基于S形曲线的电磁线圈排线控制算法*
2021-03-01曾寿金周佳辉叶建华
曾寿金 周佳辉 叶建华
(福建工程学院机械与汽车工程学院,福建 福州350118)
绕线机作为电磁线圈的专用生产设备,按其工作方式和工作对象可分为定子绕线机[1]、飞叉式绕线机[2]、牵引式环形绕线机[3]和平绕机等。不同类型设备适应不同对象的生产,其中定子绕线机主要适用于生产电机定子线圈,飞叉式绕线机适用于生产定子和开关线圈,牵引式环形绕线机适用于生产环形线圈,平绕机适用于生产电磁开关线圈等。
平绕机在生产电磁线圈产品时,常常存在排线精度低的问题。线圈绕制过程中,主要存在骨架的旋转运动和导针的平移运动,骨架旋转配合导针的平移排线,对排线精度起主导作用的是导针平移运动。因此,若要提升线圈的排线精度,需要对导针的运动轨迹进行优化。当前,已有许多专家学者对线圈排线进行了研究,潘俊[4]等人研究了基于轴向压力补偿的精密排线数学模形,运用轴向压力提升了线圈的排线规整性,并根据线圈排线的端点折返进行了分析,建立了数学模型,提升了线圈的排线精度。林一松[5]、张娜[6]等人在研究中分别运用5段S形曲线控制算法和7段S形曲线控制算法,在运动控制中7段S形曲线相比于与5段S形曲线的控制较复杂。翟迎迎[7]等人研究了线圈绕制过程中漆包线和导线嘴之间的摩擦力引起的张力不稳现象,从而导致线圈排线不均匀和漆包线断线的问题,提出了一种运用四参数正弦曲线拟合方法与四阶龙格-库塔方法和二阶泰勒方程的排线轴高速折返运动控制算法,该方法的实验应用对象是方形线圈。许家忠[8]等人研究了变压器绕线机在传统人工控制时因排线过程中的惯性误差而导致排线控制效率低的问题,运用伺服自动排线和惯性误差补充提升了绕线机的控制效率,该方法适用于矩形和椭圆形线圈。在绕线机排线控制系统中常用的控制是PLC控制,通过PLC控制伺服电机可以实现绕线机的排线控制,兼具PLC控制稳定性和伺服电机高精度两方面的优势[9-10]。但是,在平绕机的线圈排线中存在导针速度突变冲击,需要进一步优化导针运行速度变化,提升产品质量和排线速度平稳性。S形曲线算法是一种可实现运动过程中速度的平稳过渡,常应用于机加工中解决进退刀时候因速度冲击引起的断刀和提升加工产品的精度等问题。在绕线机中可通过控制导针运动轨迹,使导针的速度变化为圆弧状平稳过渡,提升排线精度和产品质量。
综上所述,本文通过分析线圈排线规律,提出一种基于5段S形曲线运动控制的排线算法,用以解决线圈排线过程中的速度冲击问题。并运用ADAMS软件对导针运动轨迹进行仿真,验证该算法的可行性。通过实例应用验证,5段S形曲线可以有效地解决线圈排线过程中的跨线和凸起现象,提升线圈的排线精度。
1 线圈排线原理
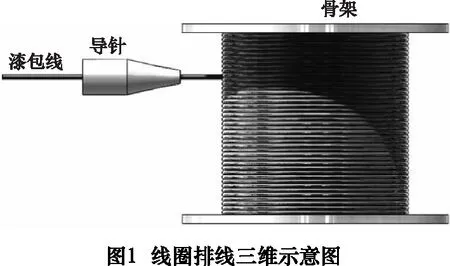
线圈排线运动采用的是平绕形线圈排线方法,即线圈绕制过程中漆包线跟随导针同步运动并始终保持垂直于骨架状态,如图1所示。骨架在骨架电机的带动下配合导针运动,将漆包线缠绕在骨架上,其中导针平动机构和骨架旋转机构是两个独立的机构。线圈排线根据导针的运动过程分为3个阶段,即加减速阶段、匀速阶段和端点折返阶段。加减速阶段又可分成加速阶段和减速阶段2个部分,在排线运动初期,导针速度从零开始到匀速过程属于加速阶段;在排线运动末期,导针匀速阶段结束开始减速直至速度为零的过程属于减速阶段;中间匀速阶段是指导针速度恒定不变的匀速运动阶段;端点折返阶段则是导针在减速停止后再一次反向加速进行排线的过程。
1.1 加减速阶段
为了排线均匀,加减速阶段导针移动和骨架旋转两个运动要满足一定的配合关系。导针移动一个线径宽度距离的时间需等于骨架旋转一周的时间,即骨架旋转一周时导针刚好移动一个线径距离,运用线圈绕制过程中导针平动和骨架旋转运动之间建立以时间为等式的微分方程如式(1)所示。
加减速阶段导针运动速度和骨架旋转速度之间的微分关系:
(1)
式中:v为导针速度;θ为骨架转角;x为线径;w为骨架角速度。从式(1)中可知,导针的移动速度和骨架的旋转速度之间呈正比关系,当导针处于加速阶段时骨架旋转电机也处于加速阶段,当导针处于减速阶段时骨架旋转电机也处于减速阶段。
1.2 匀速阶段
导针完成加速过程后进入匀速阶段,即在这一阶段速度不变,此时骨架转速和导针平移速度均达到设定额最大值,此阶段导针每移动一个线径的时间和骨架旋转一周的时间是相等的,建立式(2)的关系:
(2)
式中:x为漆包线的线径;vmax为导针匀速阶段的速度;wmax为骨架匀速运动阶段的角速度。在这个阶段中电机转速和导针移动速度均是定值,且线圈排线一个线径的周期固定,因此可用式(2)进行表达。
1.3 端点折返跃层
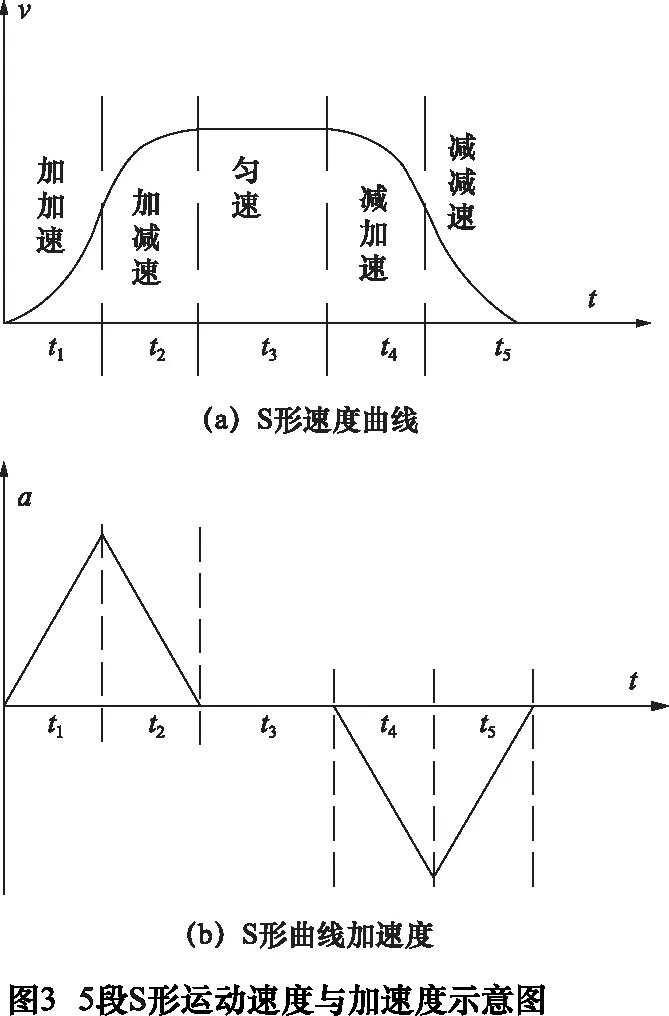
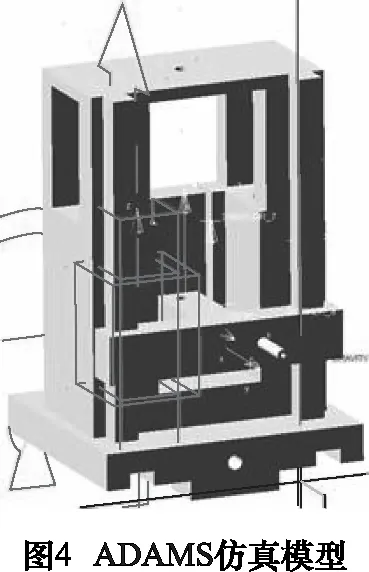
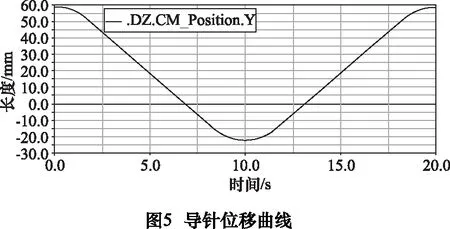
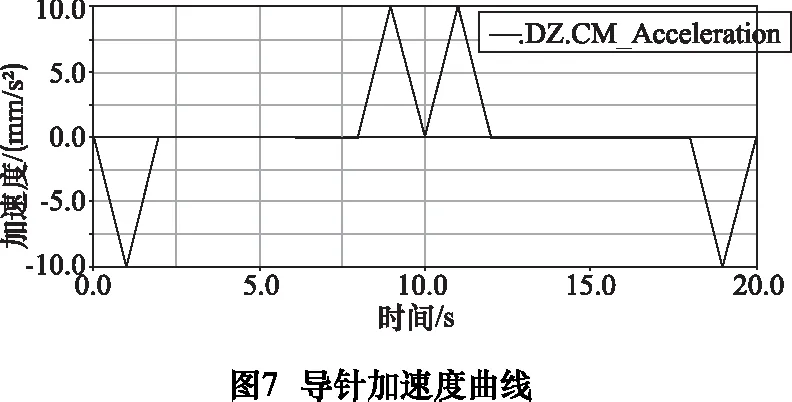
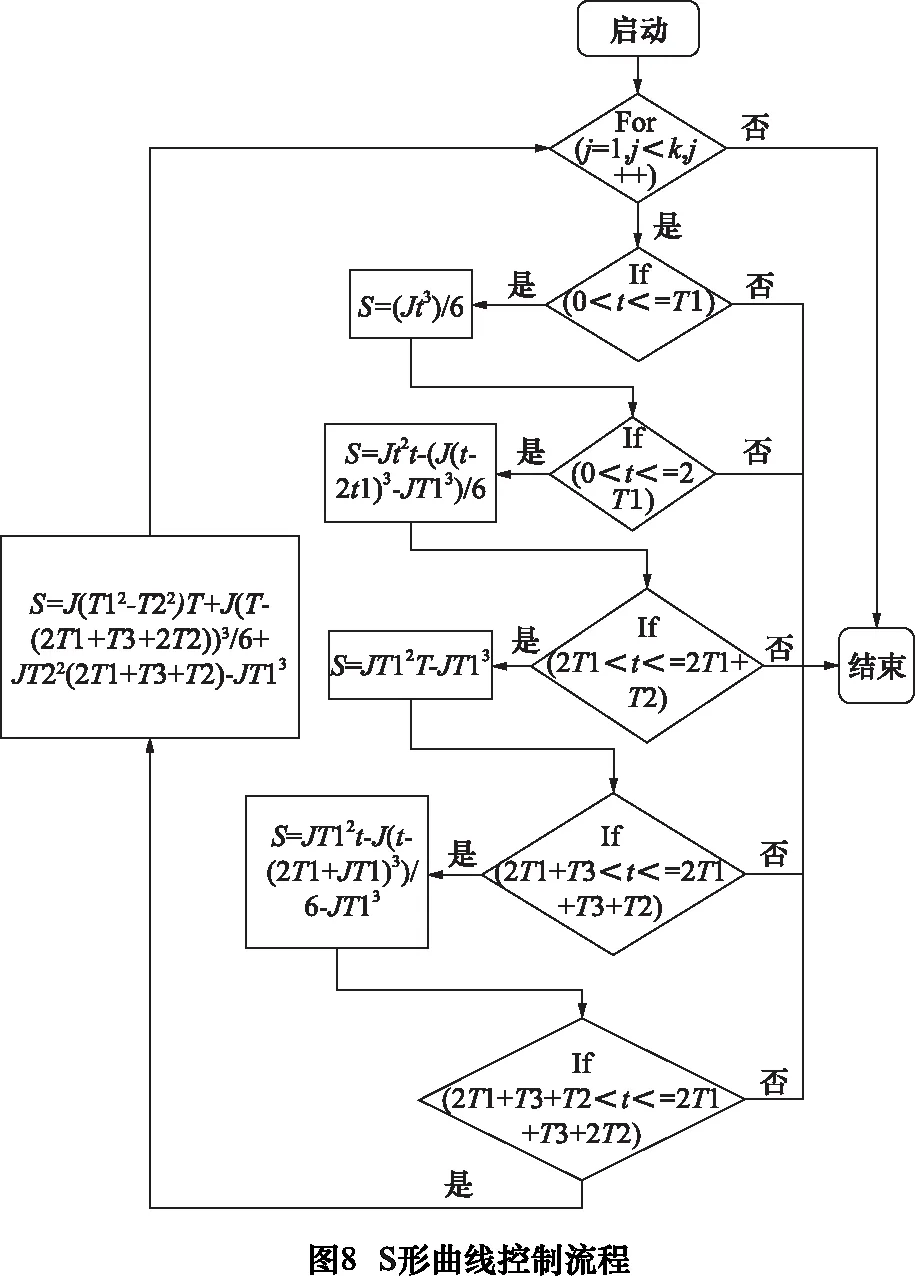
导针运动到骨架端点时如果剩余的距离不足以再排下一个线径的漆包线,这个时候就需要跳出当前所在层线圈进行跃层排线,称为端点折返跃层。端点折返跃层排线的原理如图2所示,即L 端点折返过程对线圈的排线精度具有重要的影响。由于线圈在排线过程中导针和线圈骨架始终保持垂直,而且折返前速度由匀速运动的速度降低到速度为零的时候恰好停在B点,然后再一次进行反向加速排线,所以,端点折返前后过程可以理解为导针的逆向运动过程,因此,端点折返跃层后的运动微分表达式和折返前是一致的。这种端点折返设计不会造成因漆包线和骨架之间产生磨损和挤压,从而避免引起漆包线的变形。 工程实际中,常用的运动控制算法有梯形曲线算法和S形曲线算法。 梯形曲线算法运动控制相对容易实现,但是排线过程存在速度突变,容易引起冲击造成绕制的线圈出现凸起或跨线的问题;S形曲线算法在运动控制过程中速度是圆弧过渡,能避免速度突变引起的冲击。 5段S形曲线相比于7段S形曲线,在运动控制中因为控制段数较少,程序运行时间较短,所以效率更高,同时满足速度变化的平稳过渡,因此采用5段S形曲线作为导针控制方式。5段S形曲线将线圈排线过程分为加加速度阶段、加减速度阶段、匀速阶段、减加速阶段和减减速阶段这5个阶段。 S形曲线是由加加速度J即速度的二阶导数进行控制,运动控制过程为了简化控制,假设非匀速阶段运行时间t1、t2与t4、t5均相等。5段S形速度曲线和加速度曲线的示意图如图3所示。 将S形曲线表达式采用微分方程进行表达,其中式(3)和(4)为加速度公式、式(5)和(6)为速度公式、式(7)和(8)为位移公式。 (3) (4) (5) (6) (7) (8) 为模拟5段S形曲线排线控制过程,对排线过程导针运动进行仿真,首先运用SolidWorks三维建模软件建立导针排线机构的三维模型,将模型导出规定格式,随后将模型导入仿真软件ADAMS,并对导针添加直线运动副等约束,仿真模型如图4所示。 采用if函数编写运动控制过程,加速度时间为2 s,设定导针运行最高速度为10 mm/s,其中加加速度j=10 mm/s3,通过相关的公式计算可以得到各阶段的时间t1=1 s,t2=1 s,t3=6 s进行模拟仿真,仿真时导针往返运动。 仿真结果位移、速度和加速度曲线分别如图5、图6和图7所示。从速度变化曲线图6可以看出,5段S形曲线各阶段速度变化均是圆弧平滑过渡,可有效降低速度变化带来的冲击,提升线圈的排线精度。可见,5段S形曲线控制算法适用于排线过程。 线圈排线过程算法实现流程如图8所示。 通过流程图可以看出,利用5段S形曲线算法实现线圈排线控制时需要将排线过程分为5个阶段,这5个阶段分别对应S形曲线的加加速阶段、加减速阶段、匀速阶段、减加速阶段和减减速阶段,每一个阶段需要根据线圈骨架的槽宽和加加速度两个参数完成对线圈绕制的控制。若控制过程中存在外界干扰因素而强制停机,则自动停止绕制。 绕线机排线控制系统的人机界面主要由图形展示、数据输入、数据输出和启动停止等4个部分组成,软件界面如图9所示。其中,图形展示界面用于显示线圈骨架和绕线情况。 数据输入界面可以输入线径、绕宽、绕径、绕层和电机转速5个影响排线过程的重要线圈绕制参数。其中,电机转速参数是指带动导针的平动电机的最大转速,绕制过程中电机转速的大小设定完成后加减速阶段的加加速度大小也就确定了。 输出数据是为了跟踪导针的运动轨迹而设定的,包括水平位移、前后位移和竖直位移3个参数。其中,水平位移是表示导针在水平方向上的相对于设计原点的位置变化;前后位移是表示导针垂直骨架的方向上相对于原点的位置变化;竖直位移是表示导针在竖直方向上相对于原点位置变化。 绕线机排线控制系统软件需要具有良好的人机界面,可直观地输入会影响排线的影响参数,尽可能地满足工程实际不同大小的线圈绕制需要,同时可以随时观察导针的位置变化,达到提升线圈绕制精度和系统灵活性的目的。 在厦门某公司某型号绕线机设备上进行了相关的实例验证。其中以线圈骨架的槽宽L=30 mm,漆包线直径为1 mm,进行实验,控制算法改进前后绕制的线圈产品如图10所示。图10a中算法改进前的线圈产品存在部分凸起与跨线的缺陷,而图10b中采用S形曲线算法控制后绕制的线圈则不会出现类似的现象,有效地解决了线圈排线过程中引起的线圈凸起和凹陷问题,提升了线圈的产品质量。 通过分析绕线机的线圈排线过程,提出了一种基于S形曲线运动控制的排线控制算法。运用ADAMS软件对提出的排线方式进行了仿真,仿真结果可以看出5段S形曲线的排线方式实现了排线速度的圆弧过渡,减小了在减加速过程中的速度冲击,并通过工程应用实例验证,得出了5段S形曲线可以有效解决线圈排线过程中凸起和跨线问题、提升线圈排线精度的结论。
2 排线运动控制算法

2.1 运动仿真

2.2 算法实现流程
2.3 软件界面设计

3 应用实例

4 结语
