车身缩孔返修工时优化研究*
2021-03-05闫俊杰
闫俊杰
车身缩孔返修工时优化研究*
闫俊杰
(山西机电职业技术学院汽车工程系,山西 长治 046000)
车身缩孔是汽车车身涂装过程中非常容易形成的一种漆面缺陷[1],如果不对这种缺陷进行处理,会严重影响汽车外形美观,从而不利于汽车销售,为了杜绝这种现象发生,需要对有缩孔缺陷的车身漆面进行返修,在对某车厂的涂装返修车间进行调研时发现,涂装返修工艺存在耗时过长、效率不高的现象。针对这种现象,文章就如何缩短车身缩孔返修工时进行了研究。
缩孔;涂装;工时;返修
前言
随着汽车技术的不断发展,消费者对汽车的要求不断提升,从节能型、动力型,到今天的智能型、优质服务型,与此同时,顾客对汽车的外观也提出了更高的要求,他们不仅要求汽车的外形符合自己的审美,也对汽车车身上的瑕疵给予了非常低的容忍度[2]。从人力成本和喷漆质量两方面考量,再基于现在机器人技术的发展,大部分汽车工厂采用机器人自动喷漆技术,在这个过程中,由于各种各样的原因会造成各种漆面缺陷,需要喷涂返修工进行返修[3]。而基于企业用工成本及市场效率的角度分析,返修工时应当尽量缩短,以满足产线需求。然而在某车厂的实地调研中发现,车身缩孔返修存在耗时量大、效率低下的现象,为了研究产生这种现象的原因,从根本上解决问题,本文从影响返修工时的各个环节调查研究,寻找缩短返修工时的方法。
1 车身缩孔产生机理
车身涂装过程中产生缩孔的原因有很多,主要是在前处理环节中车身有油脂污点或灰尘[4],在电泳及喷漆过程中,这些油脂污点或灰尘会影响电镀过程中电解基层的附着力,在喷漆过程中油脂和灰尘的存在会造成喷色漆和清漆时杂志附近产生张力变化,从而在杂质附近形成一个略微凸起或凹陷的小孔[5],事实上,在车身漆面的返修过程中,大部分漆面缺陷都是缩孔。
2 缩孔返修现状
为了更详尽地了解现今涂装返修的现状,笔者在某车厂涂装返修车间进行了为期两个月的跟踪调研,以下是四、五月份进入涂装返修车间的车辆各种漆面缺陷的统计图。
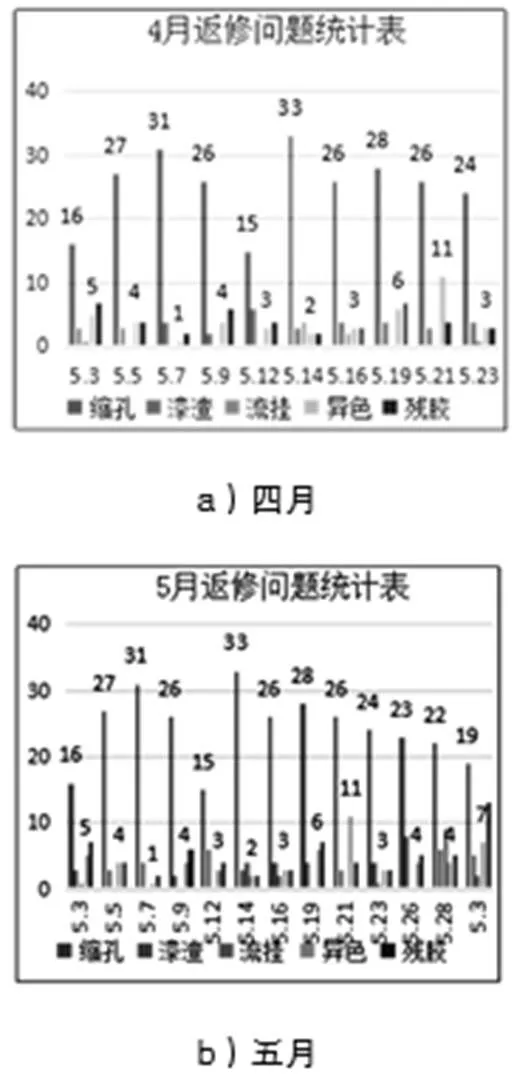
图1 四、五月份返修问题统计表
从图1中可以发现,通过两个月中各种需返修缺陷的对比,缩孔缺陷在所有缺陷总量中占据极大的比例,因而缩孔缺陷的返修工时对涂装返修车间的返修效率能够产生非常大的影响。图2是四个返修车间每日返修总工时的统计图,从图中可以发现,有很多天的返修工时都处于超标(42h)状况,使得工厂单车生产工时大大延长,不利于高效生产。
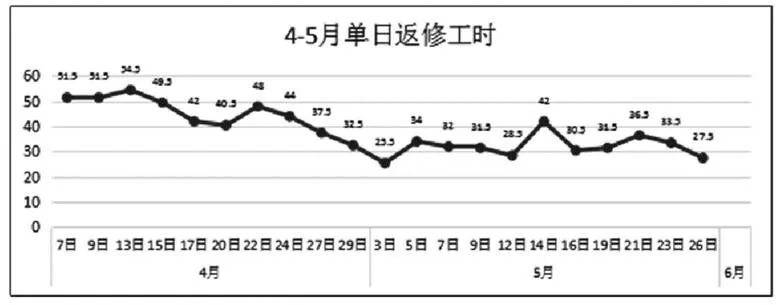
图2 四、五月四个返修间单日返修总工时统计
3 返修工时影响因素研究
通过对某厂涂装返修车间的工位和工艺过程了解,将涂装返修车间的工位图简化为图3所示,如图显示,整个返修流程共有6个返修工位,小修1、小修2、小修3、小修4、大修1、大修2,限于研究条件,本次调研集中在四个小修车间。小修1、小修2车间每人负责一个小修室,小修3、小修4车间每人负责两个小修室。
为了使得研究素材能够全面覆盖影响返修工时的各个方面,本次研究从人、机、料、法、环五个角度出发,统筹考量返修工时的各个因素。
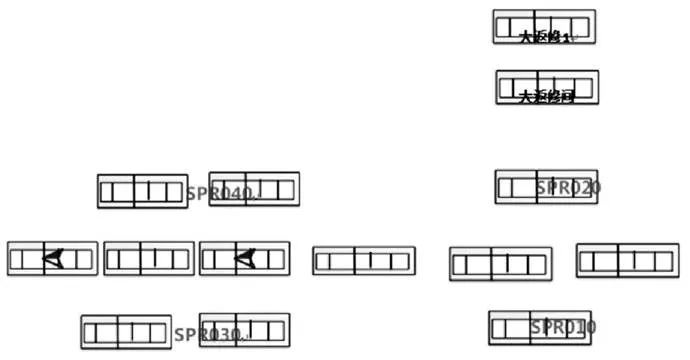
图3 涂装返修车间工位图
3.1 员工因素
漆面返修是一项技术含量较高的工作,理论上讲,若是一个非熟练工进行漆面返修,必定会对返修工时产生影响,针对这种情况,笔者对小修室四位师傅的返修资历和技能进行调研,发现四位师傅返修工龄有3人8年以上工龄,1人有3年以上工龄;通过对返修人员进行操作过程按照操作手册和操作流程进行核查,并未发现不按操作规程操作现象,且员工操作技能娴熟、作业过程无迟缓现象,因此排除因员工技能不足因素。
3.2 工具因素
返修间的返修工具很多,包括砂纸、打磨机、磨抛机、热风枪、喷漆枪等等,若是工具因各种原因产生损坏或损伤,导致使用效果不佳,也可能影响返修效率,像砂纸、泡沫夹等工具由于是消耗性用品,通常会不断更换新品,因此不会出现问题,而打磨机、磨抛机、热风枪、喷漆枪由于是机械或电动设备,又相对较为精密,若是有老化现象而勉强使用,也有可能造成返修工时延长。因此需要对返修间内的返修工具进行检查,为了真实感受返修工具的使用性能,笔者亲自对四个返修工位的工具进行了检验,发现所有返修工具都能良好使用,排除了工具损伤因素。
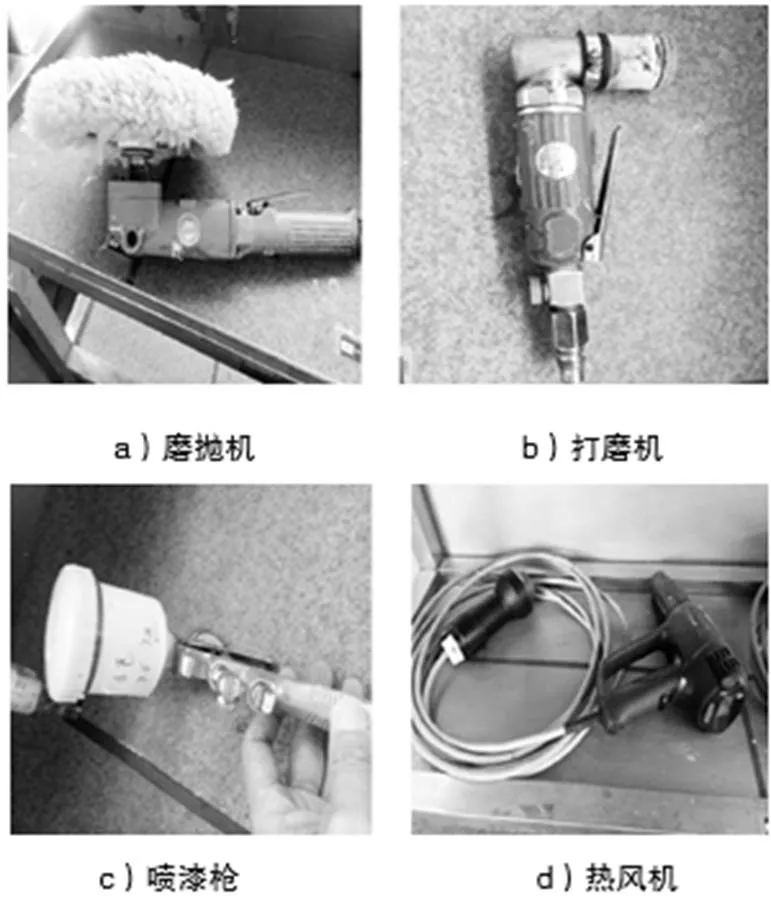
图4 返修工具
3.3 物料因素
在返修过程中,有很多消耗品要使用,例如美纹胶带纸、车门缓冲快、抛光机海绵盘、接口水、清漆、色漆等,在进行缩孔缺陷修补的过程中,需使用到大量各种物料,毫无疑问,在修补过程中,到某一步骤时缺乏物料,会极大地延长单次修复时间,从而不利于高效修补。为了研究这个因素对整个返修工时的影响,对四个返修工位的物料使用情况进行为期一周的跟踪考察,结果发现每天上班前,班组长都会对各个工位的物料情况进行检查,确保足够一天返修使用,在整个一周的观察中,没有发现员工因物料不足暂停检修现象发生,因此排除了物料不足的因素。
3.4 工艺因素
通过对现场缩孔缺陷返修工艺的观察,发现单个缩孔缺陷的返修工时大概为33分钟左右。通过对各中缺陷修复的工艺流程发现,基本所有缺陷的返修工艺基本相同,这种方式大大降低了对员工技能的要求,从流水线的角度似乎体现了提升熟练度的高效原则,然而事实上,有些缺陷较难修复,因此需要步骤繁多的工艺才能使得缺陷得以完美修复,而缩孔缺陷问题点很小,根本无需采用如此复杂的工艺进行修复,又兼缩孔缺陷占所有缺陷的比例很高,若能降低单次缩孔缺陷的返修时间,必能对整个返修车间的返修工时产生极大的影响。
想要研究如何缩短单次缩孔缺陷返修工时,需先对原来的返修工艺进行研究,图5为原来缩孔缺陷的返修工艺流程图。
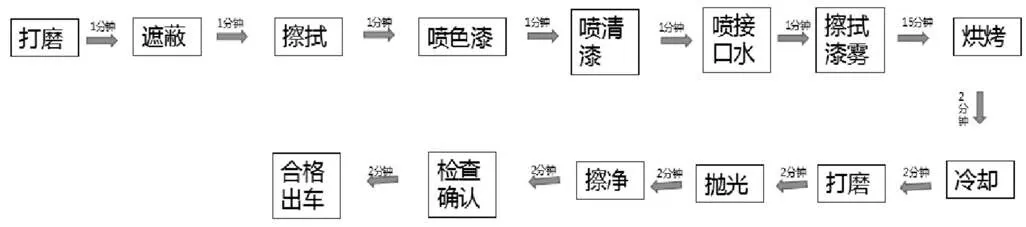
图5 改进前工艺流程图
仔细研究缩孔缺陷的返修过程,发现在打磨之后,缺陷位置仅仅留下一个非常小的点,这种情况下,完全无需进行大面积的喷色漆、清漆、接口水,只需在缺陷部位用工具点一小点清漆,在最后处理掉多余的漆面凸起即可,而且,也是由于漆面缺陷面积小,无需用烤灯进行大面积烘烤,只需用热风枪进行局部加热,就能达成烘干目的,且大大降低了烘干时间,在这种思路下,将缩孔缺陷的修复工艺简化成了图6所示。
改进工艺后单次返修时间由原来的33分钟降到18分钟,大大降低了单次返修工时,且返修效果符合规定,有效提高了返修效率。
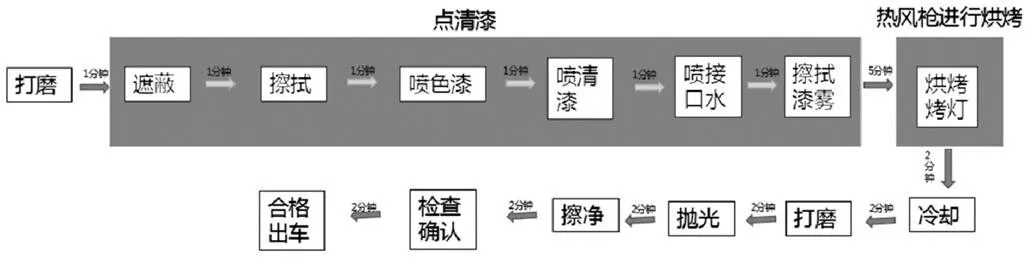
图6 改进后工艺流程图
3.5 布置因素
这次调研中,在对四个工位员工的工作情况进行观察时发现了一个现象,小修3、小修4的员工大部分时间处于工作状态,而小修1、小修2的员工经常因工位上的车辆处于烘烤状态而无事可做,发现了这个现象后,笔者对四个返修工位两个月的总返修车辆数进行了统计,统计结果如图7所示。

图7 四、五月份各小修工位返修车辆统计
经过观察发现,修1、小修2暂停工作是由于用烤灯烘干缺陷部位时不能让下个带缺陷车辆进入工位,这很大程度上影响了用工效率,针对这种现象,制定了新的工位制度,将小修1、小修2两个工位合并,多出来的员工到大修工位进行小问题快修,经过一周的统计对比,人工出车率提升将近20%,效率提升显著。
4 结论
综上所述,车身缩孔返修工时对汽车涂装返修车间的单日出车率有很大影响,经过对整个返修工艺流程和影响因素的判断研究,发现针对缩孔返修工艺流程的改进和返修工位的调整能够极大地缩短车身缩孔返修工时,进而影响涂装返修车间工作效率,为企业创造更多效益。
[1] 陈纪民.汽车涂装技术[M].人民交通出版社,2009.
[2] 王锡春.新汽车涂装技术[M].机械工业出版社,1998.
[3] 刘金华.汽车钣金与喷漆[M].北京理工大学出版社,2010.
[4] 刘登良.汽车涂料工艺[M].化学工业出版社,2010.
[5] 周长庚,李贞芳.汽车涂装技术[M].科学出版社,2007.
Research on Optimization of Rework Time for Car Body Shrinkage*
Yan Junjie
(Shanxi Institute of Mechanical and Electrical Engineering, Shanxi Changzhi 046000)
Car body shrinkage is a kind of paint surface defect that is very easy to form in the car body painting process[1]. If this defect is not treated, it will seriously affect the appearance of the car, which is not conducive to car sales. In order to prevent this phenomenon, it is necessary to correct The car body paint surface with shrinkage defects was reworked. When investigating the paint rework workshop of a car factory, it was found that the paint rework process was too time-consuming and inefficient. In response to this phenomenon, this article has conducted research on how to shorten the rework time for body shrinkage.
Shrinkage; Painting; Working hours; Repair
10.16638/j.cnki.1671-7988.2021.04.036
U445.58+5
B
1671-7988(2021)04-119-03
U445.58+5
B
1671-7988(2021)04-119-03
闫俊杰(1990-),男,就职于山西机电职业技术学院汽车工程系,从事汽车电控系统研究。
山西省教育科学“十三五”规划2018年度规划基金项目(编号GH-18151)资助。
