延伸率对PS版基铝带材二肋浪的影响分析
2021-03-08林潇丽吴圆丽
林潇丽,吴圆丽
(福建船政交通职业学院,福建 福州 350007)
经济的高速发展,我们在发展家用电器、包装容器、装饰材料、印刷等行业中高精度铝板带材的应用越来越广泛,为此对这种带材的生产质量也有了更加严格的要求标准。尤其是当前用量较大的高精度铝板带材,如PS版基,这种带材在轧制生产中应用到了多种板形控制技术,仅仅依靠高精度铝板材在轧制中板形规格控制,已不能达到成品较高平直度的要求,所以在高精度铝板材完成轧制时,要增加一个环节即拉伸弯曲矫直,这一步骤增加提高了产品的合格率,逐步在各生产厂家进行推广。
1 “二肋浪”板形缺陷
板形指板带材平直度的好坏,在铝箔轧制过程中实际就是指浪形,旁曲或旁弯的有无及程度,即有无边浪、中浪、二肋浪、局部浪等缺陷。
板、带材的平直度,决定于延伸率沿宽度方向是否相等。若边部延伸率大,则产生边浪;中部延伸大,则产生中浪。二肋浪产生于板带轧制中心线与边部且距边部一定距离的一种特殊板形缺陷,位置分布因板带宽度而异,主要集中于板宽的两腰之间,形如人体的两肋形状,故称“二肋浪”。铝板、带材轧制过程中,各道次都有可能出现二肋浪,它出现的部位是在带材宽度方向的f/4处,两边基本对称。因板带材质、宽度、厚度不同,所呈现的实物形态也各不相同,大致可分为:
(1)与板带纵向斜交叉呈正向或反向车胎齿痕迹波浪。
(2)沿轧制方向呈间断性窝状形态。
2 “二肋浪”缺陷产生原因及消除措施
铝板、带材轧制过程中,因带材二肋与边部的受力不同,从而导致二肋与边部的应变不同。二肋处的应变为一向压缩,一向延伸(纵向延伸),边部应变状态为一向压缩、两向延伸(纵向延伸和微小的宽向延伸),从而使边部过紧和二肋松[1]。
一般认为,板形缺陷的出现来源于板宽方向上各点纵向纤维的延伸不均。合理确定带材矫直所需的延伸率对板形的控制十分重要(如图1)。
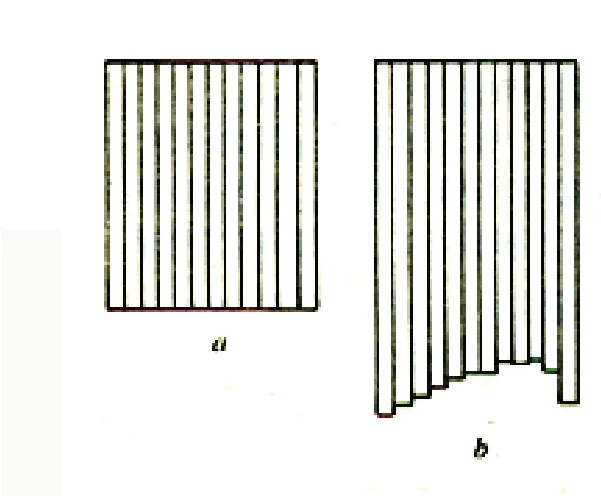
图1 纵向纤维的延伸示意图a—各小条延伸相同;b—各小条延伸不同
铝板的边部收紧同时也伴随着“二肋浪”缺陷,板形变形时二肋处出现了人字纹,“二肋浪”缺陷严重影响铝板材正常使用,加工过程中出现断带,使得铝板材产出率无法达到生产要求,所以是产生经济损失的一种恶性板形缺陷。
生产过程中常采用轧制力与弯曲辊的正确配合,即通过在拉伸过程中延伸率的投入,改变轧制张力的变化,此时弯曲辊给予的弯曲应力与张力辊给予的拉伸应力联合作用使带材整个厚度上所受的拉应力超过屈服极限,产生均匀的塑性变形,从而获得消除带材纵向长短纤维之间长度差,以达到矫平的目的。
3 板形和延伸率控制关系的建立
3.1 板形平直度
平直度常用的度量单位是I,其基本思路是将板带材在自然状态下平放在检查台上,板形波浪的最高处离开平台的最大距离即为浪高H,相邻两个波浪之间的同一形态质点之间的距离即为波长L,如图2经过换算计算,平直度计算公式(1)如下:
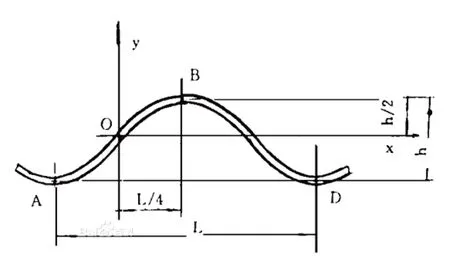
图2 波浪宽度图示

其物理意义是组成板带材邻近纤维的相对长度差[2]。
3.2 拉伸弯曲矫直设备中延伸率的应用
板形是衡量高精板带的重要指标,也是生产中最重要的质量问题之一,而“二肋浪”是板形缺陷中最常见的。PS版基铝带材是铝带材生产中的高精产品,其带材平直度要求很高。带材平直度不好,导致铝基板材的电解砂大小不一,基板阳极氧化膜的厚度存在一定差异,板材成膜困难,同时对PS版的耐腐蚀性、硬度、强度造成影响;例如板材弯曲存在较大的波浪,电极板、铝基板极容易发生短路,所以要对板材弯曲波浪度进行有效控制,规定标准为1 mm以下。通常PS版基带材的平直度控制在5I上下,平直度在1~2I以内为高级PS版基带材,所以板材经过冷轧处理后,可通过拉伸校正,使铝基板材的平直度达到标准要求[3]。
生产中主要采用拉伸弯曲矫直机进行带材矫直,其实质是带材经拉伸弯曲矫直处理时,由于拉应力与弯曲应力的叠加作用,中性层向一边移动,产生延伸[4]。但在实际生产时,若来料存在缺陷或者残余应力,会导致板形缺陷无法通过矫直消除。近年来引进了铝材纯拉伸矫直机,采用国内首创的纯拉伸技术,利用膨胀辊原理,铝带材经纯拉伸矫直机整平后,其平直度效果优于常规拉弯矫直机,平整度可小于5I,是高精铝板带中的精品[5]。
根据带材拉伸弯曲矫直的原理是依照铝板材料的延展性对其进行矫直。在应用过程中,评定铝基板材的缺陷程度要先知晓矫直的延伸率,得到平直度。若所设置的带材延伸率不够,则完成矫直的带材的平直度不可控,设备负荷量与延伸率是正相关的关系。另外过大的延伸率直接影响板材矫直设备性能。所以,确定好带材拉伸的矫直率可有效提高带材生产质量。
3.3 延伸率的控制措施
对于轧制后波浪度过大的带材,如果试图用很高的延伸率去矫直,矫平后的残余板形缺陷使带材的平直度很难均匀地保证在3I甚至5I以内,另一方面过高的延伸率又会给带材的表面质量、材料的机械性能等带来一定的负面影响,甚至造成矫平后无法达到产品的性能要求。
在拉伸弯曲矫直过程中,必须保持延伸率的稳定。延伸率波动过大,难以保证带材的矫平效果,因此,必须将延伸率精度控制在一定范围。
4 延伸率对铝板带材二肋浪的影响实验
本实验试样取自企业生产中的PS版基(合金系列为1050H18系),通过控制板形辊对PS带材实施一定的延伸率来控制板形二肋浪,达到消除缺陷的目的。从不同卷PS带材中取8个试样作为对象进行研究。其中:试样1~4、6~8(厚度:0.27mm,宽度:1070mm),试样5(厚度:0.24mm,宽度:1070mm)。
4.1 不同设备生产带材板形比较
取试样1采用普通拉伸弯曲矫直机进行带材矫直,试样2采用纯拉伸矫直机矫直,然后进行数据测量如表1所示:

表1 不同设备带材板形参数对比
通过表一可以看出,试样1是在普通拉伸弯曲矫直机拉矫生产后,板形有所改善,操作侧二肋浪H=1.96、L=200,但仍是不良板形,二肋浪波高超标。试样2经过纯拉伸矫直机处理后,板形操作侧二肋浪H=1.00 L=500,这种板形完全满足PS版基要求。通过这一数据分析能说明,在PS板带材成品规格相同的情况下,纯拉伸矫直机的矫直板形的能力比普通拉弯矫直机强,主要原因在于纯拉伸设备中带材经多级(次)拉伸,使每级拉伸间的横向收缩较小,带材外层弯曲塑性变形对称,没有盘绕引起的残余变形,使得板形二肋浪在很大程度上得到了消除或改善。
4.2 不同延伸率对板形的影响比较
对波高在3.5~6.0之间的相同的来料规格PS版基采取不同延伸率进行纯拉伸矫直,获得板形参数如表2所示:
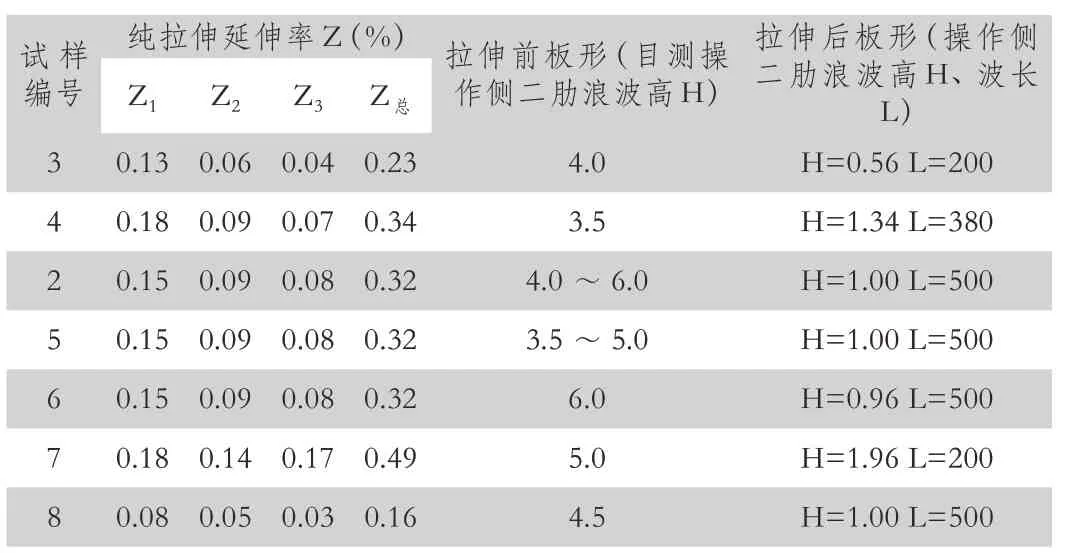
表2 不同延伸率板形参数对比
通过分析可知,经过纯拉伸生产的PS版基,虽然来料板形的波高都是在3.5mm~6.0mm,但是其质量都超过要求的规格。经过纯拉伸后其波高均可将不良板形控制在一定的范围内,符合PS版基行业标准的要求。此外,延伸率参数设置不同,获得的板形波高存在差异。试样3经过延伸率Z1=0.13%、Z2=0.06%、Z3=0.04%的控制下,板形二肋浪波高由原来4.0降至0.56,浪高得到了明显的改善。随着延伸率增大到0.34,试样4板形二肋浪波高由原来3.5降至1.34,板形浪高的控制下降。当试样7的纯拉伸延伸率增大到0.49,拉伸后板形二肋浪波高为1.96,大大超出要求。而试样8的延伸率降低到0.16,板形二肋浪波高由4.5降到1.00,波高改善不如试样3明显。说明延伸率的大小能够明显地影响着板形的好坏,太大或太小均对板形控制不利,因此纯拉伸的延伸率控制在一定范围内才能保证PS版基的板形,多次的实验证明,纯拉伸的延伸率控制在0.1%-0.35%之间能够获得较为理想的PS版基。
5 结语
铝板带材在轧制过程中不可避免地会产生板形缺陷,轧制后进行拉伸弯曲矫直以提高铝板带材的平直度已是必备的过程。本文分析认为在延伸率的作用下,通过拉伸弯曲矫直能有效地提高铝板带材的平直度,特别是通过纯拉伸型矫直机矫直的PS版基带材表面质量高、平直度高,带材内应力小且分布均匀,有效减少了板形二肋浪以及其他缺陷的产生,在其延伸率的正确控制范围之内做出的带材,其板形都会有明显的改善,波高会明显下降,波长增加,最终达到合格板形的评定范围。