农作物育苗容器模具结构的设计
2021-02-28周志博胡绍纲
周志博,胡绍纲
(1.江西工业职业技术学院,江西 南昌 330000;2.华东交通大学 理工学院,江西 南昌 330100)
1 农作物育苗容器的结构特性分析
农作物育苗容器容器模具的结构及尺寸见图1,由于该尺寸及结构相对比较简单,则采用MT5的精度。该塑件的壁厚均为2 mm。为了使该塑件受力均匀,采用圆角过渡结构。此设计采用ABS 材料,其是乙烯、丁二烯、丙烯腈3 种单位的三元共聚物,综合了三者的共同特性。此材料是一种白色带点黄的物质,密度一般为1.05 g/cm³,是一种非常常用的原材料,加工的各种性能相对于其他原材料更好。该材料收缩率较低,一般为0.3%~0.8%,价格也比较低,其表面具有一定的硬度,而且耐热和耐腐蚀,是综合性能性能良好的可降解环保材料。
2 分型面的选择
由于该育苗容器的结构相对比较简单,且为了满足大批量生产的需求,采用一模四腔的结构,分型面选择塑件的下端面。在具体的分型面工艺制作中,应围绕CAD三维建模的技术功能,选用二维平面出图后,再进行三维建模结构设计,通过反复多次地调整和参数修正,确保分型面与育苗容器的主体能够实现完全契合,适应不同类型、大小和体积农作物种子的育苗需求。
3 注塑机的选择
根据计算育苗容器体积为7.9 cm³,质量为8.3 g,由于本次设计采用的是ABS材料,其密度为1.05 g/cm³,因此,通过有关公式计算可知浇注系统凝料体积为54.4 cm³。根据其凝料体积可选择XS-ZY-125型注射机。
4 浇注系统的设计
根据查阅XS-ZY-125型注射机有关参数,喷嘴的直径为4 mm,喷嘴的外球面半径为12 mm,主流道的长度由定模板及定模座板所决定,设计取100 mm。主流道小端直径取5 mm,大端直径经过有关计算取8.5 mm,主流道球面直径可设为14 mm。分流道的长度应选择适中,即可取80 mm。
5 成型零件的计算
成型零件中主要包括凹模和凸模,主要计算径向尺寸和深度尺寸,通过有关公式计算结果如下,其收缩率为0.3%~0.8%,材料ABS的平均收缩率为ˉS=0.5%。下列4个公式分别为型腔和型芯的径向和深度公式,
型腔径向尺寸公式:

型腔深度尺寸公式:

型芯径向尺寸公式:

型芯深度尺寸公式:

式中:x——修正系数,Δ——外表面径向基本尺寸公差,δ——模具制造公差。
成型零件尺寸计算见表1。
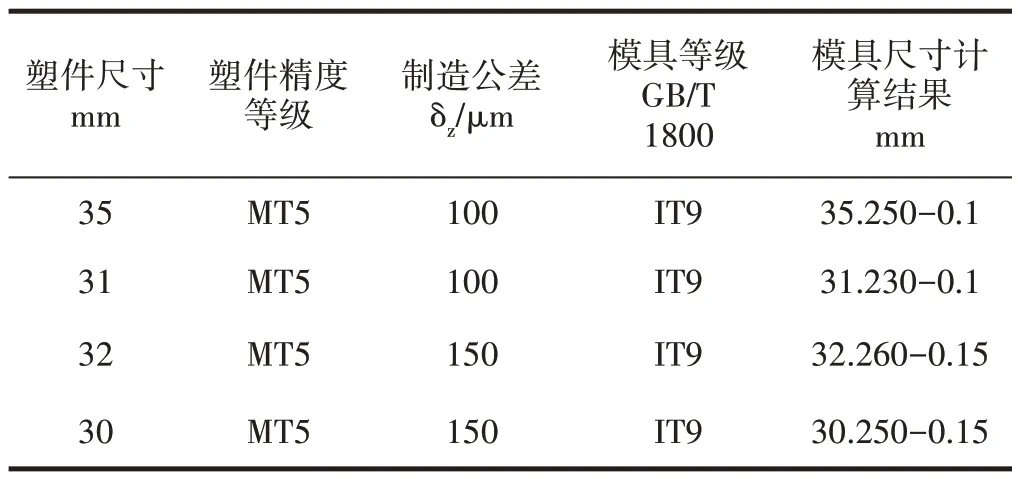
表1 成型零件尺寸计算表Tab.1 The dimension calculation of formed parts
6 导向机构及其支撑零件的设计
由于该塑件为薄壁件,通过计算其脱模力为FC为1 155.53 N。由于此设计为一模四腔,塑件较小,则可利用单根推杆将一个塑件推出,因此,此设计需要4根推杆来做推出机构且每根推杆的直径为8 mm。
导向机构一般采用导柱导向机构,其主要零件为导柱和导套。由于该模具结构比较简单,可直接采用带头导柱,其结构简单适合小型模具生产,且直接与导向孔配合。导柱表面粗糙度为0.8 μm,导柱固定部分与模板之间采用H7/m6 的过渡配合。导套结构采用直导套的形式,加工方便,可用于简单的模具。导套固定部分表面粗糙度一般为0.8 μm。
由上可知导向机构可采用带头导柱和直导套相互配合的形式,且其配合精度采用H7/f7。
7 模架的选择
模架为注射模的框体,它可以将导柱导套、定模以及其座板、垫块等组合起来,构成一个运转体系,起到保护和固定作用。模架选择应该选择稍微大一些,可采用直浇口C 型模具,需采用250 mm×250 mm的模架。
8 冷却系统设计及排气系统设计
由于根据塑件的形状及尺寸,还有型腔分布等多方面因素的影响,冷却管道采用直径为8 mm,并设置2 根管道冷却效果有所提升。则其冷却系统的设计见图2。

图2 冷却系统示意图Fig.2 The schematic diagram of cooling system
当塑料熔体注入型腔时,若型腔内部还存在各种气体,从而会导致塑件的表面形成气泡和凹陷等缺陷。因此排气系统的设计尤其重要,对于本次设计的模具简单,可利用推杆与模板的配合间隙进行排气,对于其他的排气方式,该方式简单且效果更为明显。
9 相关参数的验证及校核
通过塑件的尺寸,根据注塑机的额定注塑量、注射压力和锁模力等数据的计算,该几个数据小于其性能参数,符合其设计要求。
10 结语
通过CAD三维建模设计和工艺描述,详细阐述了育苗容器的结构特征和材料特性,为标准化大批量生产提供了设计依据。随着三维建模和材料学技术的不断发展,越来越多的环保型和高质量农作物育苗容器被研发出来,对提升农作物育苗效率、成功率和工艺水平产生积极的效果。
