法兰锻件UT 检验缺陷分析
2021-02-27高洁辽宁机电职业技术学院
文/高洁·辽宁机电职业技术学院
★项目来源:辽宁机电职业技术学院2020 年院级教研课题高职院校教师“双师”能力提升的策略研究
★基金编号:JYLX2020010
风能作为一种清洁的可再生能源,越来越受到世界各国的重视。其蕴量巨大,全球的风能约为2.74×109MW,其中可利用的风能为2×107MW,比地球上可开发利用的水能总量还要大10 倍。古时风主要是被用来通过风车抽水、磨面等,而现在人们感兴趣的是如何利用风来发电。风力发电是把风的动能转为电能。风力发电机组塔筒一般高度为65m、70m、85m。为了方便制造及运输,塔筒一般分为上、中、下三段。在制造过程中,每段的连接就要用到法兰。法兰焊接后平面度一般要≤0.5mm,焊缝还要进行UT 检验,不能存在缺陷。但许多法兰锻件供应商在提供锻件时UT 检验为合格品,但是在焊接后法兰却出现缺陷,如何解决该问题是众多法兰供应商及风能公司颇为头疼且棘手的问题。下面通过一个实例讲解一下法兰供应商А 公司如何解决焊接UT 探伤后存在缺陷的问题。
法兰的制造工艺流程
法兰的锻造工艺流程
由于法兰工作环境为野外,长期在65 ~85m 高处经受拉伸、弯曲及剪切等作用力,所以法兰一般需要锻造生产。锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时保存了完整的金属流线。该法兰的锻造工艺流程为:下料→镦粗→平整→滚圆→冲孔→平整→辗环。材料牌号为Q345E-Z35;材料规格为φ600mm 连铸坯;下料长度为1646mm,下料重量为3654kg;材料利用率为93.3%,冲孔直径为φ280mm。加热工艺如图1 所示。
法兰锻后热处理工艺流程
热处理方法为正火和回火。正火的主要目的是使晶粒细化和碳化物分布均匀化,改善钢的性能,获得接近平衡状态的组织。回火的目的是减小或消除工件的内应力,降低钢的脆性,使工件获得较好的强度、韧性、塑性、弹性等综合力学性能。本例法兰正火工艺如图2 所示,回火工艺如图3 所示。
法兰经锻造及热处理后硬度、拉伸、冲击、晶粒度、UT 检验等均达到用户要求。

图1 圆坯加热工艺
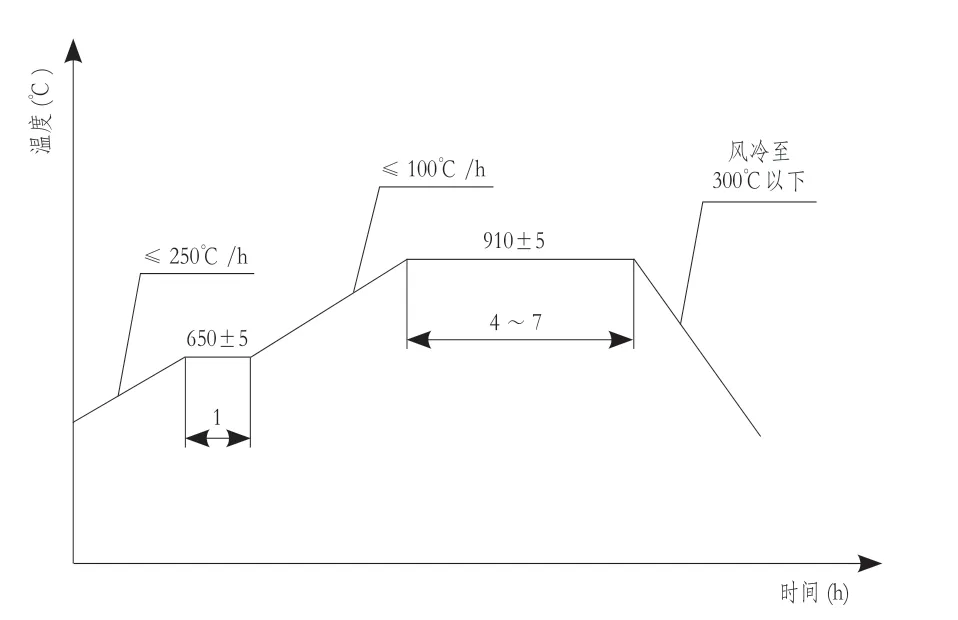
图2 正火工艺

图3 回火工艺
法兰焊接后出现问题
焊接后法兰出现的问题
В 公司对А 公司交付的16 套、144 片法兰进行焊接,经焊缝UT 检验,其中5 片法兰超标,缺陷位于法兰热影响区内(法兰锻件UT 合格),为弄清法兰焊后UT 探伤超标问题,供需双方确定对超标的一片法兰进行破坏分析,法兰编号ZH-LC-JF-MF5а-09,材料Q345E-Z35,生产厂家及炉号已知。
问题法兰缺陷位置
为确定缺陷位置,在法兰下端面(法兰脖颈对面)进行探伤检验,用φ10mm 双晶探头,频率4MHz,发现在法兰高140mm 处,有一条沿圆周А ~В 方向连续条状缺陷,长约1300mm,深度6 ~20mm,如图4 所示。C 点有一单点缺陷,与А、В 缺陷相同;D 点有一单点缺陷,φ2mm,位于法兰端面,距离内径80mm 处,深度6 ~15mm。C、D 点缺陷如图5所示。
问题法兰检验
化学成分检验
在图4 中法兰端面取样检验化学成分,见表1。
经检验,化学成分合格。
问题法兰机械性能检验
在法兰底面(脖颈反方向)取样检验法兰机械性能,检验结果见表2,不同钢厂材料高温机械性能检验结果见表3。
经检验,机械性能合格,不同钢厂材料高温机械性能没有差异。

表1 化学成分检验(%)

图4 А、В 之间有一条连续条状缺陷

图5 C、D 两点单点缺陷
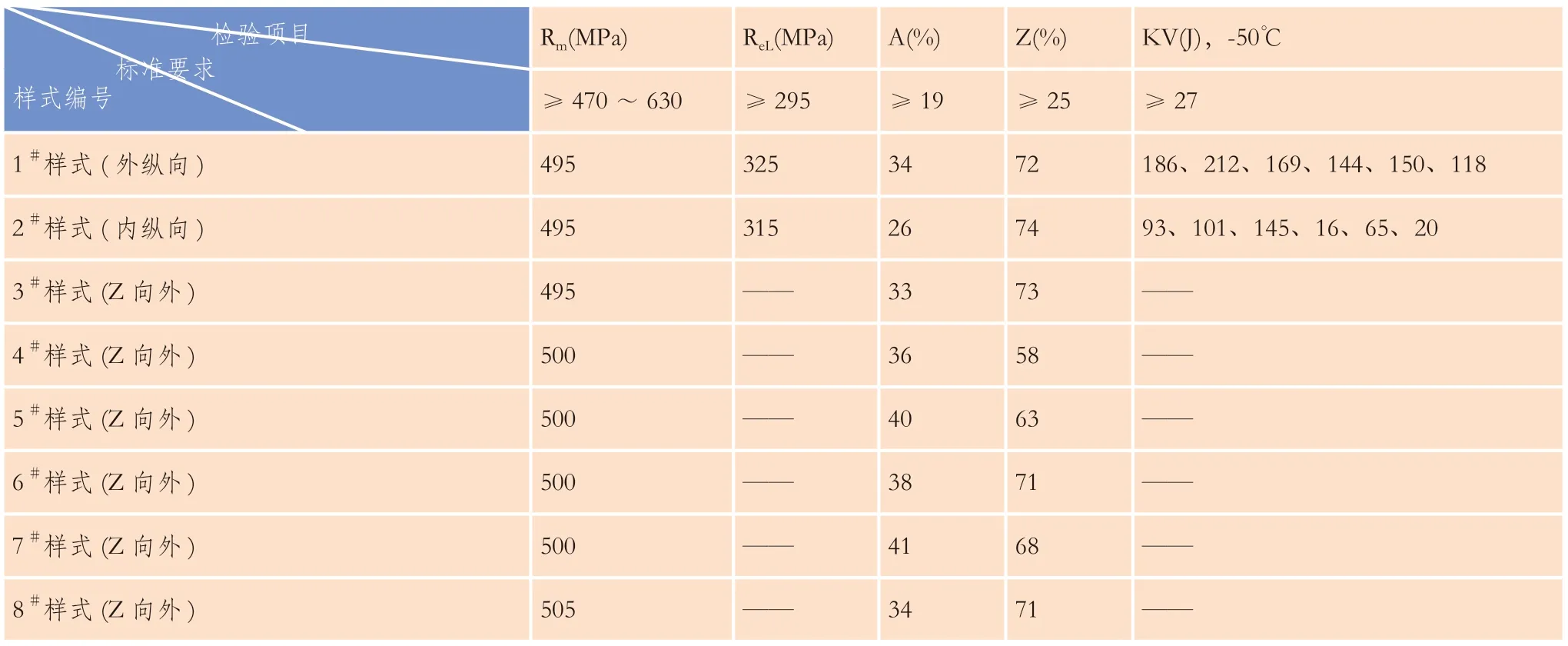
表2 机械性能检验
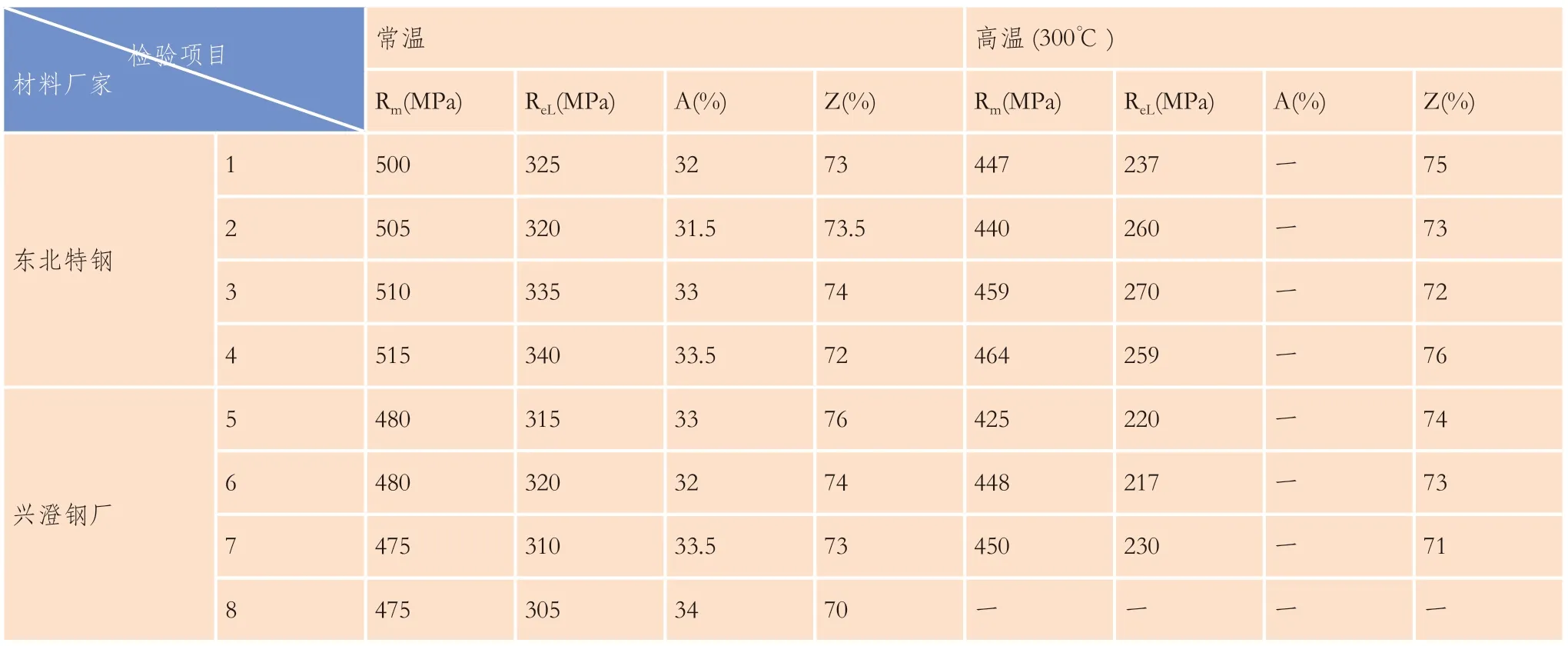
表3 不同钢厂机械性能高温拉伸对比试验
低倍检验
为了分析材料缺陷,进行低倍检验。在连续缺陷А、В 之间,取4 块低倍试片,编号分别为1#、2#、3#、4#;在C、D 处分别取低倍试片,编号为5#、6#。试片经过热腐蚀后宏观形貌如图6、图7、图8、图9、图10、图11 所示。从低倍图片上可以看出,1#、2#、3#低倍试片材料纯净度较高,4#、5#、6#低倍试片出现大颗粒疏松点,5#、6#试片尤为严重,疏松点分布无明显规律,在焊道熔合区边缘及其他部位均存在,并且颗粒较大。缺陷波产生位置在法兰高度140mm 处,将试片1#熔合区放大,如图12 所示。

图6 1#试片低倍图片

图7 2#试片低倍图片

图8 3#试片低倍图片
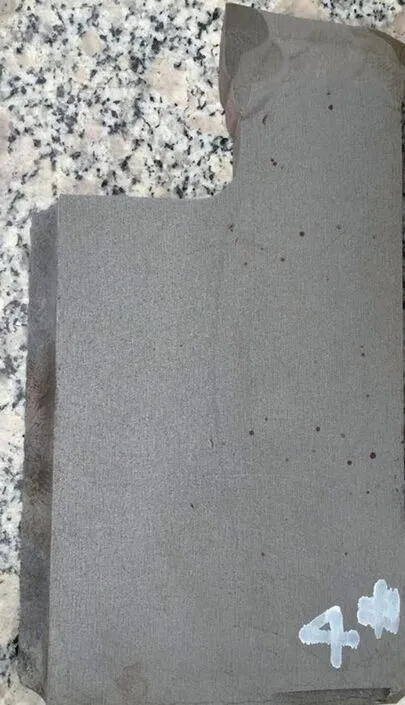
图9 4#试片低倍图片

图10 5#试片低倍图片

图11 6#试片低倍图片
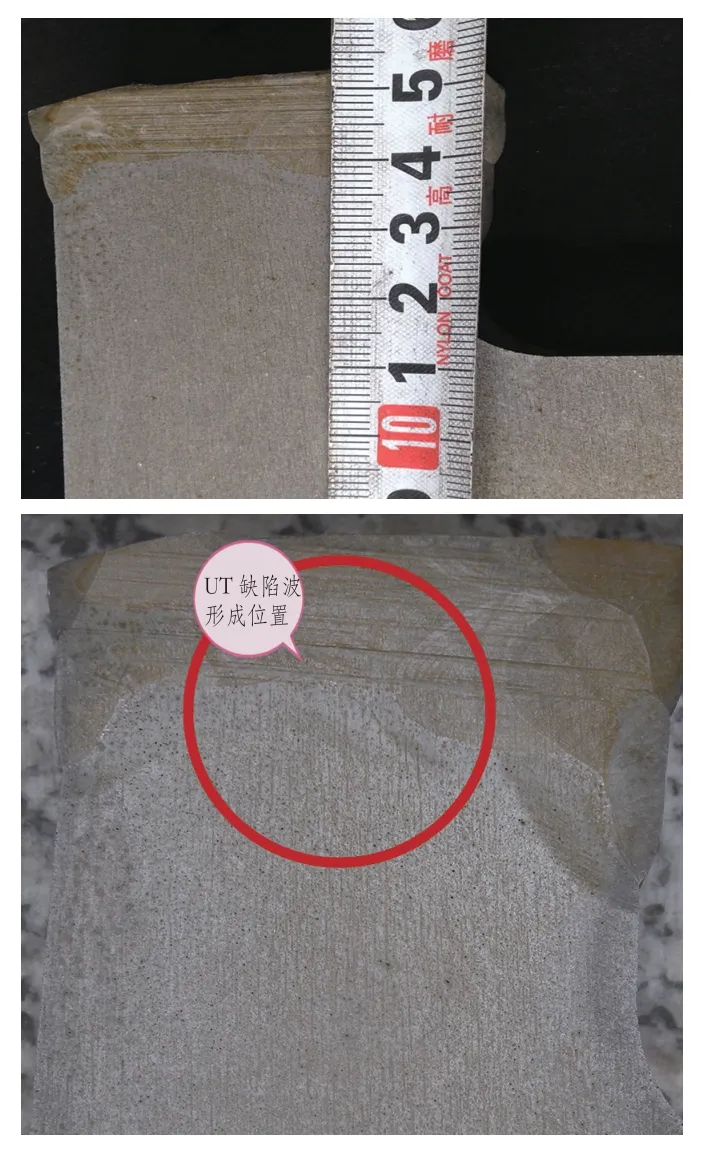
图12 缺陷波产生位置
幞头在唐代演变成两种,一是平脚幞头,方形,背后左右两侧伸出一脚,用铁丝,竹蔑,琴弦为骨,最初较短,后来逐渐延长。可以随时取戴,和帽子相同,所有的君臣都可通用。
另一种是软脚幞头,圆顶,为非官场和不同阶层的人戴用。
从图12 中可观察到,法兰与塔筒熔合区机体组织有一条明显界线,并且延伸至1300mm,见图4 中的А ~В 段。试片6#在同样位置有一长10mm 缺陷,应与上述缺陷形成的原因一致。试片6#在法兰高度80mm 处有一条状缺陷,长10mm。从低倍试片上看,有大颗粒疏松点存在,该处缺陷应为大颗粒夹渣物或气孔所致。
综合分析
综合上述实验结果,从化学成分、机械性能(拉伸试验常温下)上看符合标准要求,尤其对兴澄材料、东北特钢材料高温机械性能进行比较,不同钢厂材料高温抗拉指标没有本质差异,也就是说法兰化学成分及机械性能与UT 检验缺陷波形成无关;从锻件UT检验上看,在法兰与焊缝熔合处有一条约1300mm 长,高度140mm 连续缺陷存在,应为焊缝与法兰熔合处连接导致。从图11、图12 可以看出,法兰在焊接过程中,焊丝将法兰机体熔合约为10mm。焊接过程焊丝与法兰熔合后,钢铁熔点温度约1600 度,如果该区域冷却过快,导致熔合区域材料体积急剧收缩,在没有充分补缩的熔液前提下,在焊道及边缘、内部或表面将形成强大的拉应力,当机体或焊道强度抵御不住焊道收缩产生的拉应力时,导致焊缝内部或外部产生裂纹。
如果材料疏松点位于熔合区边缘,将形成裂纹源,在热应力的作用下,进一步将该缺陷放大甚至撕裂;在焊道附近法兰本体上,如果存在冶金缺陷,在焊道收缩过程产生的拉应力作用下,同样会将该缺陷放大。
材料中存在冶金缺陷不可避免,但鉴于风电法兰产品工艺的特殊性,材料冶炼时,必须对圆钢边缘疏松及点状疏松进行有效控制,该缺陷是导致法兰焊缝探伤过程中UT 检验超标的主要因素。在焊缝热影响区内,凡是大颗粒夹渣、气孔、疏松等冶金缺陷,都将是潜在的裂纹源,一旦裂纹形成,由于焊接应力的作用(焊接应力无法消除),裂纹会随着时间的推移继续扩大,导致严重的后果。
结论
⑴法兰在焊接前,要充分预热(建议增加预热火焰数量),初始焊接应采用小电流、薄焊层,缩小法兰与焊缝之间的温度差;焊后缓冷,避免焊道在风口处冷却或采取保护措施。
⑵法兰材料要严格控制纯净度,圆钢需严格控制一般疏松、点状疏松,尤其是提高圆钢边缘纯净度,在冶炼过程中,应对真空脱气工序调整工艺参数并需严格控制。
