接续操作
2.1 导线连接件制作
在分割导体成缆后,将两端导体每股的外层铜(铝)丝剥掉,然后再将各股导体合并,将合并后的导体插入导体压接体中,用液压钳将导体与导体压接体固定牢固(图6),因液压模具为多边形,压接后保证导体与导体压接体之间不会产生旋转,压接需保证压接部分外径不大于导体外径;为保证导体不会松散,将剪断的每股导体外层铜(铝)丝漏在外面的部分焊接固定,然后将表面打磨圆整光滑(图7);用半导电尼龙带包好。

图6 压接导体压接体

图7 焊接外层铜(铝)丝
2.2 导体连接器的生产应用
当悬链式连续硫化交联生产线放线时,两根导体端头的导体压接体用中间连接体连接,其中一端插好防转固定销,连接好的部分用胶带缠牢,保证防转固定销不会脱落,另一端固定销暂时不插入,保证两根导体可以相对自由转动;当接头通过上旋转牵引后,立即对准销孔,将另一端防转固定销插入,并用胶带缠牢,保证两根导体同步旋转。此时完成两根导体之间的接续。待线芯到收线位置时分段,达到连续生产的目的。
3 结束语
悬链式连续硫化中交联电缆的导体连接件技术已经在本公司通过多次验证,分别在800 mm2、1000 mm2、1200 mm2、1600 mm2、2000 mm2、2500 mm2等铜铝导体及相应的110 kV、220 kV、500 kV交联电缆三层共挤生产中得到验证,成功率100%,完全能够达到导体连接的要求,保证了可靠的连续生产。
