C/SiC复合材料的制备及加工技术研究进展
2021-03-02焦浩文
焦浩文, 陈 冰, 左 彬
(湖南科技大学 智能制造研究院难加工材料高效精密加工湖南省重点实验室,湖南 湘潭 411201)
碳纤维增强碳化硅陶瓷基(C/SiC)复合材料是一种新型材料,其主要成分是碳纤维和碳化硅陶瓷材料[1]。SiC具有优良的力学性能及抗氧化耐腐蚀的化学性能,但SiC断裂韧性低,脆性大[2]。通过纤维强化制成C/SiC复合材料,其韧性降低、脆性减小,力学性能得到改善[3]。与传统的结构陶瓷或碳纤维增强树脂基复合材料相比,C/SiC复合材料的各项性能都有所提升[4],既具备碳纤维材料强度大、模量高、耐腐蚀、质量轻、各向异性、线膨胀系数小等特点,又兼具碳化硅陶瓷材料高抗弯性、高抗氧化性、耐腐蚀、抗磨损、摩擦系数低及高温力学性能优良等特点,还获得高抗冲击性、高抗疲劳性等优点[5]。
由于其优良的力学性能和稳定的化学性能,C/SiC复合材料被广泛应用于能源、汽车制造、航空航天等领域[6],如法国生产的2D-NicalonC/SiC已用于阵风战斗机的喷气发动机及赫尔墨斯航天飞机的隔热瓦和内燃机部件[7]。美国和法国应用C/SiC复合材料制备的航空发动机喷管构件已经成功应用[8]。此外,由于C/SiC复合材料的力学性能优于树脂基复合材料和高温合金材料,C/SiC复合材料成为高性能航空发动机的主要候选材料,并将被应用于核能、高速刹车、燃气轮机热端部件、高温气体过滤和热交换器等设备的关键元器件上[6-7]。
然而C/SiC复合材料难以稳定地被去除加工[4],因此限制了C/SiC复合材料的推广和应用。目前常用的加工方法有:传统的机械加工[5]、超声振动辅助加工[6]、激光加工[7]、电火花加工[8]、磨料水射流加工[9],然而这些加工方法仍不能解决C/SiC复合材料高效、稳定去除的问题,如传统机械加工中易出现分层,毛刺,纤维断裂等加工缺陷;超声辅助加工成本高,未能广泛应用;激光加工中热影响区的缺陷不可避免等。
本文介绍了C/SiC复合材料的制备方法,阐述了各种制备方法的优缺点及应用状况。综述了C/SiC复合材料的加工方法,分析总结了各个方法的优势及缺点,并展望了C/SiC复合材料的精密加工技术的发展方向和趋势。
1 碳纤维增强陶瓷基复合材料的制备
C/SiC复合材料是一种典型的碳纤维复合材料,它是由基体(碳化硅)与增强层(碳纤维)复合而成,通常编织成具有一定结构的多孔预制成型,如2维、2.5维、3维针刺结构[10]。不同的预制结构导致C/SiC复合材料的各项性能不同。如图1所示,2维C/SiC复合材料是最常见的预制成型,层与层之间编织排布,但没有沿Z轴方向排布的纤维材料,相较于2.5维和3维C/SiC复合材料而言,2维C/SiC复合材料在Z轴方向连结不紧密,会导致C/SiC复合材料在加工或者使用过程中,在各种应力的作用下更易出现分层、毛刺等缺陷情况[11]。He等[12]通过实验和数值仿真相结合的方法研究2维C/SiC复合材料在弯曲载荷下的失效行为,结果表明:横向纤维束中出现分层裂缝,纵向纤维束中出现纤维褶皱。Zhang等[13]测试了2维C/SiC复合材料的静态和疲劳机械性能,结果表明:在加载过程中C/SiC复合材料纤维与SiC基体之间出现裂缝和剥离,使得C/SiC复合材料在纤维与SiC基体交界处易出现破碎、断裂等缺陷。

图 1 二维C/SiC复合材料的微观结构 (a)总体结构;(b)每层编织结构[14]Fig. 1 Microstructure of two-dimensional C/SiC composites (a)overall structure;(b)woven structure of each layer[14]
新型的2.5维或者3维C/SiC复合材料如图2所示,C/SiC复合材料除X、Y方向上层层垂直叠加的排布及短小纤维层外,层与层之间多出Z方向上0.5维或者1维的针刺碳纤维材料,增强了纤维材料层与层之间的联结性能,并且多出的0.5维或1维的针刺碳纤维材料使材料的各项性能都有了一定的提升,对材料在加工或者使用过程中的分层缺陷起到一定的抑制作用[14]。2.5维和3维C/SiC复合材料相较于2维C/SiC复合材料,具有更高的层间剪切强度、更好的挠性等,但其制备难度和去除加工难度也高于2维C/SiC复合材料。
Renato 等[15]基于声发射检测技术研究2.5维C/SiC复合材料疲劳和准静态载荷下的损伤状况,结果表明:在疲劳实验的前200个循环期间,声发射信号可以准确量化损伤程度。Chen等[16]通过数值仿真的方法对2.5维C/SiC复合材料的弹性常数进行预测,分析2.5维C/SiC复合材料的力学性能,结果表明:相较于2维C/SiC复合材料,2.5维C/SiC复合材料具有较强的各向异性。Wan等[17]测试3维C/SiC复合材料的力学性能,如图3所示,结果表明:3维针刺C/SiC复合材料的原始结构对基体、束间孔隙和初始裂纹的空间分布有很大影响;在横向压缩下,有高的抗压强度和弹性模量,通过剪切断裂发生破坏;在纵向压缩时,C/SiC复合材料的弹性模量较低,材料在复合剪切下发生断裂破坏。Xie等[18]通过实验和仿真相结合的方式测试3维针刺C/SiC复合材料的性能,结果表明:3维针刺C/SiC复合材料在实验测试中显示出分散的力学性能,复合材料中随机分布着针刺区域和针刺微观结构的变异性区域。

图 2 2.5维和3维C/SiC复合材料的微观形貌 (a)2.5维C/SiC复合材料;(b)3维C/SiC复合材料Fig. 2 Microscopic morphologies of 2.5D and 3D C/SiC composites (a)2.5-dimensional C/SiC composite material;(b)3-dimensional C/SiC composite material
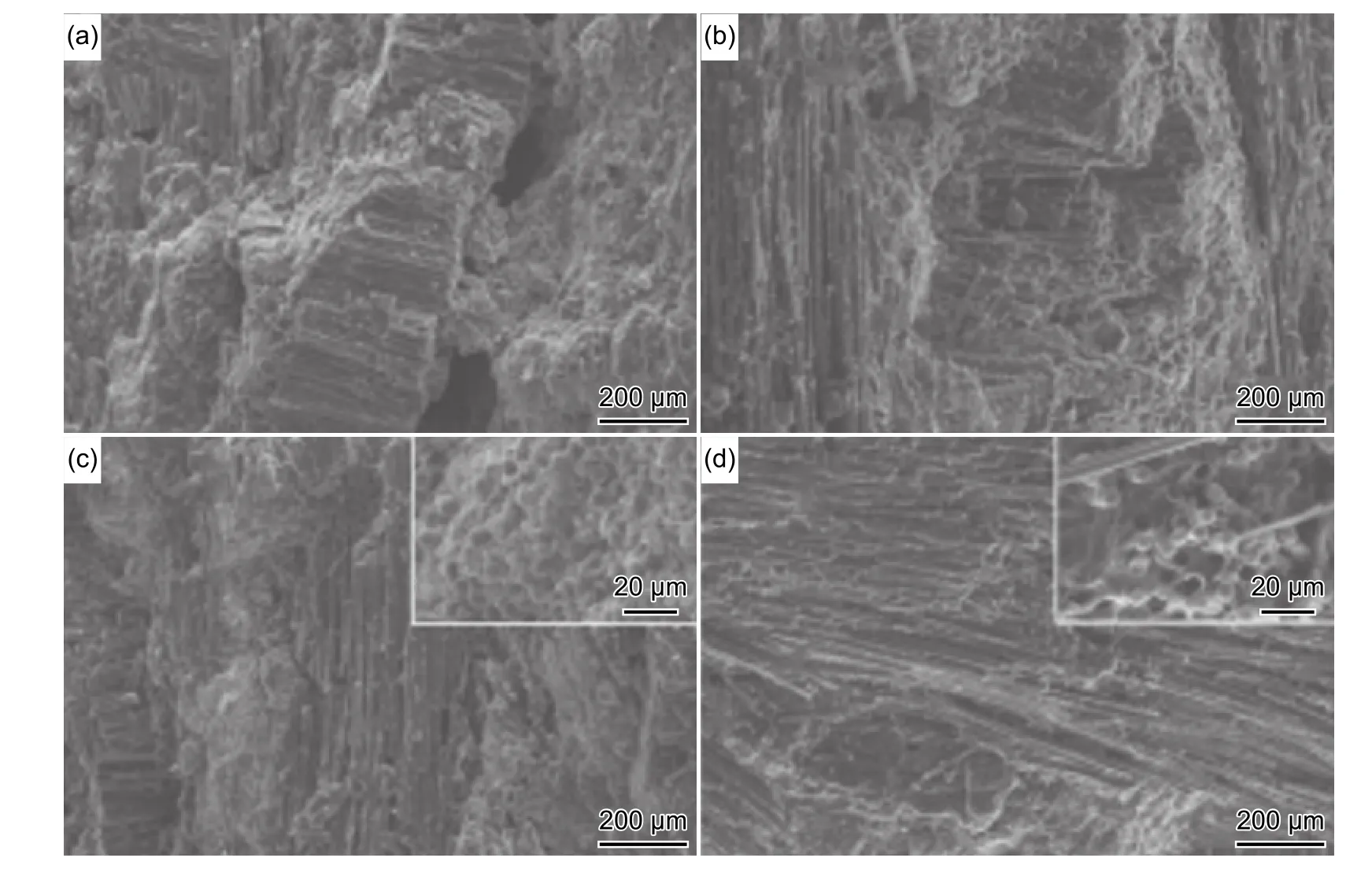
图 3 3维C/SiC复合材料的抗氧化性能测试SEM (a),(b),(c),(d)为不同位置的抗氧化性测试结果[17]Fig. 3 SEM tests of oxidation resistance of 3D C/SiC composites (a),(b),(c),(d) the test results of oxidation resistance at different positions[17]
由于C/SiC复合材料被广泛的应用于多个领域,因此研究高效的制备方法来制备C/SiC复合材料也变得越来越有意义[19]。目前,制备C/SiC复合材料的方法有先驱体浸渍裂解法,化学气相渗透法,反应熔体浸渗法,热压烧结法,综合方法等[20-21],不同制备方式所得的C/SiC复合材料的力学性能有一定差异。
1.1 先驱体浸渍裂解法

图 4 PIP-C/SiC复合材料的表面和截面 (a)C/SiC复合材料的表面;(b)C/SiC复合材料的截面[22]Fig. 4 Surface and cross section of PIP-C/SiC composites (a)surface of C/SiC composite material;(b)cross section of C/SiC composite material[22]
先驱体浸渍裂解法(precursor impregnation pyrolysis,PIP)中SiC陶瓷来自于含Si的物质,在一定的压力和温度下将液态的物质注入C/C预制体中,然后反应得到SiC陶瓷[22]。PIP法制备的C/SiC复合材料的力学性能主要由先驱体的性质、浸渍工艺、热处理工艺三个方面决定[23]。这一方法的优点主要为:先驱体有可设计性,可实现复杂零件的制备,陶瓷填料均匀,制备过程中产生的缺陷少,主要缺点为:制备周期长,陶瓷微结构不致密,成本较高[23]。

图 5 PIP-C/SiC复合材料经过高温氧化的截面 (a),(b)1700 ℃氧化;(c),(d)1800 ℃氧化;[22]Fig. 5 Cross-section of PIP-C/SiC composites after high temperature oxidation (a),(b)1700 ℃ oxidation;(c),(d)1800 ℃ oxidation[22]
Yang等[22]通过PIP法制备C/SiC复合材料,如图4所示,并对材料进行高温氧化实验,结果表明:C/SiC复合材料经氧化实验后损伤严重,碳纤维与SiC基体交界处出现微裂纹的扩展,导致弯曲强度下降,如图5所示。Kumar等[23]采用M40J纤维和内部合成的PC(polycarbosilane)利用PIP法制备高强度C/SiC复合材料,并对复合材料的抗弯性能和断裂性能进行了评价和表征,结果表明:该复合材料的抗弯性能和断裂性能优于其他方法制备的复合材料。蒋进明等[24]通过先驱体浸渍裂解法制备C/ZrCSiC复合材料,结果表明:PIP法可以获得理想孔隙率的C/SiC复合材料。
1.2 化学气相渗透法
化学气相渗透法(chemical vapor infiltrationmethod,CVI)是将具有特定形状的预制体置于沉积炉中,通入的气态前驱体通过扩散、对流等方式进入预制体内部,在一定温度下发生复杂的化学反应,生成固态的陶瓷类物质并以涂层的形式沉积于增强相表面或孔隙中,随着沉积的继续,孔隙越来越小,最终成为连续相,即陶瓷基体[25-26]。CVI法制备C/SiC复合材料的工艺流程主要有两种:(1)首先在纤维预制体的碳纤维表面沉积一层热解碳,然后以三氯甲基硅烷作为SiC的气源,以H2或N2作为稀释气体和载气,在一定温度(1000~1100 ℃)和压力(10~100 KPa)下沉积得到SiC基体;(2)以四氯化硅和氢气的混合气体作为气源,共沉积得到热解碳和SiC基体[25]。CVI的主要优点为:纤维损伤小,力学性能好,陶瓷基体匀,可制备复杂的零部件,缺点为:气体的利用率低,制备成本偏高,残留孔隙率较大,材料密度不均匀等[25]。
聂景江等[27]通过CVI法制备三维针刺型C/SiC复合材料,并进行烧蚀实验,如图6所示,结果表明:C/SiC复合材料的烧蚀性能均匀,线烧蚀率和质量烧蚀率的平均值分别为0.03 mm/s和0.0047 g/s。西北工业大学王毅强等[28]采用CVI法制备2维和2.5维C/SiC复合材料料,并进行拉伸实验,结果表明:2维C/SiC复合材料的力学性能表现为各向同性,而2.5维C/SiC复合材料的力学性能则表现出各向异性。王跃明等[29]采用化学气相渗透法制备C/SiC复合材料,并测试了所得材料的平均宏观硬度,结果表明:随着基体SiC含量的降低,C/C-SiC复合材料的平均宏观硬度由98.2HRA降至65.1HRA,硬度分布的均匀性也明显下降。Wang等[30]采用化学气相渗透法制备C/SiC复合材料,研究渗透通道尺寸对C/SiC复合材料显微组织和力学性能的影响。结果表明:增大通道尺寸可以扩大入渗通道和致密化带,这与理论计算是一致的。
1.3 反应熔体浸渗法

图 6 CVI-C/SiC复合材料经过烧蚀后的表面形貌 (a)烧蚀表面微观形貌;(b)烧蚀亚表面微观形貌[27]Fig. 6 Surface morphologies of CVI-C/SiC composite after ablation (a) micro morphology of ablated surface ;(b)micro morphology of ablated subsurface [27]
反应熔体浸渗法(reaction melt infiltration,RMI)又称作熔融渗硅法。RMI法的制备过程分为三个阶段:第一阶段,在高温及真空的条件下,液态的硅在分子力的作用下进入碳-碳预制体中;第二阶段,熔融的Si与碳-碳预制体中的热解碳发生反应生成SiC基体;第三阶段,熔融的Si继续借助生成的SiC基体扩散,继续与热解碳反应生成SiC[31]。整个制备过程中反应的速率主要由第三阶段中Si的扩散速率决定。制备过程中,未完全反应的Si会与碳纤维反应,造成纤维损失,使制备所得的C/SiC复合材料力学性能降低[25]。
Tong等[31]通过反应熔体浸透法制备C/SiC复合材料,采用固相液滴技术,研究多孔C/SiC复合预成型材料在液态硅作用下的润湿性和浸润性。结果表明:接触角随时间的增加而减小,而滴底直径随时间的增加而增大。Chang等[32]采用反应熔体渗透法制备密度为3.09 g/cm3、孔隙率为4.8%的C/ZrC-SiC复合材料,如图7所示。弯曲强度和模量分别为235 MPa和18.3 GPa,断裂韧度为7.0 MPa•m1/2。复合材料的质量损失率为0.0071 g/s,线性衰退率为0.0047 mm/s。万玉慧等[33]通过反应熔体浸渗法制备二维C/SiC陶瓷基复合材料,并对材料的结构和力学性能进行研究。研究表明:复合材料致密度很高,密度为2.31 g/cm3,气孔率为1.39%;垂直和平行碳布方向的压缩强度高且差别很小,分别为418 MPa和409 MPa。

图 7 RMI-C/SiC复合材料表面形貌 (a)C/SiC复合材料表面形貌;(b)C/SiC复合材料局部形貌[32]Fig. 7 Surface morphology of RMI-C/SiC composites (a)surface morphology of C/SiC composite material ;(b)local morphology of C/SiC composite material[32]
1.4 热压烧结法
热压烧结法(hot press sintering,HPS)更多的应用于制备粉体陶瓷,但也能应用于C/SiC复合材料的制备中[34]。在制备过程中,第一步先将纤维进行浸渗处理,第二步将浸渗后的纤维缠绕在轮毂上,烘干后制成无纬布,第三步根据实际要求所得尺寸切割叠压后进行热压烧结得到最终的C/SiC复合材料。HPS法优点为工艺简单,周期短,成本低;终产品所需的机械加工比较少,可完成近尺寸成形;产品的孔隙率低,致密度高。该方法的缺点是高温高压下纤维容易受到损伤,在制造复杂结构部件时有较大的困难[25]。
Tang等[34]以短碳纤维为增强材料,与SiC陶瓷相结合,采用压缩成型和热烧结相结合的方法制备纤维含量不同的C/C-SiC复合材料,如图8所示,并对其力学性能和摩擦学性能进行研究。结果表明:纤维含量30%的复合材料具有最高的抗弯强度(201.42 MPa)和抗剪强度(116.68 MPa)。其增强机理可归纳为纤维拉拔、纤维脱粘、纤维桥接以及裂纹挠度。Li等[35]制备的一种短碳纤维增强复合材料获得相当广泛的应用,该复合材料显示出极高的断裂韧度和弯曲强度。研究表明:纤维含量增加,孔隙率降低。
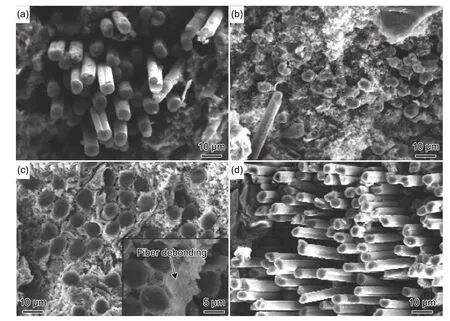
图 8 HPS-C/SiC复合材料不同纤维含量断裂表面形貌 (a)纤维含量10%的C/SiC复合材料;(b)纤维含量20%的C/SiC复合材料;(c)纤维含量30%的C/SiC复合材料;(d)纤维含量40%的C/SiC复合材料[34]Fig. 8 Fracture surface morphologies of HPS-C/SiC composites with different fiber contents (a)C/SiC composite material with 10% fiber content;(b)C/SiC composite material with 20% fiber content;(c)C/SiC composite material with 30% fiber content;(d)C/SiC composite material with 40% fiber content [34]
1.5 综合方法
现阶段常用的制备C/SiC复合材料的单一方法都有一定的适用范围,有时可能不能满足特殊用途的C/SiC复合材料的制备要求,综合应用上述介绍的两种或多种制备方法,可以使得它们的优点均能表现出来,并且一定程度上相互弥补各自的缺点,制备出满足特殊用途的优良性能的C/SiC复合材料[25]。闫连生等[36]将CVI法与PIP法相结合,这一制备方法的周期适中,且所得C/SiC复合材料的力学性能优良,成本相对较低,适合批量制备C/SiC复合材料。此外,肖鹏[37]、徐永东等[38]团队均采用CVI法与RMI法相结合的方法制得C/SiC复合材料,制得的复合材料各项力学性能优良,化学稳定性好,所耗成本少。
2 碳纤维增强陶瓷基复合材料的加工方法
由于C/SiC复合材料被广泛地应用于多个领域,稳定、高效地加工C/SiC复合材料逐渐变为一个研究热点。但是由于材料本身优良的各项性能使得复合材料难以被有效的去除加工,目前常用的加工方法有:传统的机械加工(磨削、铣削、车削、钻削),超声振动辅助(磨削、铣削)加工,激光加工,电火花加工,磨料水射流加工等[39]。
2.1 传统的机械加工
目前C/SiC复合材料的主要加工方式仍为传统机械加工[40]。传统的机械加工主要包括磨削、铣削、钻削,对于传统的机械加工,研究主要集中于刀具的选择,加工参数的优化,以及加工工艺优化等方面[41]。
毕铭智[42]通过钻、铣复合的加工工艺对C/SiC复合材料进行加工,表明复合工艺下加工表面质量得到了改善。王平等[43]指出车削加工C/SiC复合材料喷管存在形状精度、尺寸精度及表面粗糙度不理想的情况。张国栋[44]利用钎焊金刚石钻头与电镀金刚石钻头对C/SiC复合材料进行钻削实验,结果表明:钎焊金刚石钻头钻削产生的孔质量更好,且纤维角度、进给量对轴向力和法向力均有影响。刘琼等[45]用硬质合金麻花钻对二维编织排布的C/SiC复合材料进行钻削实验,发现采用大的转速和小的进给速率可以获得好的加工质量的孔。Hu等[14]对二维C/SiC复合材料的铣削加工性能进行研究,如图9所示,实验结果表明:在铣削过程中,由于突点的存在,铣削力变化较大;随着切削速率的增加进给量的减小,切削力和表面粗糙度减小。
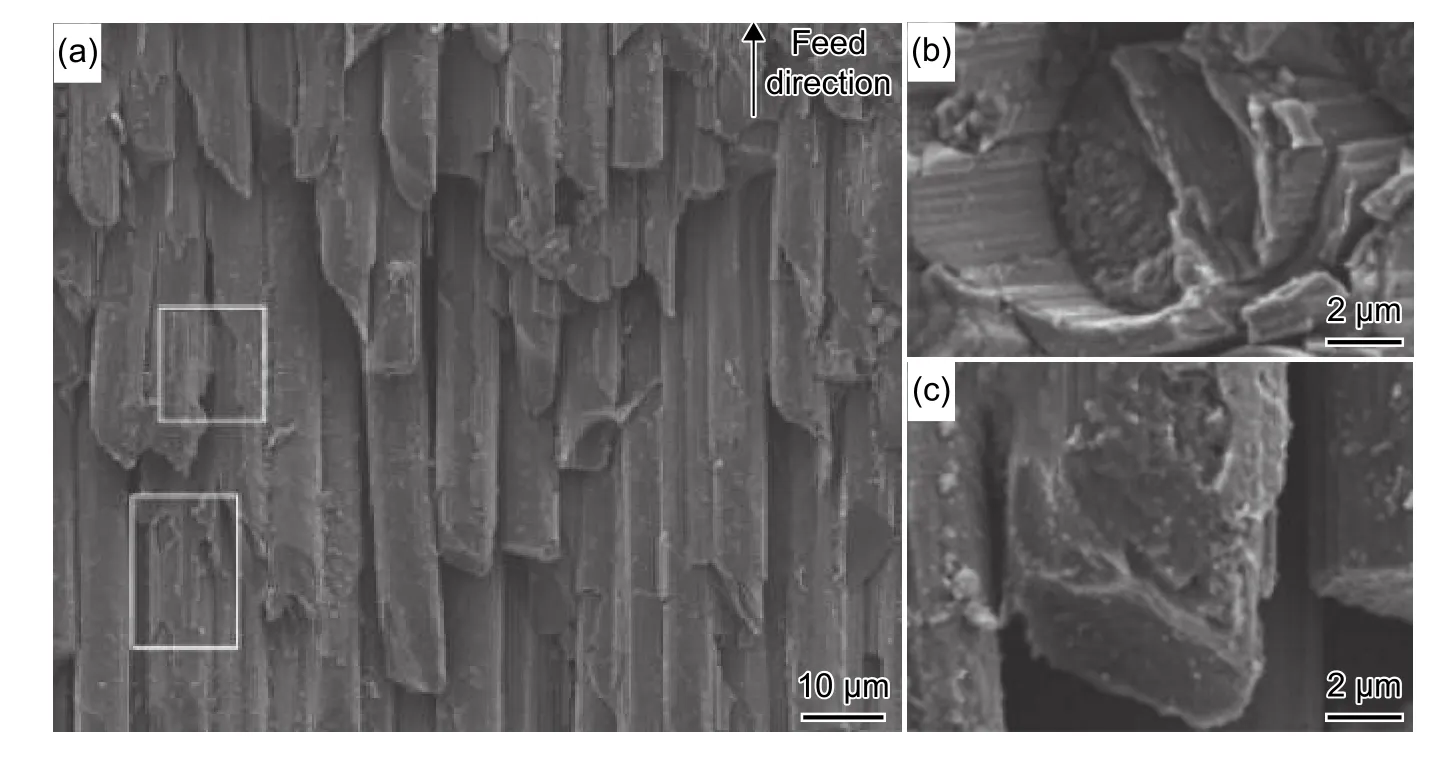
图 9 2维C/SiC复合材料的铣削加工形貌图 (a)切削速率vc = 40 m/min;进给速率 f = 0.01 mm/min;(b)压缩纤维断裂;(c)剪切纤维断裂[14]Fig. 9 Milling morphologies of 2D C/SiC composites (a)cut rate vc = 40 m/min,feed rate f = 0.01 mm/z;(b)compressioninduced fiber fracture;(c)shear-induced fiber fracture [14]

图 10 C/SiC复合材料的磨削去除机理示意图[47]Fig. 10 Schematic diagram of the grinding removal mechanism of C/SiC composites[47]
刘杰等[46]采用金刚石砂轮对C/SiC复合材料进行高速深磨,研究表明:材料的去除机理与纤维排布方向及SiC填料的均匀程度有关。Li等[47]通过单颗磨粒实验探究C/SiC复合材料的磨削去除机理,如图10所示,结果表明:磨削参数对磨削表面质量的影响较大,且磨削去除中以脆性去除为主。著的影响。Du等[51]通过电镀金刚石砂轮磨削2维C/SiC复合材料,对纤维定向磨削工艺进行研究,在实验条件一定的情况下,磨削切向力与法向力相比要大一些,这与研磨普通材料不同。李巾锭等[52]采用Abaqus软件建立有限元模型,数值模拟单颗粒金刚石平面磨削的过程,发现随着钻速的提高磨削力变小,加工质量提高。
与其他加工方法相比,传统的机械加工成本较低,但是加工过程中会出现分层,毛刺,纤维断裂,刘琼等[48]通过磨削实验发现磨削参数对表面磨削质量有一定的影响,不同纤维排布方向易出现的加工缺陷不同。Liu等[49]通过金刚石砂轮磨削2维C/SiC复合材料,研究纤维角度对磨削加工表面质量的影响,纤维角度在一定范围内,表面粗糙度随着纤维角度的减小而降低。Qu等[50]用磨削加工的方法对C/SiC复合材料进行加工,如图11所示,研究表明:纤维角度对磨削加工表面质量有显纤维拔出等加工缺陷。加工过程中刀具磨具的磨损也比较严重,这些因素制约了传统机械加工加工C/SiC复合材料的应用,但在一些特殊的情况下由于成本、加工条件的局限只能采用传统的机械加工。

图 11 磨削C/SiC复合材料的磨削方向及基准面示意图[50]Fig. 11 Schematic diagram of grinding direction and datum plane of C/SiC composites[50]
2.2 超声振动辅助加工
超声振动辅助加工应用超声波振子使刀具出现频率较高的直线振动,使得材料与粒子发生撞击,最终实现材料的微量去除。超声振动加工过程中作用力小,对工件表面损伤小,加工质量好,适用于打孔和型腔成型加工等。超声振动辅助加工包括超声振动辅助铣削以及超声振动辅助钻削等[53]。
刘艳等[53]通过超声振动辅助切削加工C/SiC复合材料探究单因素变量(转速、进给速率、切削深度等)对加工过程中切削力的影响,结果表明:随着进给速率和切削深度的增加,主轴转速的减小,加工过程中的切削力逐渐增加。Wang等[54]通过超声振动切削二维C/SiC复合材料,探究刀具振动对表面加工质量的影响,如图12所示,研究表明:刀具振幅对加工表面的粗糙度有比较重要的影响,振幅越大,表面粗糙度越小。姜庆杰[55]针对C/SiC复合材料加工困难的问题,提出超声扭转振动铣削的加工方法,研究表明:相较于传统铣削,超声铣削过程中的各向铣削力明显降低。

图 12 C/SiC复合材料的普通铣磨与超声振动辅助铣磨对比[54]Fig. 12 Comparison of ordinary milling and ultrasonic vibration assisted milling of C/SiC composite material[54]
郑景珍[56]采用旋转超声振动铣磨加工C/SiC复合材料,并与普通铣磨加工实验进行了对比,结果表明在相同工艺条件下,超声振动加工切削力远小于普通加工,切削质量更好。湛青坡[6]采用超声辅助铣磨C/SiC复合材料,如图13所示,结果表明:超声辅助加工可提高复合材料表面加工质量,降低磨削力。王明海等[57]对C/SiC复合材料进行超声振动扭转与传统铣槽加工对比,结果表明:超声振动辅助加工过程更加稳定,抑制加工损伤的出现。唐军等[58]对C/SiC复合材料进行超声振动辅助铣削,研究工艺参数对表面质量、微观形貌的影响。
超声振动辅助加工相较于传统的机械加工而言是一种新型的加工方法,超声振动辅助加工获得的加工表面质量要高于传统的机械加工。但是由于C/SiC复合材料优良力学性能及各项异性,加工中一些常见的缺陷如崩边、毛刺仍无法完全避免。并且,由于目前这一种加工方法还不成熟,成套的加工设备成本较高,许多这方面的研究还仅处于实验室探索阶段,应用于生产中还要一段时间。

图 13 C/SiC复合材料的超声振动辅助加工SEM图 (a)普通铣磨;(b)超声振动铣磨[6]Fig. 13 SEM images of ultrasonic vibration assisted machining of C/SiC composites (a)ordinary milling;(b)ultrasonic vibration milling[6]
2.3 激光加工
相较于其他的加工方法,激光加工具有功率密度大,加工效率高,无接触加工,加工缺陷少,不存在刀具磨损等优点,这些优点使其成为加工C/SiC复合材料的重要方式。目前激光加工的研究主要集中在:去除机理、参数优化、加工工艺(有无保护气体)等方面[7]。
Sciti等[7]采用飞秒激光烧蚀C/SiC复合材料,研究材料的去除机理,如图14所示,结果表明:激光烧蚀材料时激光与碳纤维材料相互作用,存在熔化、热汽化、超快熔化、相爆炸、库仑爆炸和光子机械破损等材料变化机理。Wang等[3]利用皮秒激光对C/SiC复合材料微加工技术和机理进行研究,研究表明:在皮秒激光的高功率下,会产生大量的气相物质和强烈的冲击波,产生高的反冲压力,碎片会以高速喷射出来。
Liu等[59]采用高能量皮秒激光烧蚀C/SiC复合材料,研究加工参数对加工质量的影响,结果表明:随着扫描速度和螺旋线间距的增加加工质量得到改善,说明激光加工过程中参数的优选比较重要。Zhai等[60]采用飞秒激光对2维碳纤维增强碳化硅(C/SiC)复合材料进行加工,如图15所示,获得飞秒激光加工C/SiC复合材料的烧蚀阈值为1.63 J/cm2,证明C/SiC复合材料表面加工前的粗糙度对烧蚀效果影响较大,C/SiC复合材料表面上的材料去除的一致性差,飞秒激光加工C/SiC复合材料的微槽质量相对较高。

图 14 C/SiC复合材料的飞秒激光加工SEM图 (a)孔入口;(b)孔截面;(c)类硅酸盐枝晶;(d)孔内壁[7]Fig. 14 SEM images of femtosecond laser processing of C/SiC composite material (a)hole entry;(b)hole section;(c)silicate-like dendritic crystals;(d)inner walls of the hole [7]
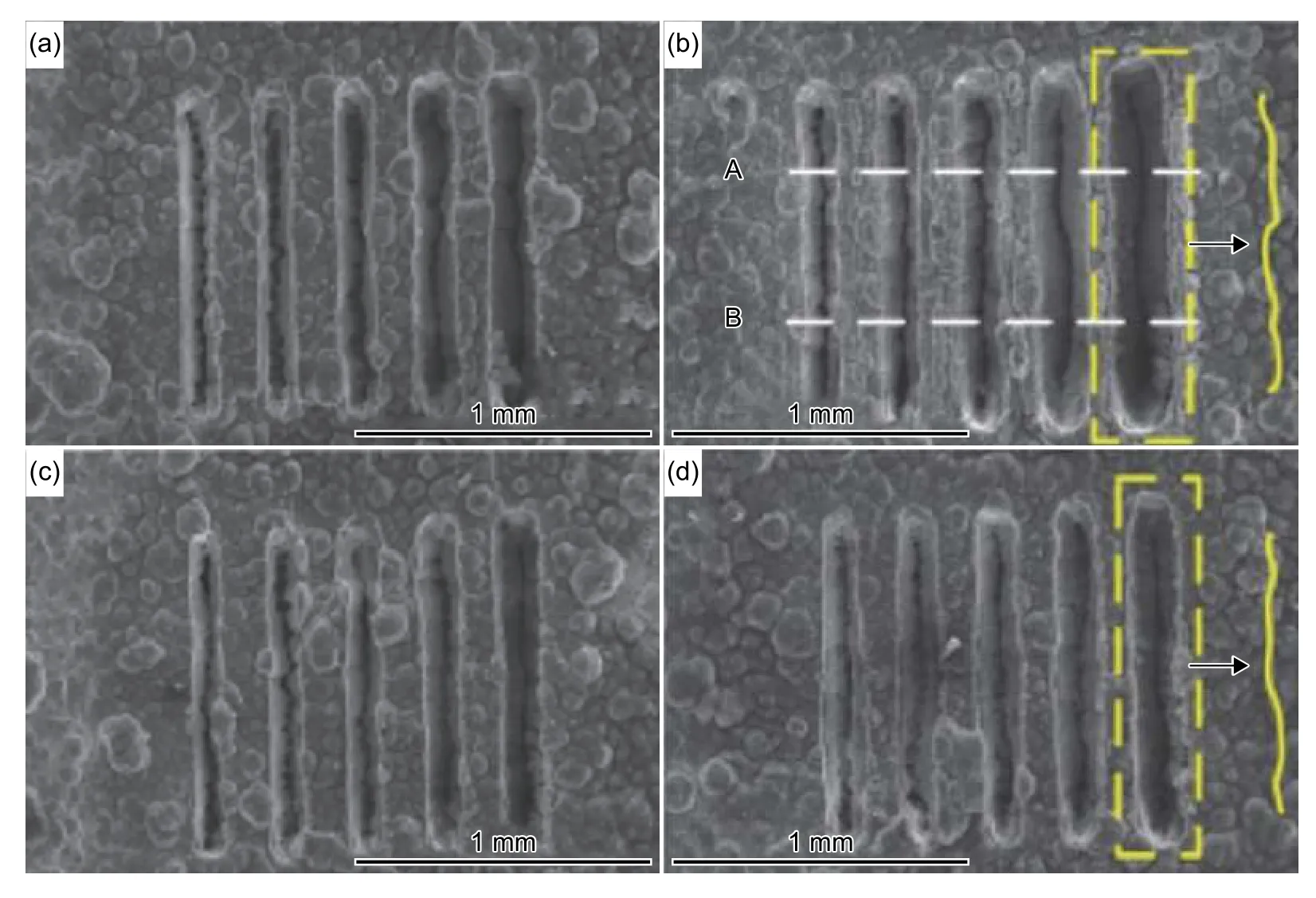
图 15 不同功率及扫描速下飞秒激光烧蚀C/SiC复合材料的SEM图 (a),(c)0.5 W;(b),(d)1 W(速率从左到右为:1.5 mm/s、1.2 mm/s、0.9 mm/s、0.6 mm/s、0.3 mm/s) [60]Fig. 15 SEM images of femtosecond laser ablation of C/SiC composite under different power and scanning speeds (a),(c) = 0.5 W;(b),(d) = 1 W( speed from left to right:1.5 mm/s,1.2 mm/s,0.9 mm/s,0.6 mm/s,0.3 mm/s )[60]
除了在正常的工艺条件下研究C/SiC复合材料的激光加工外,一些研究人员还研究在保护气体的氛围下激光烧蚀C/SiC复合材料,与正常实验进行对比,探究保护气体对激光加工的表面质量的影响。Wang等[3]在超音速气流下采用激光烧蚀C/SiC复合材料并与没有气流的普通激光烧蚀做对照,如图16所示,结果表明:超音速气流下的烧蚀形貌不同于普通烧蚀的形貌,且在超音速气流下的氧化现象不明显。Zhai等[60]在飞秒激光加工C/SiC复合材料时加入氩气作为保护气体,结果表明:在通入保护气体时加工所得表面热影响区小,所得加工质量较好。因此相较于普通激光加工,通入保护气体后所得的加工表面热影响区小,可以抑制加工过程中的氧化,得到加工质量更好的表面质量。但是加工过程中加入保护气体后进一步增加了加工成本,目前在实际生产中并不能得到广泛的应用。
相较于传统机械加工,激光加工是一种精确、高效的加工C/SiC复合材料的方法。可以避免传统的机械加工中分层、毛刺、崩边等常见加工缺陷,在航天航空应用中,C/SiC复合材料的微孔加工不可避免,传统的机械加工加工难度大、需要设计特殊的夹具及刀具,进一步提高加工成本,降低经济效益,此时激光加工成为代替传统机械加工的最优选择。但激光加工相较于传统机械加工仍存在以下问题:激光加工过程中材料的去除量难以控制、加工过程中热影响区及烧蚀氧化层难以避免。

图 16 C/SiC复合材料的普通激光加工与加入保护气体后烧蚀形貌对比图 (a)普通激光加工;(b)加入保护气体后加工[3]Fig. 16 Comparison of the ablation morphology of C/SiC composites after ordinary laser processing and the addition of protective gas (a)ordinary laser processing;(b)after adding protective gas processing[3]
2.4 其他加工方法
除了传统的加工方法之外,一些特种加工方法(如电火花加工、水射流加工等)也用于加工C/SiC复合材料。电火花加工C/SiC复合材料的研究主要集中在过程中力的预测上[61-62]。Pachurary等[62]对C/SiC复合材料的电火花制孔操作进行实验研究,确定脉冲电流,间隙电压是在孔洞圆度和过切中最重要的影响参数。Guu等[61]研究在低温下防止纤维断裂和脱落(入口表面比在出口处总是更严重)的可能脉冲电流(低于0.2 A),材料去除的主要机制为熔化和蒸发。Wei等[63]通过电火花加工C/SiC复合材料,探究间隙电压和占空比对加工表面损伤和效率的影响,如图17所示,结果表明:高间隙电压或低占空比改善了碎屑疏散,减少了加工缺陷,提高了加工效率。
磨料水射流加工是一种切削和成型硬质陶瓷(如SiC)的优良工艺[64]。在难以加工的纤维增强陶瓷基复合材料中,由于复合材料的各向异性,加工过程变得更具挑战性,特别是二维编织C/SiC复合材料易出现断裂缺陷。Ramular等[64]用高压磨料水射流来击穿C/SiC复合材料,所得孔的质量较好,未出现层间裂缝或纤维分层的缺陷。张运祺[65]对磨料水射流的加工原理进行阐述,并系统介绍切割复合材料的水射流装置,由于这一方法是冷加工,未出现热影响区,因此所得加工的精度较高,质量较好。西北工业大学超高温结构复合材料重点实验室发展了CMC-SiC材料的高速磨料流加工技术,解决了CMC-SiC材料切割、打孔的加工速率和效率问题[66]。

图 17 C/SiC复合材料电火花加工的表面形貌 (a)裂纹扩展;(b)纤维断裂[63]Fig. 17 EDM surface morphologies of C/SiC composite material (a)crack propagation;(b)fiber fracture [63]
3 总结与展望
由于航空航天、核工业和汽车工业对C/SiC复合材料的需求逐步增长,使得C/SiC复合材料的制备方法和加工工艺逐渐成为研究的热点。C/SiC复合材料的常用制备方法有:先驱体浸渍裂解法(PIP),化学气相渗透法(CVI),反应熔体浸渗法(RMI),热压烧结法(HPS),综合方法等,每种制备方法的优势和缺点不同,因此其应用范围略有不同。制备零件比较复杂的C/SiC复合材料时,要求力学性能优良、材料均匀性好,一般采用先驱体浸渍裂解法或者化学气相渗透法进行制备。制备零件力学性能要求不高且形状简单的C/SiC复合材料时,一般采用反应熔体浸渗法或热压烧结法制备,进而可降低生产成本。
在传统机械加工中,存在刀具磨损严重、加工缺陷无法避免等问题,研究集中于刀具选择、参数优化及C/SiC复合材料的去除机制。相比于传统机械加工,超声振动辅助机械加工的方法降低了刀具的磨损,一定程度上抑制分层和毛刺缺陷,提高了加工精度,但不能完全避免加工缺陷,且成套的超声振动辅助加工设备成本较高,尚不能广泛应用于实际生产中。激光加工虽然不存在机械加工过程中刀具磨损、分层和毛刺加工缺陷的问题,且加工效率高,但加工后的C/SiC复合材料表面存在热影响区和烧蚀氧化层,利用超短脉冲(如飞秒激光)技术、优化激光参数及加入保护气体等方法可降低热影响区的面积和烧蚀氧化层的厚度。
虽然,国内外很多学者对C/SiC复合材料的加工技术的基础理论(去除机理、参数优化等)进行了研究,但仍不能对C/SiC复合材料实现高效、精密、稳定和无损加工。新型C/SiC复合材料制备将向匀质、气孔率低、物理和化学性能提高且稳定的方向发展。传统机械加工C/SiC复合材料的技术,需进一步优选切削刀具材料,开发新型刀具结构,优化工艺参数等,进而减小加工缺陷。C/SiC复合材料的超声辅助加工技术,需进一步研究超声振动的刀具与材料之间的耦合作用机制、振动作用下的材料去除机理、开发新型超声振动设备和优化工艺方法等,进而提高C/SiC复合材料的加工质量。C/SiC复合材料激光加工技术,尚需基于数值仿真软件,结合激光烧蚀实验,深入探究2.5维或者3维C/SiC复合材料的激光加工去除机理,提出降低热影响区的面积和烧蚀氧化层的厚度的新工艺措施。最后,采用其他特种加工(离子束、电子束等)或者复合加工方法加工C/SiC复合材料,探寻C/SiC复合材料高效、精密、稳定和无损加工的可能性。
