防扭臂锻件低倍粗晶缺陷浅析
2021-02-27李彩凤航空工业江西景航航空锻铸有限公司
文/李彩凤·航空工业江西景航航空锻铸有限公司
粗晶缺陷是铝合金模锻件常见缺陷之一,它降低锻件的强度。在锻件的粗晶组织以及由粗晶组织向细晶组织急剧变化的过渡区,锻件的疲劳强度降低。我公司生产的防扭臂锻件,材料为LD10,热处理交付状态为CS,锻件尺寸如图1所示。原生产设备为3t 模锻锤,因模锻锤生产精度较低,批量生产过程中,常常出现非加工表面撸伤问题,如图2 所示,导致锻件报废。

图1 防扭臂锻件尺寸图
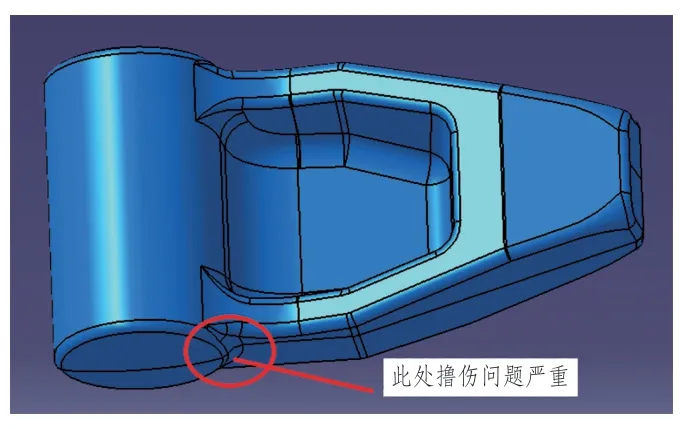
图2 防扭臂锻件锤上模锻时易撸伤
2020 年3 月,该防扭臂锻件转产至1000t 电动螺旋压力机上锻造,试制过程中撸伤问题得到解决,但出现了粗晶问题,如图3 所示。后采用了多种方案,共投制了4 个批次试制件,均未能解决粗晶问题。因试制周期过长,严重影响了产品交付。

图3 防扭臂锻件低倍整体粗晶问题图片
经对比,转产前后变形工步相同,锻造加热制度相同,热处理制度相同,仅锻造设备不同。
粗晶问题原因分析
化学成分的影响
受化学成分的影响,该合金为Cu—Аl 系铝合金,当合金中含有Fe、Mn、Cr、Zr 等元素时能生成FeАl3、MnАl6、CrАl3等弥散相,可阻碍再结晶晶粒均匀长大,但加热至高温时少数晶粒晶界上的弥散相因溶解而首先消失,这些晶粒就会率先急剧长大,形成少数极大的晶粒。但该牌号的合金恰恰不含Cr、Zr 等元素,仅含的Fe、Mn元素也是少量的,可见该牌号的铝合金在热加工时易产生粗晶。
原材料粗晶环
受原材料粗晶环的影响,粗晶环在变形时不易充分破碎,导致回复与再结晶时呈弓形向金属内部长大,但该批原材料未见粗晶环。
终锻温度的影响
工艺中规定终锻温度应≥380℃,若低于380℃继续锻造则易产生粗晶,特别是在低于350℃锻造时极易产生粗晶。
变形程度及速度的影响
合金落入临界变形区(≥90%及≤1O%)时锻造易产生粗晶,合金变形速度过快、变形激烈时易产生较大的变形热,回复与再结晶时,在激烈变形处产生新的晶核并吞噬周围的晶核而长大,造成粗晶。
转产前后对比
⑴转产前锻造成形方案介绍。
转产前锻造工艺路线为:下料→中温炉加热→750kg 锤制坯→打磨→中温炉加热→3t 锤模锻一火→割毛边→打磨→中温炉加热→3t 锤模锻二火→切边,其成形过程如图4 所示。

图4 防扭臂锻件转产前成形方案
⑵转产后锻造成形方案介绍。
转产后锻造工艺路线为:下料→中温炉加热→750kg 锤制坯→打磨→中温炉加热→1000t 压力机一火→割毛边→打磨→中温炉加热→1000t 压力机二火→切边,其成形过程如图5 所示。
确认粗晶问题原因
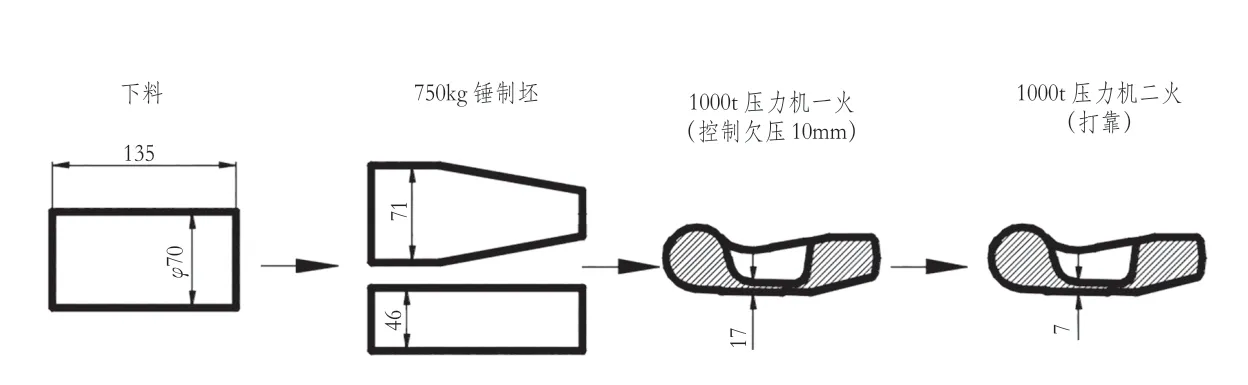
图5 防扭臂锻件转产后成形方案
对转产后制坯锻件、模锻一火后锻件同炉热处理后进行低倍检测,发现制坯后锻件低倍无整体粗晶问题,但模锻一火后便出现低倍整体粗晶问题,如图6所示。

图6 转产后模锻一火后低倍粗晶
对比1000t 压力机和3t 模锻锤模锻一火的过程,其主要差别为:
1000t 压力机上打击2 次便完成一火充填,且第一次下压量便已达到25mm,第一次的变形量为50% ~60%;3t 模锻锤上需6 ~8 锤才能完成一火充填,且前几锤每锤下压量接近,每锤下压量8 ~10mm,每锤变形量约20%。
根据国内研究成果,锻造过程中的变形速度对铝合金组织有较明显的影响:当变形速度过快时,铝合金极易产生粗晶组织(铝合金模锻锤上锻造一般要求前两锤轻击慢打也是为了避免变形速度过大)。
综上,模锻一火过程中,压力机首次下压量过大导致锻件变形速度过快是防扭臂锻件低倍整体粗晶的主要原因。
工艺性优化方案
确定优化方法
根据如上分析,模锻一火过程中首锤下压量过大是防扭臂锻件低倍整体粗晶的主要原因,故优化方向便是多锤锻造并控制每锤的下压量。然而,我公司1000t 压力机能量较难控制,即使调整至很小的打击能量首次的变形量仍超过50%,因此,本次工艺优化方向是增加25kJ 模锻锤预锻工序,不但可以控制每锤的变形量,还可以与1000t 压力机实现联动,减少锻造火次和中间工序。
从图7 中可以看出,毛压—预压—终压,锻件是从粗到精逐渐充满模膛,使变形金属的流动过程变得比较平稳,变形也更加均匀,可以减少由于剧烈变形产生折叠的概率。
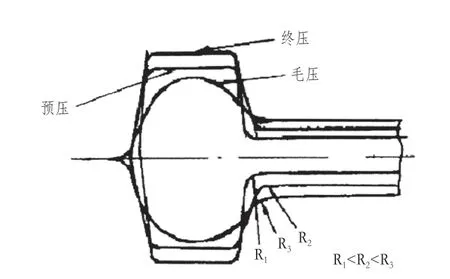
图7 设置毛压模、预压模、终压模避免折叠
因预锻工序设计在25kJ 模锻锤上,可控制每锤下压量,故预锻模设计主要考虑3 个方面:
⑴尽可能取消模锻前的制坯工序,让预锻模拥有分料能力,提升生产效率并保证过程的一致性。
⑵尽可能与终锻工序实现联动,减少模锻一火和模锻二火件的割边、打磨、酸洗等工序,提升生产效率。
⑶因终锻工序在1000t 压力机上,故需考虑终锻工序首次变形量,尽可能控制终锻首次变形量在20%~40%之间。
根据上述3 个优化方面,设计预锻件,其形状如图8 所示。
确定锻造工步
根据预锻模设计,确定锻造工艺路线为:下料→中温炉加热→25kJ 锤预锻→回炉加热→1000t 压力机终锻→切边,其变形工步如图9 所示。
工艺试验结果
2020 年4 月,根据如上优化方案进行了工艺试制,其低倍组织如图10 所示,锻件低倍粗晶问题已得到解决。

唐代妇女好面妆,奇特华贵,变幻无穷。如面部施粉,唇涂胭脂,敷粉施朱之后,要在额头涂黄色月牙状饰面,各种眉式流行周期很短。
唐代妇女的妆饰已达到登峰造极的地步,据说妆成此式,连同堕马髻、弓身步,越发显女子纤弱之态,令人顿生怜爱之情。
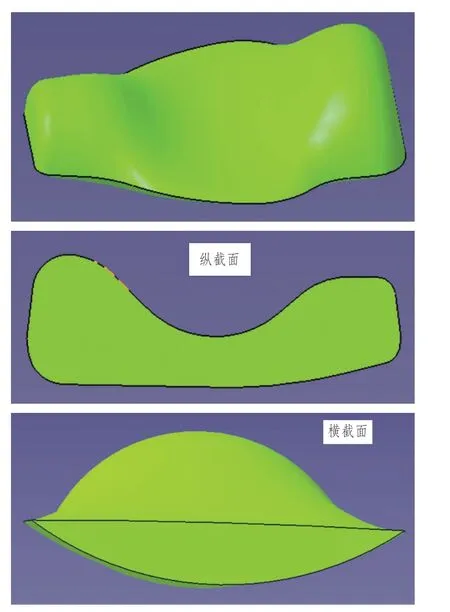
图8 防扭臂预锻件形状

图9 防扭臂预锻件形状
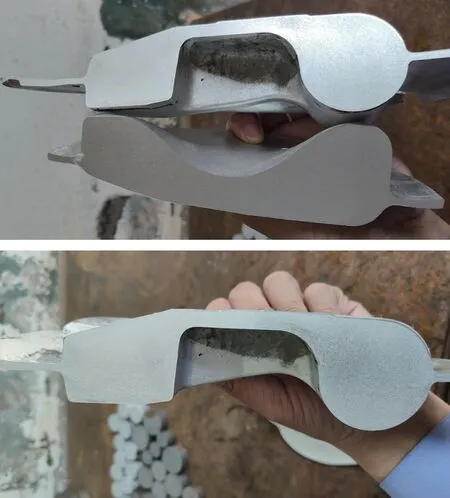
图10 工艺优化后低倍组织
结束语
在模锻锤和压力机上进行铝合金锻造,应控制每一次打击的变形量,避免因单次变形量过大而导致锻件粗晶,现根据公司已有设备重新布局,有效解决了防扭臂锻件低倍整体粗晶问题且提高了生产效率。
